主軸系統(tǒng)加工條件下的動(dòng)態(tài)特性研究
2018-10-10 09:27:16清華大學(xué)機(jī)械工程系北京100084劉成穎
金屬加工(冷加工) 2018年9期
■ 清華大學(xué)機(jī)械工程系 (北京 100084) 劉成穎 張 潔 劉 巍

掃碼了解更多
在實(shí)際加工條件下,回轉(zhuǎn)力矩、離心力以及熱膨脹等因素使得主軸系統(tǒng)的動(dòng)力學(xué)特性發(fā)生明顯變化。與靜態(tài)條件下不同的是,加工條件下系統(tǒng)的動(dòng)態(tài)特性不能通過錘擊試驗(yàn)直接獲取,雖然能通過測(cè)力儀測(cè)量系統(tǒng)的輸入和通過加速度傳感器測(cè)量系統(tǒng)的輸出,但由于輸入信號(hào)中含有許多周期性成分,仍然難以辨識(shí)出系統(tǒng)的真實(shí)模態(tài)。在模態(tài)提取方法上,加工模態(tài)分析方法是目前常用的一類方法,這種方法不需要知道系統(tǒng)的輸入,僅通過系統(tǒng)輸出便可提取系統(tǒng)的模態(tài)。
常用的加工模態(tài)分析方法主要有自然激勵(lì)技術(shù)、基于離散時(shí)間數(shù)據(jù)分析的自回歸方法和子空間識(shí)別方法等。這些方法的直接應(yīng)用僅限于系統(tǒng)激勵(lì)可近似為白噪聲的情況,如圖1所示。而切削加工中,切削力激勵(lì)帶有很強(qiáng)的周期性,因此,在實(shí)際應(yīng)用中需要基于以上方法進(jìn)行改進(jìn)。Mohanty基于最小二乘復(fù)指數(shù)方法(LSCE)提出了非白噪聲激勵(lì)的修正算法,并利用多種周期性激勵(lì)疊加白噪聲對(duì)梁結(jié)構(gòu)進(jìn)行了試驗(yàn)驗(yàn)證。