型腔及薄壁類零件的高速銑削加工試驗
2018-10-10 09:27:12武漢華中數控股份有限公司湖北430223
金屬加工(冷加工) 2018年9期
關鍵詞:工藝
■ 武漢華中數控股份有限公司 (湖北 430223) 胡 濤 文 聞 熊 翔 孫 楠

掃碼了解更多
1.高速切削加工的特點
(1)高速切削的加工效率高。高速切削加工允許使用較大的進給率,比常規切削加工提高5~10倍,單位時間材料切除率可提高3~6倍,加工時間可大大減少。可用于加工需要大量切除金屬的零件,特別是對于航空工業具有十分重要的意義。
(2)高速切削的切削力小。和常規切削相比,高速切削加工時切削力至少可降低30%, 這對于加工剛性較差的零件來說,可減少加工變形,使一些薄壁類精細工件的切削加工成為可能。
(3)高速切削的切削熱對工件的影響小。高速切削加工過程極為迅速,95%以上的切削熱量極少,零件不會由于溫升導致翹曲或膨脹變形。高速切削特別適用于加工容易熱變形的零件。對于加工熔點較低、易氧化的金屬(如鎂),高速切削具有一定的意義。
(4)高速切削的加工精度高。因為高速旋轉時,刀具切削的激勵頻率遠離工藝系統的受迫振動,保證了較好的加工狀態。由于切削力太小,切削熱影響小,使得刀具、工件變形小,保持了尺寸的精確性,另外也使得刀具工件間的摩擦變小,切削破壞層變薄,殘余應力小,實現了高精度、低表面粗糙度值加工。
2.鋁合金高速銑削加工試驗目的
鋁合金高速切削加工是集高效、優質、低耗于一身的先進制造技術,在常規切削加工中備受困擾的零件易變形與表面質量不好的問題,通過高速切削加工可得到解決。針對鋁合金高速加工“小切削、快進給”的特點,通過型腔及薄壁類零件的高速銑削加工試驗,來論述高速加工工藝和操作方法,展現如何選擇高速切削刀路的優化技巧,以及切削參數的選擇,從而提高加工效率及保證加工質量。
3.試驗準備
