M1380A頭架結(jié)構(gòu)改造
2018-05-31 02:56:26四川中車玉柴發(fā)動機(jī)股份有限公司資陽641300羅麗梅
金屬加工(冷加工) 2018年5期
■ 四川中車玉柴發(fā)動機(jī)股份有限公司 (資陽 641300) 羅麗梅
1. M1380A曲軸外圓磨床特點(diǎn)及本次改造的主要任務(wù)
M1380A曲軸外圓磨床出廠于20世紀(jì)70年代初,是曲軸的主要加工機(jī)床之一,主要承擔(dān)著曲軸外圓精磨的加工任務(wù)。但是由于使用年限較久,磨床頭架結(jié)構(gòu)設(shè)計相對落后,因而導(dǎo)致磨床運(yùn)行不平穩(wěn),精度問題比較明顯。在實(shí)際生產(chǎn)過程中,發(fā)現(xiàn)M1380A磨床加工出來的曲軸外圓出現(xiàn)直波紋的現(xiàn)象。影響曲軸出現(xiàn)直波紋的因素有很多,比如砂輪的選擇不合理、砂輪主軸軸承間隙不當(dāng)?shù)龋诰S修過程中逐步排除其他可能之后,分析故障產(chǎn)生的原因發(fā)現(xiàn),這不是單純的因?yàn)榱慵Фa(chǎn)生的故障,而是由于磨床精度失準(zhǔn)和結(jié)構(gòu)設(shè)計不合理造成的,因此,這次的主要任務(wù)就是針對M1380A曲軸外圓磨床頭架不合理的地方進(jìn)行相關(guān)改進(jìn),希望能消除加工出來的曲軸出現(xiàn)直波紋的現(xiàn)象。
對于磨床來說一般出現(xiàn)的是精度問題,精度問題是設(shè)備維修上最難找到故障根源和最難排除的問題,因?yàn)閷?dǎo)致精度問題的因素有很多而且很難斷定產(chǎn)生地,故唯一的辦法就是從動力輸入端出發(fā)到動力輸出端,對整個結(jié)構(gòu)進(jìn)行分析、排除,通過反復(fù)不斷的分析、試驗(yàn)和排除來解決精度問題。
2. M1380A床頭箱傳動結(jié)構(gòu)分析
M1380A磨床改進(jìn)前的頭架結(jié)構(gòu)如圖1所示。
由圖1可以看出,M1380A磨床的傳動原理:由電動機(jī)提供動力,經(jīng)皮帶輪8傳至皮帶輪5,皮帶輪采用的是普通V帶傳動,此傳動特點(diǎn)是當(dāng)量摩擦系數(shù)大,工作面與輪槽粘附好,允許包角小、傳動比大和預(yù)緊力小。從這臺磨床性能和使用要求分析,普通V帶傳動是比較合理的。