Zaghbani在Mohantay的基礎(chǔ)上設(shè)計(jì)了切削試驗(yàn),采用測(cè)力儀、加速度傳感器等提取加工信號(hào),采用LSCE和ARMA方法提取了不同加工條件下的模態(tài)參數(shù),發(fā)現(xiàn)了模態(tài)參數(shù)隨加工條件的變化規(guī)律,并進(jìn)一步繪制出不同加工條件下的葉瓣圖。
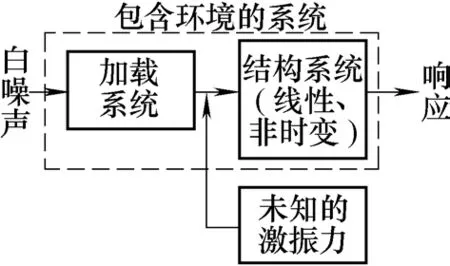
圖1 OMA方法工作流程
基于OMA方法可以獲取系統(tǒng)的加工模態(tài)參數(shù),卻無法獲取刀尖點(diǎn)的頻響函數(shù),原因在于激勵(lì)的周期性。為了盡量減小切削力的周期性, ?zsahin采用Opitz提出的一種特殊加工表面模擬隨機(jī)表面進(jìn)行切削試驗(yàn),獲取了刀尖-刀柄跨點(diǎn)頻響函數(shù)。?zsahin從實(shí)際切削試驗(yàn)獲取的穩(wěn)定性葉瓣圖入手,反向求取實(shí)際加工中刀尖點(diǎn)的頻響函數(shù),并證明與靜止?fàn)顟B(tài)相比,加工條件下刀尖點(diǎn)頻響函數(shù)和葉瓣圖都發(fā)生了明顯變化。
1.工作模態(tài)提取方法
根據(jù)NExT方法理論可知,假設(shè)系統(tǒng)受白噪聲激勵(lì),i點(diǎn)和j響應(yīng)的互相關(guān)函數(shù)Rij與在j點(diǎn)施加脈沖激勵(lì)i點(diǎn)的響應(yīng)類似,即Rij與錘擊試驗(yàn)中錘擊j點(diǎn)時(shí),i點(diǎn)的頻響函數(shù)類似。基于這種思想,利用系統(tǒng)不同兩點(diǎn)處的響應(yīng)信號(hào),即可利用OMA方法獲取系統(tǒng)模態(tài)參數(shù)。下面介紹利用LMS Test.Lab的Operational Modal Analysis模塊識(shí)別主軸系統(tǒng)的模態(tài)。