國際標準定義金屬材料壁厚在1mm以下為薄壁件,本次高速銑削加工試驗采用圖1所示樣件,該樣件符合“型腔、薄壁”兩個標準特點,因樣件尺寸的特殊性,如:壁厚0.8mm、圓柱直徑1.5mm、多處圓弧相接,零件型腔內結構復雜。零件品質在加工過程中難以保證,常規的加工方法既無法保證零件不變形,也難提高加工效率,故將圖1樣件作為高速加工試驗模型。同時該樣件被多家數控企業作為高速加工試驗標準件。
本次高速銑削加工試驗選取一個樣件,樣件需符合兩個標準“型腔、薄壁”。因這類零件品質難以保證,所以選用的機床為T-500高速鉆攻加工中心,該機床主軸最高轉速可達40 000r/min,進給速度30 000mm/min。刀柄結構:HSK高速刀柄或BT30刀柄(刀柄形式根據機床確定,BT30刀柄需動平衡處理);刀具:整體硬質合金三刃立銑刀D8;檢測儀器包括手持紅外測溫儀:測量工件表面溫度(如AR300)和粗糙度儀:檢測工件表面粗糙度(如TR200)。并應用手機上的噪聲測量APP。機床負載顯示:監控主軸及運行軸的負載狀況(一般機床自帶該功能)。測量采用0~125mm游標卡尺及三坐標測量儀。
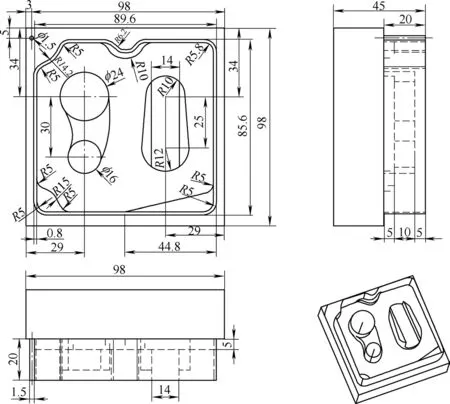
圖1 型腔及薄壁類零件尺寸
4.試驗過程
薄壁類零件在加工中經常會遇到變形問題,常規加工方法的“大切削量、慢走刀”切削方式造成零件表面大量的切削熱無法被及時帶走,殘留在零件表面,使得零件易變形。而型腔類零件在加工時受刀具、零件尺寸的影響,每次下刀的層切深度不宜太深,故常規加工工藝不適合型腔及薄壁類零件加工。如圖1所示的型腔及薄壁類零件由型腔、島嶼和小圓柱構成,其中型腔壁厚0.8mm、高20mm,小圓柱直徑1.5mm、高20mm,兩處側向剛性很差,極易產生振顫,導致側壁破損或圓柱折斷,故常規加工工藝不適合該零件加工。由于該類型零件的加工工藝限制了層切深度,為了提高加工效率并保證零件質量,采用高速加工是非常適合的選擇。