皮帶輪5帶動軸4轉(zhuǎn)動,軸4是由兩套單列圓錐滾子軸承支撐的,圓錐滾子軸承的特點(diǎn)是可以同時承受徑向載荷及軸向載荷,其內(nèi)外輪可以分離,組裝容易,間隙容易調(diào)整,亦可施加預(yù)壓,在這臺磨床中,由于各齒輪都是斜齒輪,斜齒輪在傳動過程中要受軸向力的作用,故整個傳動結(jié)構(gòu)都使用圓錐滾子軸承,這樣就能保證各齒輪同時承受徑向和軸向載荷。然后,動力經(jīng)由齒輪2傳至齒輪7,再經(jīng)由軸13和齒輪14傳至齒輪10,最后齒輪10再帶動轉(zhuǎn)盤轉(zhuǎn)動,轉(zhuǎn)盤帶動工件轉(zhuǎn)動,在這一個過程中軸9是不產(chǎn)生任何動作的。
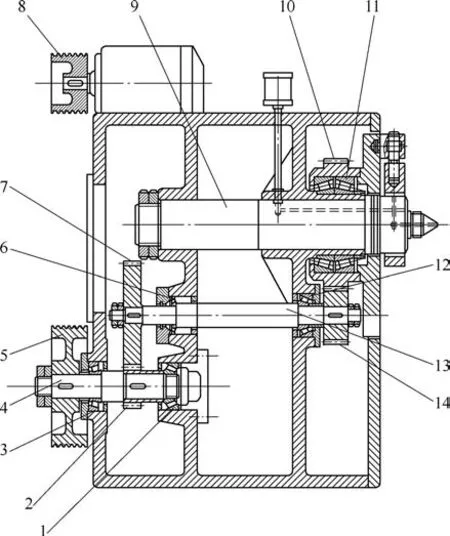
圖1 頭架改造前1、3、6、11、12.圓錐滾子軸承 2、7、10、14.齒輪 4、9、13.軸 5、8.皮帶輪
3. M1380A磨床問題分析過程及改進(jìn)措施
頭架結(jié)構(gòu)設(shè)計可能引起出現(xiàn)直波紋現(xiàn)象的原因無非就是傳動過程中傳動不平穩(wěn)和精度問題。因?yàn)橛绊憴C(jī)床精度的因素有很多,比如軸承精度、間隙問題、齒輪嚙合不完全、軸的精度或軸承發(fā)生點(diǎn)蝕,使軸承與軸之間接觸為點(diǎn)接觸,使運(yùn)動不平穩(wěn)等等,很多小小的細(xì)節(jié)都能導(dǎo)致傳動不平穩(wěn),因此需要耐心分析、查找和排除。
首先,從動力輸入端來分析。動力輸入端是電動機(jī)輸出的動力通過兩個皮帶輪將動力輸入到軸4,這里采用的是普通V帶傳動。首先全部重新更換V帶來檢查傳動平穩(wěn)性,發(fā)現(xiàn)直波紋現(xiàn)象無明顯改觀,因此排除V帶本身問題。再來分析帶輪與軸之間的配合性,主要包括孔與軸之間的配合以及鍵與鍵槽之間的配合,從裝配圖中可以看出,頭架結(jié)構(gòu)中的齒輪和軸聯(lián)接、帶輪與軸聯(lián)接都是采用普通平鍵聯(lián)接,這種聯(lián)接方式的特點(diǎn)是鍵在鍵槽中固定良好,適用于高精度、高速或承受變載、沖擊的場合,所以這種聯(lián)接比較穩(wěn)固。對于軸與孔的配合,需要測量實(shí)際配合的公差是否在允許的范圍之內(nèi),檢查軸與孔是否有磨損,經(jīng)檢查軸與孔的配合都還良好,也在公差范圍之內(nèi),所以排除此因素。其次,檢查皮帶輪的徑向跳動、振擺以及兩皮帶輪之間的直線度等問題,經(jīng)檢查發(fā)現(xiàn)無明顯徑向跳動現(xiàn)象、無振擺以及兩皮帶輪直線度符合要求,故排除以上影響因素。最后,檢查皮帶的松緊程度是否符合要求,經(jīng)檢查和調(diào)整,將皮帶調(diào)整到了合適的程度。經(jīng)過以上所有檢查步驟后,再來試磨,發(fā)現(xiàn)直波紋現(xiàn)象無明顯改善,因此排除皮帶傳動影響因素。