加工模態(tài)識(shí)別過程主要包括:時(shí)域數(shù)據(jù)提取(Time Data Selection)、互相關(guān)函數(shù)求取(Op. Data Collection)、穩(wěn)定性圖譜繪制(Op. Time MDOF)以及模態(tài)驗(yàn)證(Op. Synthesis)等步驟。
(1)時(shí)域數(shù)據(jù)提取。如圖2a所示,在實(shí)際加工中,刀具在切入和切出時(shí)主軸振動(dòng)的時(shí)域信號(hào)出現(xiàn)明顯劇增,屬于不穩(wěn)定切削階段,在進(jìn)行加工模態(tài)提取時(shí),應(yīng)避免不穩(wěn)定切削信號(hào),截取如圖2b所示的穩(wěn)定切削信號(hào),同時(shí),所截取的信號(hào)段應(yīng)至少包含20 000個(gè)數(shù)據(jù)點(diǎn),從而保證模態(tài)提取算法的收斂性。
(2)互相關(guān)函數(shù)求取。如圖3所示,截取所研究方向上不同測(cè)點(diǎn)的振動(dòng)信號(hào)后,計(jì)算兩測(cè)點(diǎn)信號(hào)之間的互相關(guān)函數(shù)并保存用于后續(xù)的模態(tài)識(shí)別,計(jì)算時(shí),可以選擇一個(gè)或者多個(gè)測(cè)點(diǎn)信號(hào)作為參考信號(hào),尤其是在不止兩個(gè)測(cè)點(diǎn)時(shí),選擇多個(gè)測(cè)點(diǎn)作為參考信號(hào)有利于提高識(shí)別準(zhǔn)確性。
(3)穩(wěn)定性圖譜繪制。利用互相關(guān)函數(shù),進(jìn)入Stabilization模塊繪制穩(wěn)定性圖譜。如圖4所示,圖譜中橫坐標(biāo)表示頻率,右端縱坐標(biāo)表示模態(tài)階次,圖中字母標(biāo)注的每一個(gè)點(diǎn)都表示一個(gè)極點(diǎn),各個(gè)字母的含義如表1所示。