此外,薄殼類零件的整體剛性也較差,也很適合選擇偏小直徑刀具(刀具直徑小于零件拐角圓角尺寸,且小直徑刀具可減小工件底面的振顫),高轉速、小吃刀量、大進給量的高速加工工藝。高速加工工藝切削時產生的熱量95%會由切屑和切削液帶走,這樣零件表面處于室溫。而且高速加工產生的切削力及切削功率都很小,這樣刀具對零件表面不會造成擠壓,從而減小了零件變形,故選擇高速加工工藝對該零件進行加工。
對于圖1所示型腔及薄壁類零件的加工,應盡量減少最后精加工時零件的側面受力。故采取側壁兩側同時層切加工(層優先原則)工藝,在各層完成粗、精加工,并達到壁厚尺寸要求。為了減小最后精加工一側的側面受力,每層深度不宜過大。同時采用擺線銑削刀路進行高速加工,還可減小第一刀加工和中間加工時的刀具受力差別。
5.刀具及刀具軌跡分析
圖1所示零件型腔中的拐角圓弧最小為R5mm,為了減小刀具在拐角處的振動,應回避φ10mm刀具,而采用φ8mm立銑刀。模型加工時,總體工序如表1所示。
(1)整體粗加工工藝分析:整體粗加工時,采用1.5mm的層切深度,并保證零件底部加工至尺寸要求,各島嶼徑向保留0.1mm精加工余量,型腔薄壁內外均保留1mm單邊徑向余量(以保證薄壁精加工時的工件剛性),小圓柱保留1mm單邊徑向余量(以保證小圓柱精加工時的工件剛性)。刀具路徑如圖2所示。
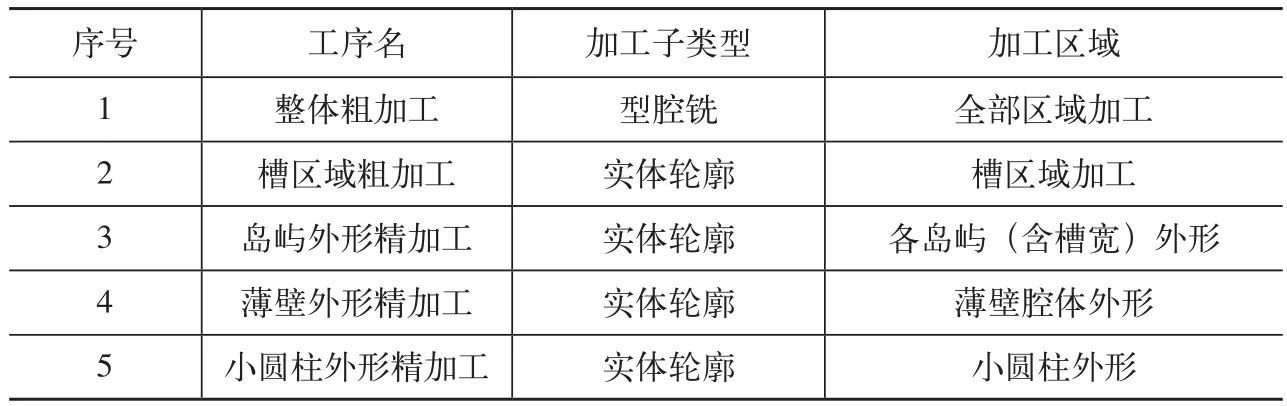
表1 工序清單
(2)槽區域粗加工工藝分析:槽區域粗加工采用擺線銑削,層切加工,每層深度1.5mm,槽底部加工至尺寸要求,槽寬保留0.1mm精加工余量。刀具路徑如圖3所示。
(3)島嶼外形精加工工藝分析:島嶼外形精加工采用輪廓銑削,一次將島嶼周邊(含槽寬)余量加工至尺寸要求。刀具路徑如圖4所示。
