卷筒繩槽數控車削加工程序設計
2018-05-31 02:56:26江蘇省江陰中等專業學校214433黃冬英
金屬加工(冷加工) 2018年5期
關鍵詞:程序
■ 江蘇省江陰中等專業學校 (214433) 彭 正 黃冬英
卷筒是起重設備中的重要組成部分,而卷筒繩槽是卷筒上的關鍵。卷筒繩槽在普通車床上加工質量差、效率低,對操作者來說勞動強度大、技能要求高;在數控車床上根據編制的數控加工程序自動完成繩槽加工,所加工的零件質量高、操作者勞動強度低。卷筒繩槽屬于圓弧螺紋車削加工,但相對于一般螺紋加工,由于其螺距大、牙型復雜且車削刀數多,編程相對復雜。下面介紹一種卷筒繩槽的數控車床加工程序編制方案,為了突出繩槽的數控加工程序編程原理和方法,對卷筒的其余外形作簡化處理。
1. 分析零件圖
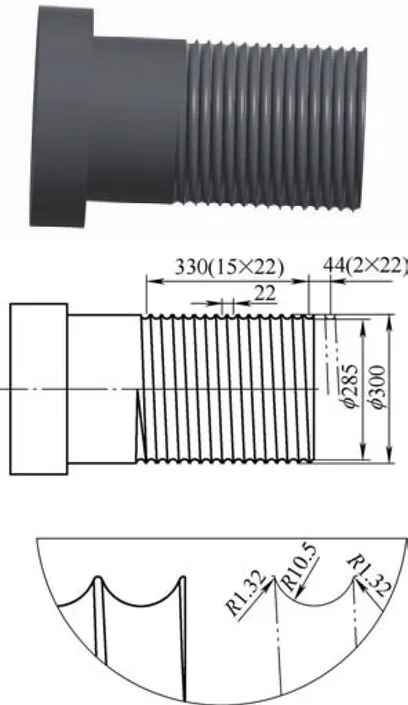
圖1 卷筒繩槽繩
如圖1所示為卷筒繩槽的工件簡圖,材料為Q345B,本文主要分析圖中繩槽的加工。該繩槽的實質為在外圓輪廓上加工圓弧螺紋,螺距P=22mm,螺紋深7.5mm,螺紋外徑為300mm,該圓弧螺紋的牙型由三段相切的圓弧組成。
該繩槽按先粗加工后精加工的原則完成。粗、精車均使用R2mm的圓頭車刀,粗車完成后更換精車刀片進行精加工。編程原點選取在零件右端面的中心。
2. 編制粗車程序
一般情況下,選取圓弧車刀的刀尖圓弧中心為加工螺紋的刀位點,即圓弧車刀刀尖中心是編程的基準點,它與實際參與車削的圓弧刀刃(同時亦是車刀加工出的輪廓)在圓周上相差一個刀尖半徑值。
本螺紋牙型由三段相切圓弧組成,但左右兩側頂部的圓弧較小,在粗加工中為了簡化編程,忽略兩倒角圓弧段,由整段R10.5mm圓弧牙型來分析粗車編程軌跡。考慮到粗車后需留0.5mm的單邊精車余量,且X向進刀起始位置需向輪廓外延伸一個刀尖圓弧半徑值(2mm),得到一個半徑為8mm、深度為7mm的半圓弧區域,作為刀位點在螺紋起始處的運動軌跡范圍,如圖2所示。粗車分若干層(本設計分10層,每層0.7mm),某層分刀數的多少與Z向切削量(取2mm)及該層的槽寬有關,相關計算方法如圖3所示。
根據以上分析,編制出繩槽的粗車程序,掃描如圖4所示二維碼進行閱讀。
3. 編制精車程序
精車時采用R2mm的精加工圓弧車刀,車刀刀位點(刀尖圓弧中心)在螺紋起始處的運動軌跡為牙型輪廓向外偏移2mm后的輪廓軌跡,仍有三段相切圓弧組成。
對于中間大圓弧精車刀路軌跡,采用宏程序編寫。而兩端的小圓弧,由于弧長短,采用相關CAD軟件直接找出各軌跡點的坐標值更方便,相關坐標點及編程計算思路如圖5所示。
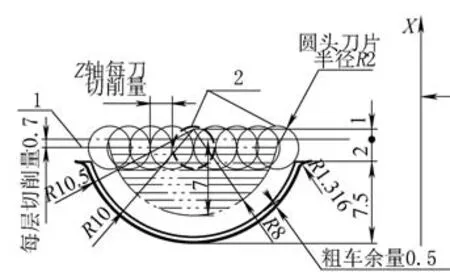
圖2 粗車編程示意圖
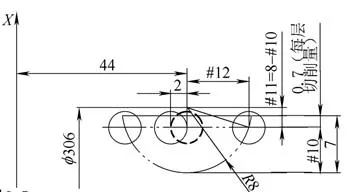
圖3 粗車第一層編程示意圖
根據以上分析,編制出繩槽的精車程序掃描圖4所示二維碼瀏覽詳情。

圖4 程序二維碼
4. 程序的改進
在試制過程中,使用以上程序雖能比較順利地完成了繩槽的加工,但在最后精車至牙槽底部時,出現了輕微的振動現象。分析原因,問題出在粗車時的最后一層上。
根據粗車編程思路及所編程序,車刀在最后一層的圓弧凹槽底部僅車一刀(此處#12=0,車刀無法向兩側進給粗車),這導致留下了更多的余量,如圖6所示。
為了解決以上問題,將原先最后一層分成兩層來車削,考慮到車削后所留余量的均勻,最后一層的切削量取0.2mm,這樣粗車后產生的多余量大大減少,如圖7所示。根據上述思路,對粗車程序進行修改,掃描圖4二維碼閱讀。
5. 結語
以上是一種卷筒繩槽的數控車削粗、精加工程序,其編程思路和程序內容對于其他類型的繩槽加工也有一定的參考價值。其中程序指令、宏程序格式雖以FANUC數控系統為例,對于西門子、華中數控系統,只需參照相關說明書等對程序作相應的修改即可使用。
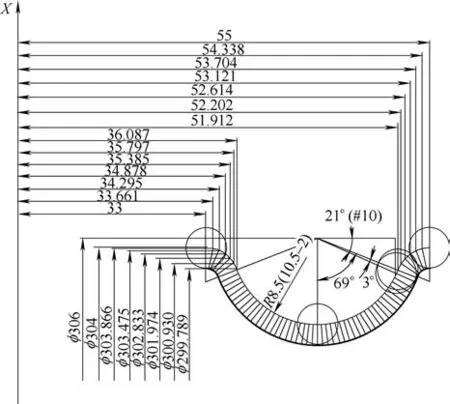
圖5 精車編程示意圖
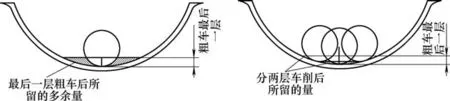
圖6
[1] 卞克浪. 數控車銑中的螺紋宏程序應用 [J]. 金屬加工(冷加工),2012(11):62-63.
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:25
中國衛生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40