只有同一頻率對(duì)應(yīng)的極點(diǎn)隨階次收斂并穩(wěn)定,即同一頻率對(duì)應(yīng)的多階極點(diǎn)均為s時(shí),該列極點(diǎn)才可能作為系統(tǒng)穩(wěn)定的模態(tài)參數(shù)。
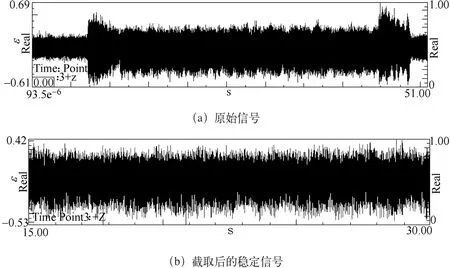
圖2 主軸振動(dòng)時(shí)域信號(hào)
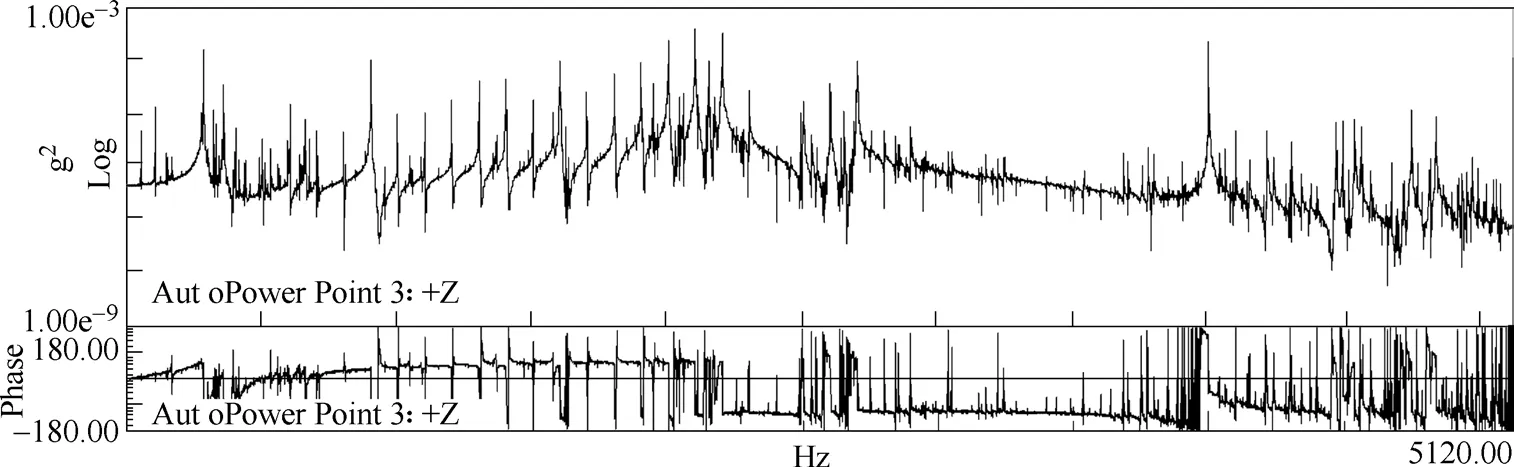
圖3 不同測(cè)點(diǎn)信號(hào)的互相關(guān)函數(shù)
然而,由于切削力激勵(lì)具有周期性,系統(tǒng)的強(qiáng)迫振動(dòng)響應(yīng)會(huì)使得OMA方法提取的模態(tài)中包含與強(qiáng)迫振動(dòng)頻率相關(guān)的虛假模態(tài)。通常,模態(tài)阻尼為0的模態(tài)可被認(rèn)為是虛假模態(tài)。
2.加工模態(tài)提取試驗(yàn)設(shè)計(jì)
如圖5所示為加工模態(tài)測(cè)量試驗(yàn)示意圖和現(xiàn)場圖,將工件裝夾在固定于工作臺(tái)的Kistler9257B型三向動(dòng)態(tài)測(cè)力儀上,監(jiān)測(cè)加工過程中的切削力信號(hào),以確保加工過程的穩(wěn)定性。兩個(gè)PCB356A16三向加速度傳感器置于主軸上不同高度的位置處,并與LMS數(shù)據(jù)采集設(shè)備相連,用來測(cè)量加工過程中在切削力激勵(lì)下主軸的振動(dòng)響應(yīng)。