然后,考慮軸4自身的精度、齒輪2與軸4之間配合情況。經(jīng)檢查得知軸4精度達(dá)到了使用要求,沒有被磨損,軸表面粗糙度基本和原來一致,而且檢測其跳動也沒發(fā)生彎曲和扭曲,故排除。軸4與齒輪2之間同樣采用的是普通平鍵聯(lián)接,檢查其配合性也符合要求,試車檢測排除此因素。
用同樣的方法可以檢測軸13的精度,齒輪7、14、10與軸13、軸9之間配合情況,同樣發(fā)現(xiàn)都符合要求,故也排除這些可能。
接下來,需要檢查各軸承的精度、軸承之間的間隙以及潤滑情況。軸承自身精度是制造商的問題,我們只需要根據(jù)要求選擇合適的精度即可,這里的軸承一般都是經(jīng)過合理的選擇才使用的,故不需再作選擇,只需在合適的地方選用軸承精度等級高一級的軸承即可。對于軸承間隙檢查,從結(jié)構(gòu)圖中可以看出,整個傳動結(jié)構(gòu)中選用的都是圓錐滾子軸承,因?yàn)閭鲃育X輪采用的都是斜齒輪,斜齒輪要承受軸向載荷的作用,因此選用圓錐滾子軸承可以同時承受徑向載荷和軸向載荷,選用合理。對于圓錐滾子軸承間隙的調(diào)整,從其特點(diǎn)可以知道:圓錐滾子軸承的外圈可以分離,安裝時可以通過調(diào)節(jié)外圈來調(diào)整軸向間隙和徑向間隙,根據(jù)結(jié)構(gòu)圖分析可知:圓錐滾子軸承1、3、6和12的間隙調(diào)整都是通過調(diào)整軸承外的端蓋來調(diào)整軸承外圈,從而來調(diào)整軸承間隙的,但是兩套圓錐滾子軸承11無法進(jìn)行間隙調(diào)整,在檢查過程中就發(fā)現(xiàn)由于這兩套軸承發(fā)生了磨損,導(dǎo)致齒輪產(chǎn)生軸向竄動,所以需要更換兩套圓錐滾子軸承,但是這樣并不能從根本上解決軸承間隙問題,為了更好地調(diào)整軸向間隙,考慮在兩套軸承11之間添加墊圈1來調(diào)整軸承間隙(見圖2),這樣就要求兩套軸承變換為背對背裝配,以便很好地調(diào)整兩套軸承之間的間隙,墊圈1的厚度是通過實(shí)際測量來確定的。