(4)薄壁外形精加工工藝分析:0.8mm薄壁外形采用層切銑削,每層包含內、外兩側加工,每層切深0.3mm。薄壁內側或外側加工均分粗、精兩刀加工(層優先),第一刀粗加工后保留0.1mm精加工余量,第二刀精加工達到尺寸要求。刀具路徑如圖5所示。
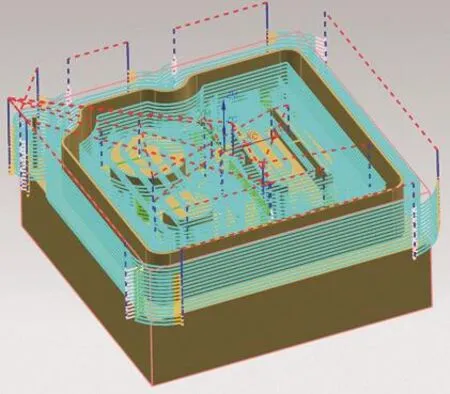
圖2 整體粗加工刀路
圖3 槽區域粗加工刀路
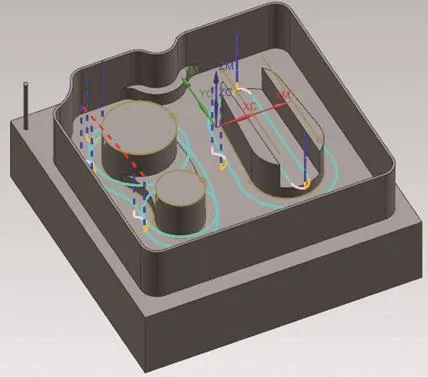
圖4 島嶼外形精加工刀具路徑
(5)小圓柱外形加工工藝分析:采用“層切加工”,每層切深0.2mm,每層分粗、精兩刀加工(層優先),第一刀粗加工后保留0.1mm精加工余量,第二刀精加工達到尺寸要求。刀具路徑如圖6所示。
6.切削參數選擇
整體硬質合金立銑刀加工有色金屬的切削速度一般可達1 000m/min,因此當前使用的D8立銑刀,其切削參數的選擇主要受限于機床主軸轉速及進給速度,為擴大實訓的適用度,參照一般較低水平的高速加工機床,本試驗確定主軸轉速18 000r/min(該速度下一般鋒鋼刀具也適用),粗加工進給速度設定為6 000mm/min,精加工進給速度考慮薄壁工件的剛性及零件表面質量的要求,可選為2 000~3 000mm/min。若機床性能高,可適當提高切削速度和進給速度。該零件加工時,切削參數主要體現在程序中,表2所示為該零件加工時的切削參數和程序名稱。
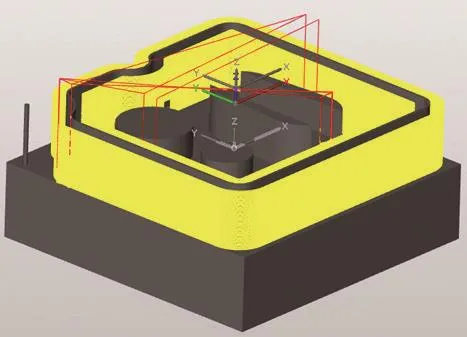
圖5 薄壁外形精加工刀具路徑
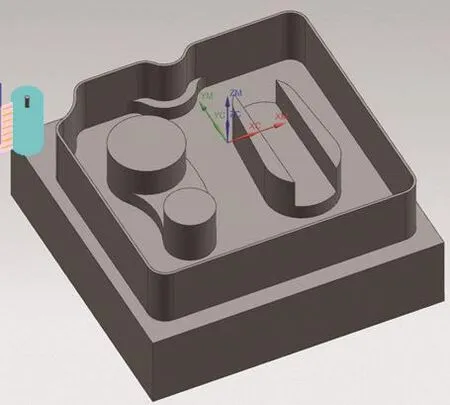
圖6 圓柱外形精加工刀具路徑
7.試驗報告
薄壁零件加工完成后,可參照表3,檢測表中各項內容。
檢測完成后,將檢測數據填入檢測記錄表4。
8.結語