切削加工試驗(yàn)在臺(tái)灣友嘉VMP-23A型立式加工中心上進(jìn)行,其主軸最高轉(zhuǎn)速為10 000r/min,搭配BT40系列刀柄,刀具為兩齒硬質(zhì)合金銑刀,刀具直徑12mm,總長75mm,安裝懸長為60mm,加工對(duì)象為7075-T6系列航空鋁塊。為探究切削加工過程中切削參數(shù)對(duì)系統(tǒng)動(dòng)態(tài)特性的影響,設(shè)計(jì)如表2所示的切削試驗(yàn)表,試驗(yàn)分為3組,分別對(duì)應(yīng)轉(zhuǎn)速、切深和每齒進(jìn)給的變化。
3.試驗(yàn)研究
針對(duì)加工過程的3要素:轉(zhuǎn)速、切深和進(jìn)給,通過加工模態(tài)提取分別探究它們對(duì)主軸系統(tǒng)模態(tài)參數(shù)變化的影響大小及規(guī)律。
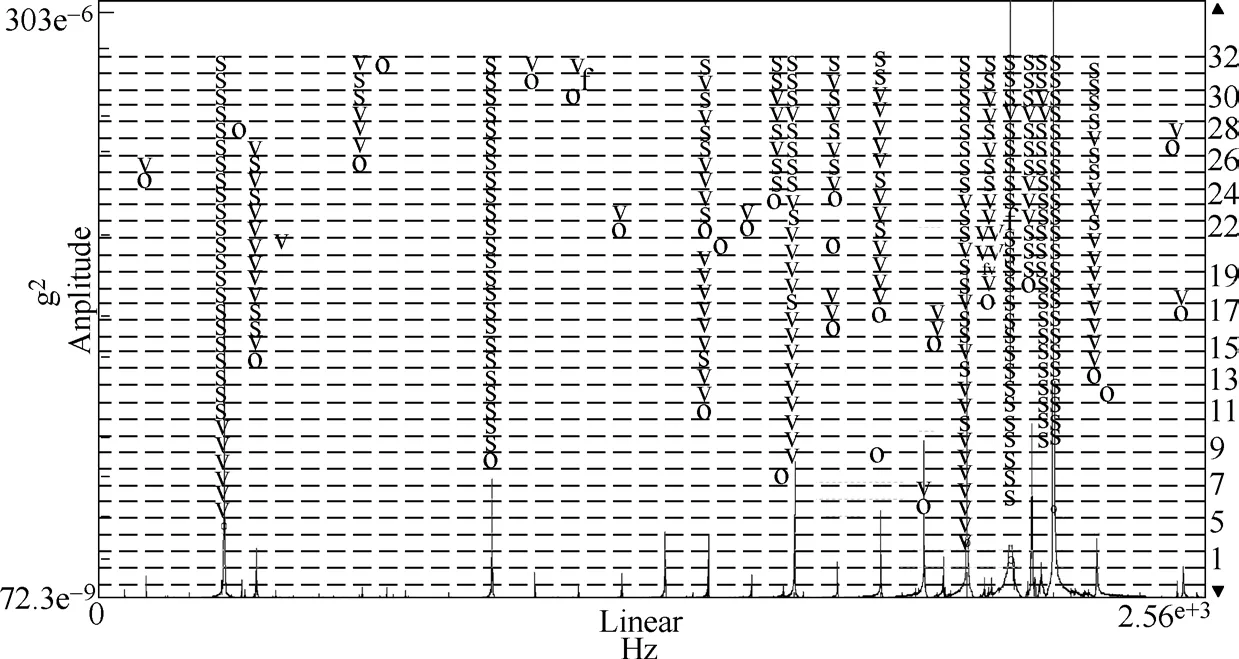
圖4 穩(wěn)定性圖譜
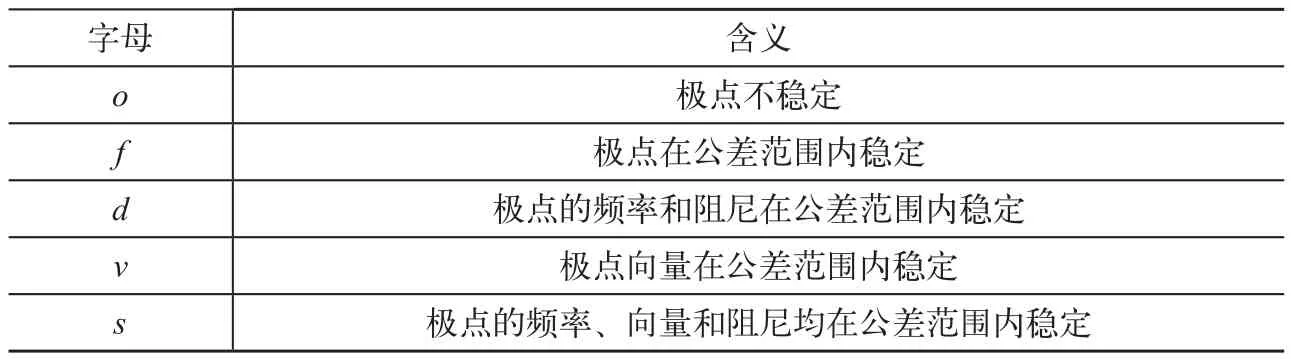
表1 穩(wěn)定性圖譜中各字母含義
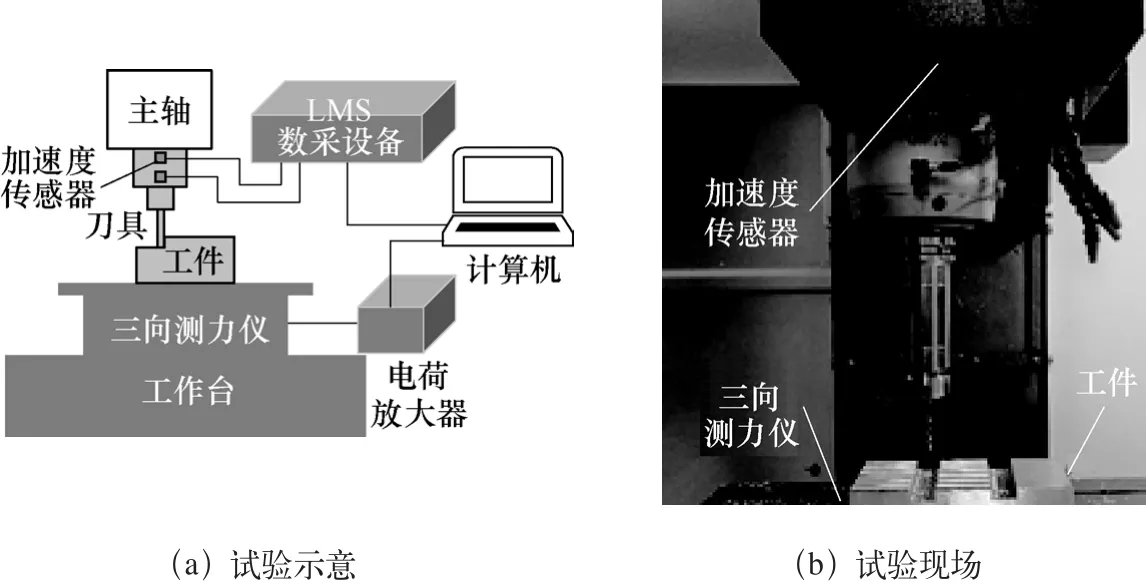
圖5 加工模態(tài)測(cè)量試驗(yàn)示意和現(xiàn)場
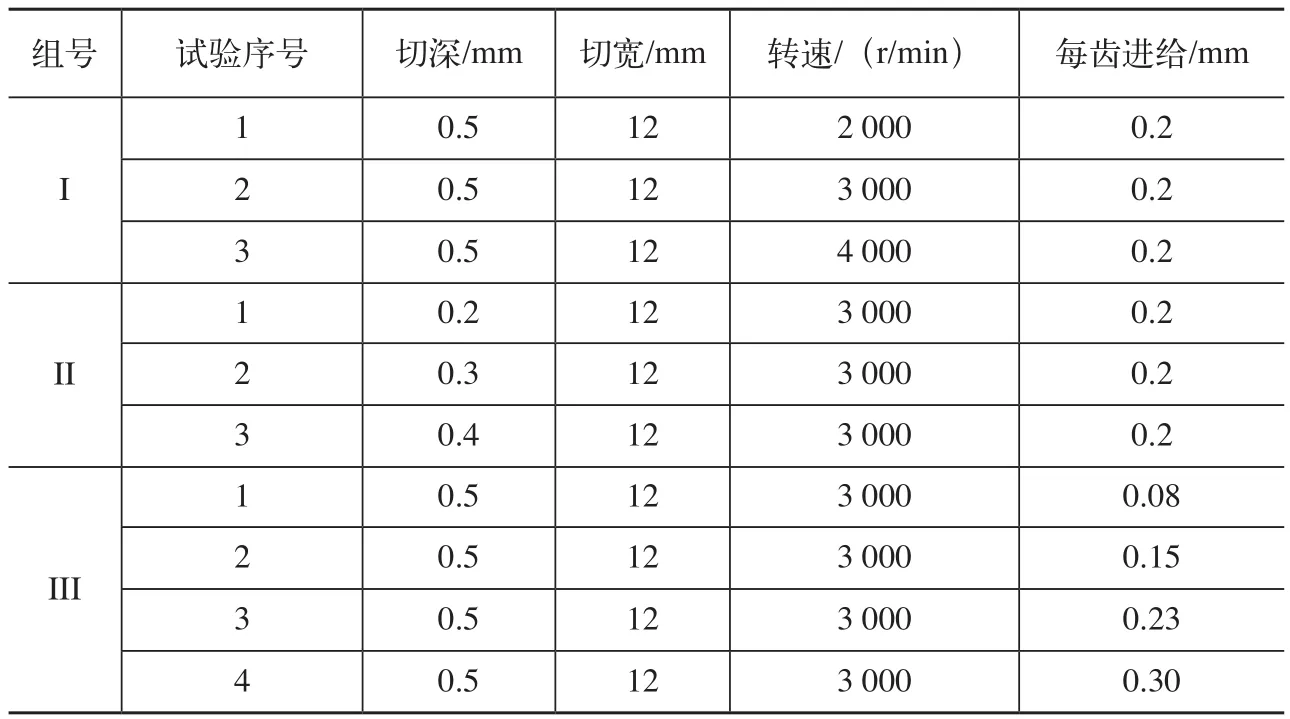
表2 試驗(yàn)切削參數(shù)表
(1)轉(zhuǎn)速的影響。如試驗(yàn)組I所示,保持切深0.5mm和每齒進(jìn)給0.2mm不變,改變切削加工時(shí)主軸的轉(zhuǎn)速,測(cè)量主軸振動(dòng)信號(hào)并提取主軸系統(tǒng)加工模態(tài)參數(shù),并與空閑條件下的模態(tài)參數(shù)進(jìn)行對(duì)比,如表3所示。