此外,從原結(jié)構(gòu)圖中可以看出,齒輪10是單靠轉(zhuǎn)盤上的螺釘來固定的,在受軸向力的作用下,齒輪10會產(chǎn)生軸向的竄動,因此我們需要改進(jìn)此結(jié)構(gòu)。從圖2中可以看出,在這里加了一個帶有外螺紋的端蓋4來固定軸9的軸向移動和帶有內(nèi)螺紋的端蓋3來固定軸承2的內(nèi)圈,然后用銷子5將端蓋4與箱體聯(lián)接起來,這樣既能方便齒輪的拆裝,又能保證齒輪不會軸向竄動。
對于軸承的潤滑,機(jī)床廠家都有規(guī)定使用的潤滑產(chǎn)品,我們需要保證潤滑良好和潤滑的清潔度。
最后,著重考慮齒輪傳動本身的問題,即各齒輪之間的嚙合情況。
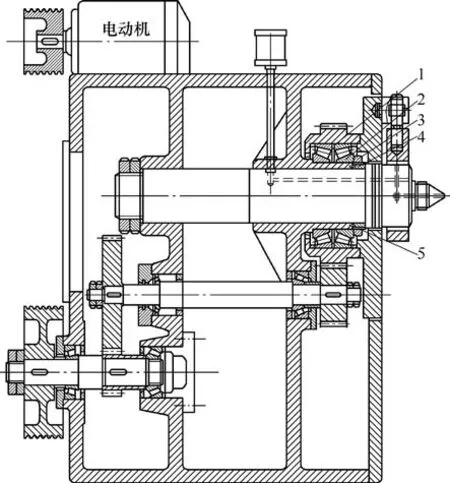
圖2 頭架改造后1.墊圈 2.圓錐滾子軸承 3.帶內(nèi)螺紋的端蓋 4.帶外螺紋的端蓋 5.銷子
檢測齒側(cè)間隙。齒側(cè)間隙如果不當(dāng)?shù)脑挘瑫?yán)重影響接觸精度,很容易造成輪齒斷裂,因此,對齒側(cè)間隙的檢測是相當(dāng)必要的。檢測齒側(cè)間隙的方法有很多,比如:通過理論公式計算出公法線長度和跨齒數(shù),再來跟實(shí)際測量出的公法線長度進(jìn)行比較,或者用壓鉛的方法等。這里采用的是最基本最簡單的方法:固定一個齒輪然后轉(zhuǎn)動另一個齒輪,用百分表測出轉(zhuǎn)動齒輪的擺動量,即為兩齒輪的嚙合側(cè)隙。經(jīng)檢測,測量出圖1中的齒輪10、14的側(cè)隙超過了使用極限,磨損較嚴(yán)重,所以應(yīng)考慮更換措施,但是由于齒輪10制造成本較高而且制造困難,同時,因?yàn)樽兾积X輪能修復(fù)已磨損的舊齒輪,改善小齒輪的強(qiáng)度和傳動嚙合特性,能提高齒輪機(jī)構(gòu)的承載能力,同時還可以避免根切現(xiàn)象,所以這里我們考慮將齒輪10、14成套修改為變位齒輪。
變位齒輪的設(shè)計計算過程如下所述。
由機(jī)床說明書中齒輪10和齒輪14的零件圖得知,齒輪10的參數(shù)為:z1=22、mn=6、αn=20°、han*=1、cn*=0.25、β=18°26′;齒輪14的參數(shù)為:z2=66、mn=6、αn=20°、han*=1、cn*=0.25、β=18°26′。
選擇傳動類型:由避免根切的最少齒數(shù)計算公式zmin=17(1-x),得zmin=17,所以z1+z2>2zmin,故可供選用的變位類型有兩種,即高度變位傳動和角度變位傳動中的負(fù)傳動。又因?yàn)辇X輪5、6的中心距是不變的,所以考慮采用高度變位傳動類型。由高度變位傳動的優(yōu)點(diǎn)可知:小齒輪取正變位,提高了小齒輪齒根強(qiáng)度,減小了小齒輪齒面磨損,所以在這種傳動中,小齒輪采用的是正變位,大齒輪采用的是負(fù)變位,所以可知xn1>0,xn2<0。