本項目內容為“2016年智能制造新模式應用項目:便攜式電子產品結構模組精密加工智能制造新模式”的一部分。通過對上述零件的加工試驗摸索,在高速加工方面積累了一些經驗。隨著機械工業的發展,結構復雜類零件越來越多,對零件的加工要求逐漸提高。為了適應市場的需求,生產周期也逐漸縮短,特別對于一些結構復雜的零件,常規加工已無法滿足要求,采用高速加工是一條有效途徑,不僅在很大程度上提高了加工效率,而且能夠有效減小零件的變形,提高零件品質。
高速加工是相對常規加工而言的,常規加工中,有很多行之有效的經驗,如“粗加工時選擇切削用量的順序是:首選切削深度,其次是進給速度,最后是切削速度”、“切削深度每增加50%,刀片磨損增加20%;走刀量每增加20%,刀片磨損增加20%;切削速度每增加20%,刀片磨損增加50%”等。這些經驗是廣大從業者常年智慧的結晶,為機加工行業的發展做出了巨大貢獻,而且還會繼續發揮作用,這些經驗總結了過去常態下加工效率、刀具壽命和成本的相互關系。
隨著機床及刀具等行業的發展,刀具更耐熱、壽命更長、更耐沖擊,機床精度更高,刀具軌跡可以更復雜等因素,使大家對效率、成本的關系有了新的認識。推廣使用高速加工工藝,有利于效率提升、成本下降和工件質量提高。與此同時,高速加工技術正越來越多地被應用于模具制造業、航空制造業、汽車制造業、難加工材料及超精密微細切削加工等領域。
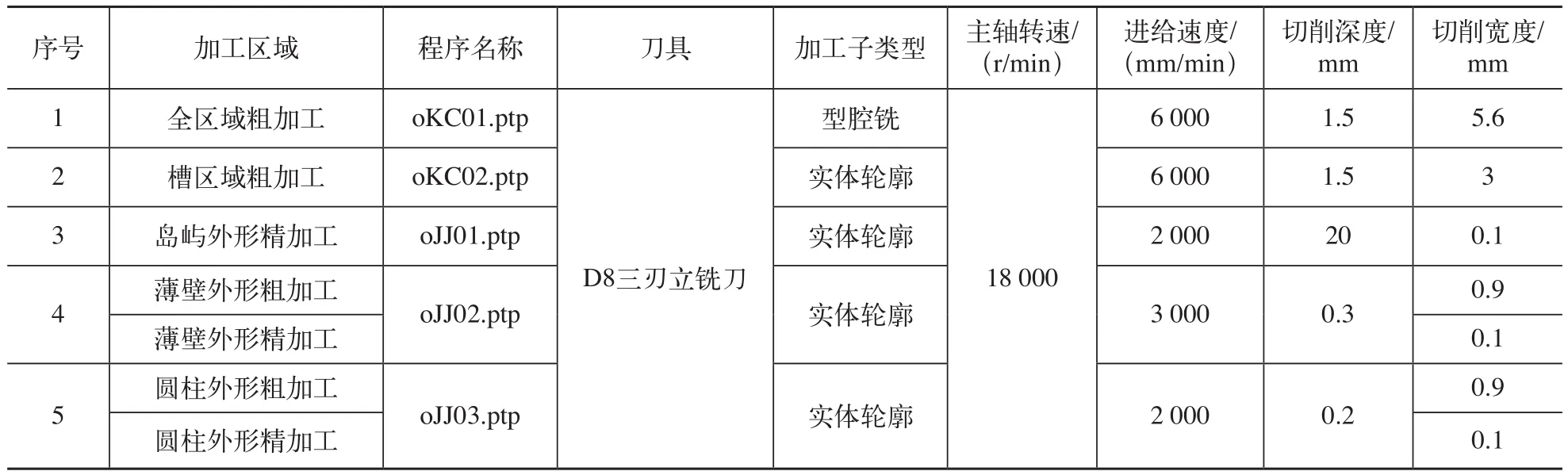
表2 薄壁型腔零件切削參數
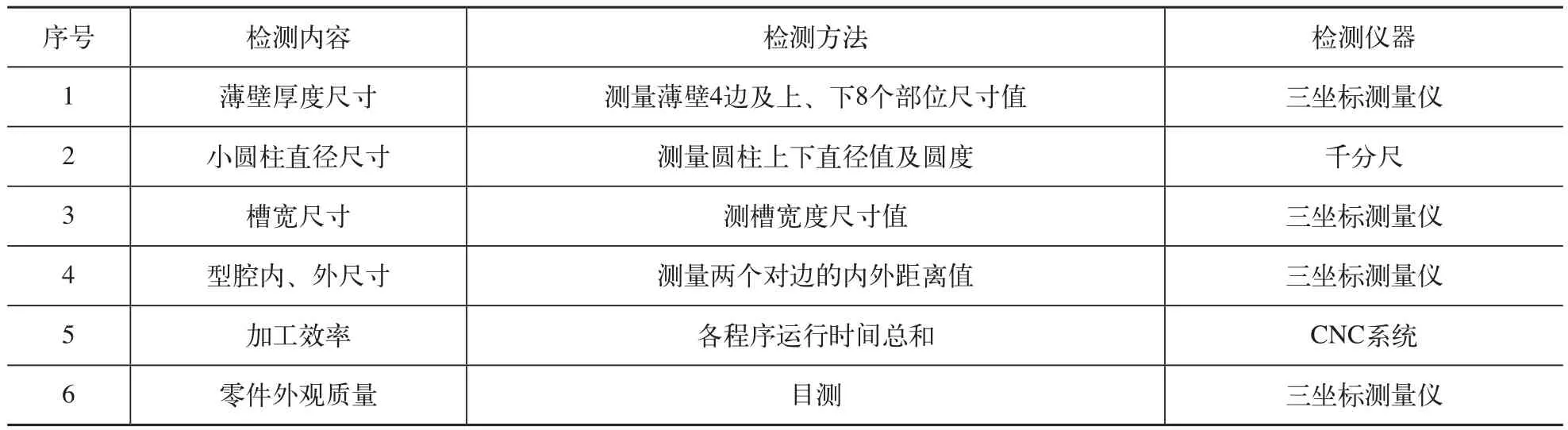
表3 薄壁零件試驗檢測項目
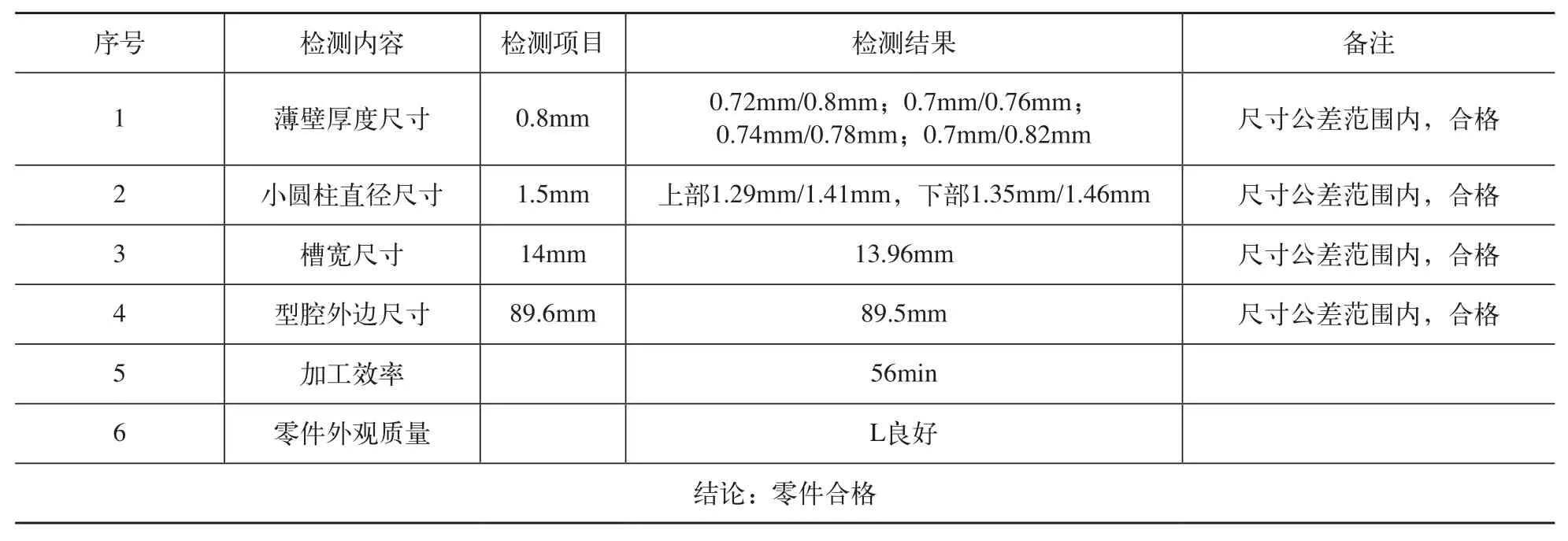
表4 薄壁零件加工檢測結果
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