從表3可以看出,在加工條件下,由于邊界條件發(fā)生變化,系統(tǒng)模態(tài)和阻尼均發(fā)生突變,而后隨著主軸轉(zhuǎn)速的提升,系統(tǒng)的主模態(tài)頻率逐漸減小,但減小量不大,維持在5%以內(nèi)。系統(tǒng)的主模態(tài)阻尼在加工條件下驟減,而且隨著轉(zhuǎn)速增大開始逐漸增大。分析其原因:一方面由于轉(zhuǎn)速的提高,導(dǎo)致主軸軸承的“軟化”效應(yīng)加劇,從而導(dǎo)致模態(tài)頻率下降,另一方面在加工塑性材料時(shí),隨著切削速度增加,切削力減小,從而導(dǎo)致刀尖點(diǎn)的約束力減小,模態(tài)頻率隨之逐漸減小。
系統(tǒng)模態(tài)參數(shù)的變化會(huì)導(dǎo)致穩(wěn)定性葉瓣圖穩(wěn)定區(qū)域的變化,采用全離散法繪制不同轉(zhuǎn)速特性下切削系統(tǒng)的穩(wěn)定性葉瓣圖如圖6所示,由于模態(tài)頻率隨著轉(zhuǎn)速增大而減小,葉瓣整體隨著轉(zhuǎn)速增大而左移,因此在某一轉(zhuǎn)速下穩(wěn)定的切削參數(shù)在另一轉(zhuǎn)速下可能發(fā)生顫振。為盡量提高材料去除率,選擇較大的切削參數(shù),應(yīng)在不同轉(zhuǎn)速下分別繪制對(duì)應(yīng)的葉瓣圖進(jìn)行切削參數(shù)的優(yōu)化選擇。
(2)切深的影響。如試驗(yàn)組II所示,保持轉(zhuǎn)速3 000r/min和每齒進(jìn)給0.2mm不變,改變加工時(shí)的切深,提取系統(tǒng)模態(tài)參數(shù)并與空閑狀態(tài)下進(jìn)行對(duì)比,結(jié)果如表4所示。
在切削加工中主軸系統(tǒng)的模態(tài)頻率和阻尼均隨著切深的增大而逐漸增大時(shí),切深主要影響刀尖點(diǎn)受到的切削力,切削力的經(jīng)驗(yàn)公式為:

式中,F(xiàn)表示某一方向上的切削力,ap表示切深,f表示每齒進(jìn)給,CF為常系數(shù),xF和yF分別表示切深和每齒進(jìn)給的指數(shù)。