接下來選擇兩個齒輪的變位系數(shù):由高度變位傳動的特點(diǎn)可知,xn1+xn2=0,xn1=-xn2≠0,所以xn∑=0,查閱機(jī)械設(shè)計手冊分配變位系數(shù)得到:xn1=0.3,故xn2=-0.3。結(jié)合兩齒輪原零件圖已知參數(shù)和選擇的相關(guān)參數(shù),計算兩齒輪的幾何尺寸,結(jié)果如附表所示。
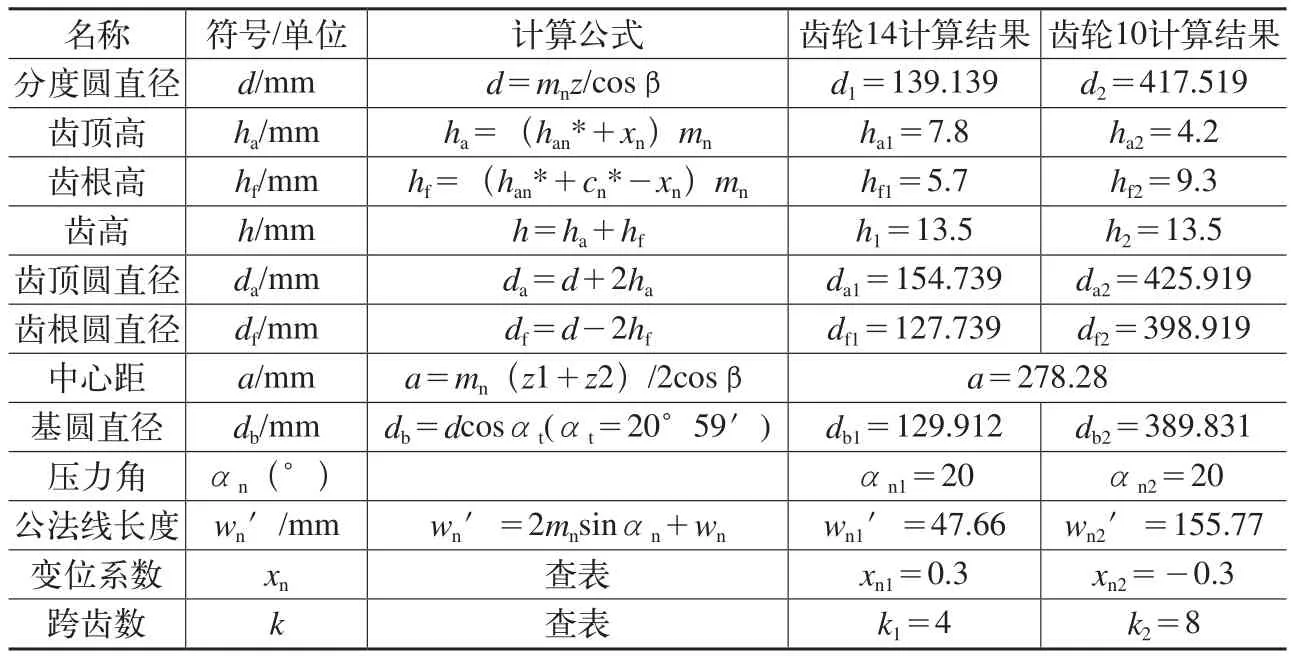
齒輪14、齒輪10幾何尺寸計算結(jié)果表
根據(jù)以上參數(shù)繪制出變位齒輪的零件圖,如圖3、圖4所示。
將齒輪改變?yōu)樽兾积X輪之后,應(yīng)該再來檢測變位齒輪的嚙合情況,采用著色法來檢測齒輪嚙合的接觸斑點(diǎn)。首先用紅丹來涂抹齒輪14,然后在輕微的制動下,使兩齒輪轉(zhuǎn)動3~4圈,再來檢測齒輪嚙合的接觸斑點(diǎn)情況,根據(jù)一般要求,這里的七級精度齒輪的接觸斑點(diǎn)在齒長方向的百分率應(yīng)該為60%,沿齒高方向的百分率應(yīng)該為45%,經(jīng)過反復(fù)檢測和研磨,最終使兩齒輪的接觸斑點(diǎn)達(dá)到此要求。
經(jīng)過此次改造,曲軸出現(xiàn)直波紋的現(xiàn)象明顯得到了改善,大大地提高了曲軸的加工精度。
4. 結(jié)語
機(jī)床改造是設(shè)備維護(hù)工作的重要組成部分,要做好設(shè)備維護(hù)工作,就要掌握好機(jī)床改造技術(shù),要靠平時的經(jīng)驗(yàn)總結(jié),需要我們多動腦、多動手去掌握好設(shè)備方面的每個細(xì)節(jié)問題。
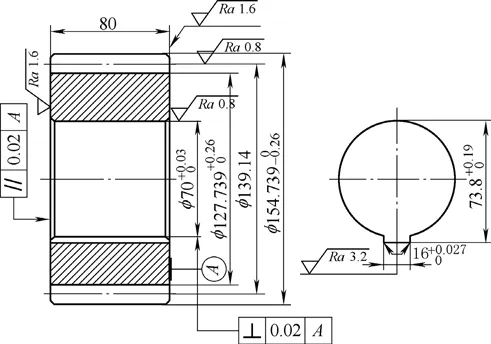
圖3 變位齒輪14
圖4 變位齒輪10
[1] 機(jī)械設(shè)計手冊編寫組.機(jī)械設(shè)計手冊(中冊)[M].北京:化學(xué)工業(yè)出版社,1982.
[2] 濮良貴,紀(jì)名剛.機(jī)械設(shè)計[M].北京:高等教育出版社,2003.
[3] 東北工學(xué)院《機(jī)械零件設(shè)計手冊》編寫組.機(jī)械零件設(shè)計手冊(上冊)[M].北京:冶金工業(yè)出版社,1983.
[4] 申永勝.機(jī)械原理教程[M].北京:清華大學(xué)出版社,2000.
