基于Trio運動控制器的擠壓絲錐控制軟件
2018-08-25 17:21:18蒙海軍
西部論叢 2018年5期
蒙海軍
【摘 要】 主要介紹了所設計的數控絲錐磨床擠壓絲錐控制軟件。研究了擠壓絲錐的多邊形截面鏟磨工藝特點。采用TRIO運動控制器的電子凸輪功能及虛擬軸技術著重解決了擠壓絲錐前錐螺紋與多邊形截面鏟磨運動軌跡疊加、解決了前錐螺紋與校直螺紋過渡區齒頂螺距誤差問題。采用觸摸屏人機對話實現了擠壓絲錐加工的顯示、控制和管理的數控化。
【關鍵詞】 擠壓絲錐 過渡區 Trio運動控制器 電子凸輪 虛擬軸 鏟磨
引言
隨著有色金屬、合金等具有良好塑性材料的廣泛應用,尤其是IT產業加工內螺紋,如使用切削絲錐則有切屑排出。冷擠壓無屑加工是一種新的內螺紋加工方法,即采用冷擠壓的方法使工件底孔產生塑性變形而形成內螺紋,且螺紋表面光潔度、強度和耐磨性較高。該工藝的應用日益廣泛而擠壓絲錐的磨削加工也越來越受到人們的重視。國內工具行業加工擠壓絲錐的設備大多都是傳統機械傳動的螺紋磨床。其多邊形截面鏟磨調整麻煩,且存在過渡區齒頂螺距誤差問題。部分企業選用國外進口全自動數控擠壓絲錐磨床,但價格昂貴維護不便。根據市場需求在原數控絲錐磨床加工切削絲錐的基礎上開發了擠壓絲錐控制軟件。
一、 主要數控軸介紹
(1)Z軸(軸4):工作臺縱向移動 (2)X軸(軸2):砂輪座橫向進給 (3)C軸(軸3):工件主軸(裝Z軸上)。
二、擠壓絲錐的工藝性研究
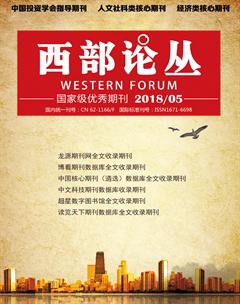
(1)截面形狀設計(有2 ~8棱型以三棱型截面為例說明如圖1)。截形人機設置參數有:棱頂圓角θ、落一弧角β1、內一圓角γ1、升一弧角β2;鏟磨量K。
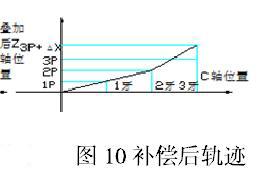
(2)擠壓絲錐外形(如圖2,M3×0.5絲錐)
a.前錐區牙:前錐角α(以15度為例)、前錐牙數L5(以3牙為例);
b .校直區牙:螺紋齒頂高低一致。c.過渡區牙:如圖4齒底從A點到B點工件轉1圈的區域為前錐區到校直區螺紋的過渡區。d、螺紋全長(L)有倒錐、螺紋尾端有尾錐。
(3)加工工藝:如圖2工序分:外圓和螺紋加工。外圓加工前錐三個牙山為梯階形,梯階寬度為P,單梯階高H=p*Tanα(前錐高3H)。螺紋加工時需要將工件右移P/2,保證梯階折點被齒底吃掉。且為保證前錐與校直齒頂寬度一致,螺紋加工時前錐高2.5*H。
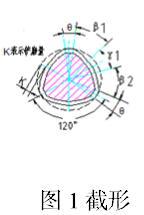
(4)過渡區齒頂螺距誤差分析:傳統螺紋磨床螺距為機械掛輪結構,齒底螺距恒定。但過渡區存在齒頂螺距誤差問題。在實際攻絲過程中過渡區齒頂受力大,易崩裂。如圖3過渡區棱脊齒頂寬0.06mm,過渡區棱脊處相鄰齒頂螺距0.48 mm。前錐和校直區齒頂寬0.1mm,齒頂螺距0.5mm。為保證過渡區齒頂螺距正確。如圖4采用逆向推導法,將前錐及校直螺紋齒頂螺距按照P值排列。將所有螺紋齒底用描點法連接。結果螺紋齒底過渡區軌跡為AB斜線段,且AB間距離為P+ΔX.補償值:ΔX= P/2*Tan30*Tanα,α表示前錐角度,P表示螺距。
三、 數控化數學建模
采用軌跡分解法:將軌跡分解為兩種較簡單的數學模型,再進行兩種數學模型的疊加,形成一種復雜的運動軌跡。
(一)前錐與多邊形截面鏟磨--X軸數學建模
(1)虛擬軸軸6數學模型:軸6的運動軌跡為擠壓絲錐前錐。工件360度取100個點。控制如下圖5、圖6。Table列表軌跡程序如下:
FORi=18001 TO(18001+(L5-1)*100)1至2牙前錐區
TABLE(i,-P*tanα*(i-18001/100)) NEXTi
FORi=(18001+(L5-1)*100)TO(18001+ L5*100)外圓過渡區
TABLE(i,-P*tanα*(L5-1)-P*tanα*((i-(18001+ (L5-1)*100))/100)) NEXTi
FORi=(18001+(L5-1)*100)TO(18001+ L5*100)螺紋過渡區
TABLE(i,-P*tanα*(L5-1)-tanα*P/2*((i-(18001+(L5-1)*100))/100)) NEXTi
運動程序為:CAMBOX(18001,18001+ L5*100,16,L5*100*360,3)AXIS(6)
(2)軸2數學模型:軸2的鏟磨運動軌跡為多邊形截面。電子凸輪定義為1度100個點三棱型120度12000個點。螺紋全長循環控制如下圖7。其電子凸輪Table列表軌跡程序如下:
FORi=0 TO(θ*50)棱頂圓角 FOR i=(θ*50)TO(θ*50+β1*100)落1弧角
TABLE(i,0) NEXTi TABLE(i,K*(i-θ*50)/β1*100) NEXTi
FORi=(θ*50+β1*100)TO(θ*50+(β1+γ1)*100)內1圓角
TABLE(i,K) NEXTi
FORi=(θ*50+(β1+γ1)*100)TO(θ*50+(β1+β2 +γ1)*100)升1弧角
TABLE(i,K-K*(i-(θ*50+(β1+γ1)*100))/β2*100) NEXTi
FORi=(θ*50+(β1+β2+γ1)*100)TO 12000棱頂圓角
TABLE(i,0) NEXTi
運動程序為:CAMBOX(0,12000,16,12000,3)AXIS(2)將軸6運動軌跡疊加到軸2中指令為ADDAX(6)AXIS(2)實現了前錐及多邊形截面鏟磨運動。
(二)過渡區齒頂螺距誤差補償——Z軸數學建模:
(1)虛擬軸軸7數學模型:軸7的運動軌跡見圖9為過渡區齒頂螺距補償ΔX。工件1圈取100個點。其Table列表如下:
前錐區不補償 過渡區補償
FORi=19702 TO 19702+(L5-1)*100 FORi=19702+(L5-1)*100 TO 19702+L5*100
TABLE(i,0) NEXTi TABLE(i,ΔX*((i-19702+ (L5-1)*100))/100)) NEXTi
運動程序為:CAMBOX(19702,19702+ L5*100,16, L5*100*360,3)AXIS(7)
(2)軸4數學模型:軸4與軸3同步控制實現螺距加工。見圖8運動程序為:MOVELINK(L,36000*L/P,0,0,3,4)AXIS(4)將軸7的運動軌跡疊加到軸4中指令為:ADDAX(7)AXIS(4)實現了過渡區齒頂螺距誤差的補償及螺紋全長螺距加工。
結論:擠壓絲錐前錐螺紋及多邊形截面鏟磨運動實現了數控化。截形只需根據工藝設置參數,操作方便。擠壓絲錐控制軟件設計合理,提高了擠壓絲錐的品質和加工效率。但是設備人工裝卸料,而美國全自動數控擠壓絲錐磨床為全自動控制,生產效率高,勞動力低。所以該設備的智能化控制還有很大發展空間。
【參考文獻】
[1] Trio技術資料手冊[Z]北京和利時自動化技術有限公司
[2] 鮮光遠,崔慧濱.擠壓絲錐的改進及選用[J].機械工人.冷加工,2006,(8):46-47.