因此,切深的增大會(huì)增大刀尖點(diǎn)所受到的切削力,從而使得系統(tǒng)剛度提高,模態(tài)頻率也相應(yīng)提高,但切深對(duì)模態(tài)頻率的影響幅度明顯小于轉(zhuǎn)速的影響。
(3)進(jìn)給的影響。如試驗(yàn)組III所示,保持轉(zhuǎn)速3 000r/min和切深0.5mm不變,改變每齒進(jìn)給,提取系統(tǒng)模態(tài)參數(shù)并與空閑狀態(tài)下進(jìn)行對(duì)比,結(jié)果如表5所示。
從表5中可以看出,隨著每齒進(jìn)給的加大,主軸系統(tǒng)的模態(tài)頻率逐漸提高,模態(tài)阻尼也呈增大的趨勢(shì)。由式(1)可知,進(jìn)給的增大也會(huì)增大切削力,從而提高系統(tǒng)邊界約束力,使得模態(tài)頻率有所增大,但增大的幅度較小。
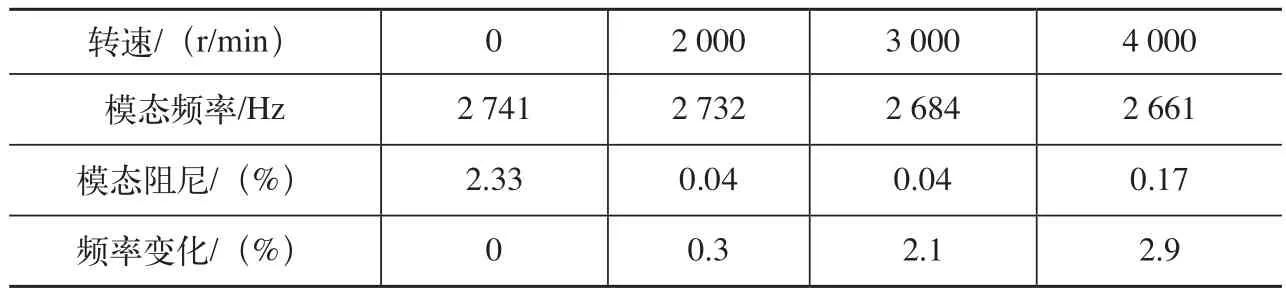
表3 不同轉(zhuǎn)速下系統(tǒng)的模態(tài)參數(shù)
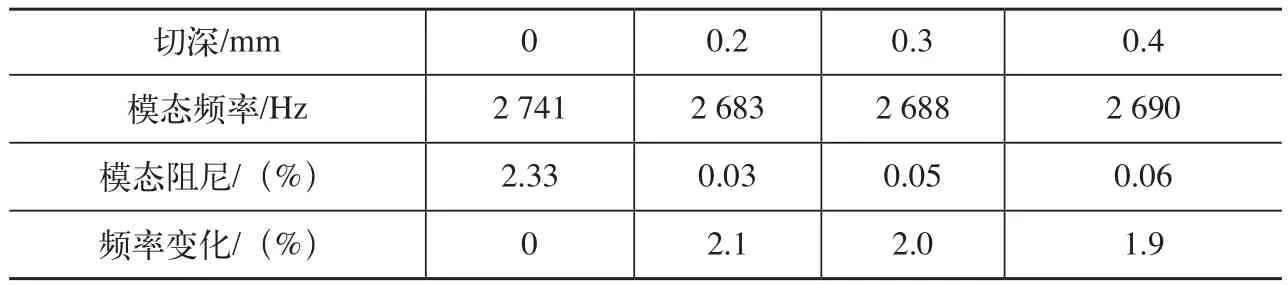
表4 不同切深下系統(tǒng)的模態(tài)參數(shù)
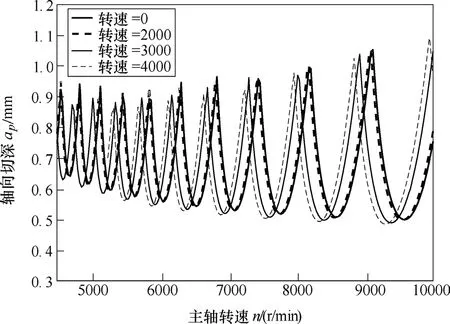
圖6 不同轉(zhuǎn)速特性下切削系統(tǒng)的穩(wěn)定性葉瓣圖
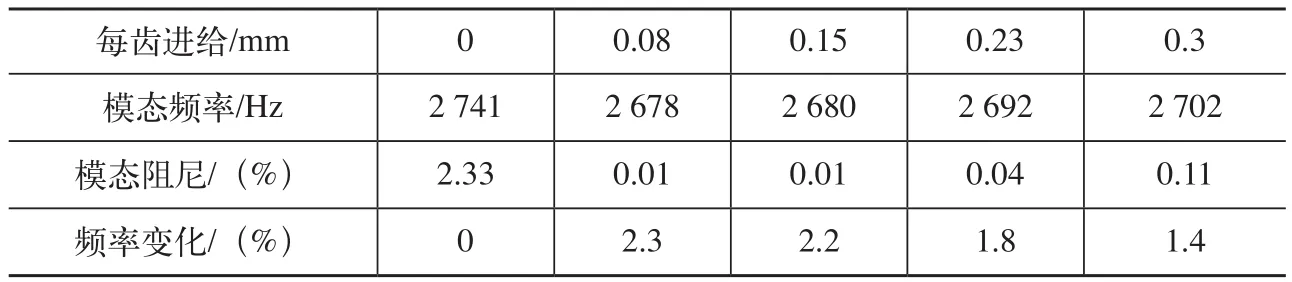
表5 不同每齒進(jìn)給下系統(tǒng)的模態(tài)參數(shù)
綜合比較切削三要素對(duì)主軸系統(tǒng)模態(tài)的影響,在常用范圍內(nèi)改變切削參數(shù)時(shí),轉(zhuǎn)速對(duì)系統(tǒng)模態(tài)的影響最大,因此,在切削加工中需要重點(diǎn)關(guān)注轉(zhuǎn)速的變化帶來的系統(tǒng)穩(wěn)定切削參數(shù)范圍的改變。
4.結(jié)語
介紹了加工模態(tài)分析(OMA)的理論和思想,給出了利用LMS Test.Lab軟件進(jìn)行加工模態(tài)識(shí)別的具體步驟和關(guān)鍵技術(shù),以及在存在周期性激勵(lì)條件下真實(shí)模態(tài)與虛假模態(tài)的判定準(zhǔn)則。
基于加工模態(tài)識(shí)別原理設(shè)計(jì)了切削加工試驗(yàn),分別從轉(zhuǎn)速、切深和每齒進(jìn)給量三個(gè)方面探究了加工條件對(duì)主軸系統(tǒng)加工模態(tài)的影響大小及規(guī)律,發(fā)現(xiàn)轉(zhuǎn)速對(duì)系統(tǒng)動(dòng)態(tài)特性影響最為顯著,因此,在切削參數(shù)中轉(zhuǎn)速發(fā)生變化時(shí),有必要重新判定系統(tǒng)是否會(huì)繼續(xù)穩(wěn)定。
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
鴨綠江(2021年35期)2021-04-19 12:24:18
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
考試與評(píng)價(jià)·高一版(2020年6期)2020-11-02 02:45:24
電子制作(2018年11期)2018-08-04 03:25:42
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
鑿巖機(jī)械氣動(dòng)工具(2016年3期)2016-03-01 04:00:25
湖北經(jīng)濟(jì)學(xué)院學(xué)報(bào)·人文社科版(2015年8期)2015-12-29 05:53:07
上海電機(jī)學(xué)院學(xué)報(bào)(2015年4期)2015-02-28 14:30:00
