銑削圓弧面和球面案例分析
2018-05-31 02:56:24中車北京南口機械有限公司102202鄭文虎張明杰
金屬加工(冷加工) 2018年5期
■ 中車北京南口機械有限公司 (102202) 鄭文虎 張明杰
1. 用飛刀銑削較大半徑圓弧面
要加工較大半徑(幾十毫米到幾萬毫米)的內、外圓弧面時,可在立式銑床上把立銑頭扳轉一個角度α,用飛刀進行銑削,如圖1所示。但在銑削外圓弧面時,工件圓弧半徑R受到刀具旋轉半徑r及工件長度的限制,只能銑削較短的工件。
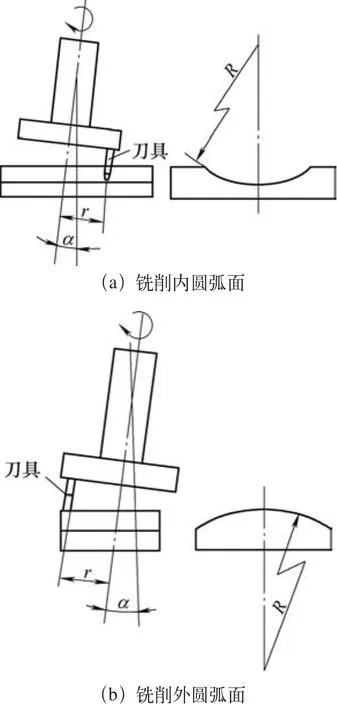
圖1
當銑頭主軸中心線垂直于銑床工作臺面時,即α=0°,走刀銑出的已加工表面為一平面(即R無窮大)。當α≠0°時,所銑出的表面為內或外圓弧面。圓弧面半徑的大小,與銑頭所扳角成反比。銑床立銑頭傾斜角α的計算公式為
式中,α為立銑頭主軸傾斜角(°); R為工件圓弧半徑(m m);r為飛刀旋轉半徑(mm)。
2. 用小直徑刀盤和回轉工件臺銑削大直徑球面
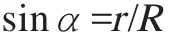
在生產中有時遇到球徑d>300mm的外球面,其加工精度和表面質量要求較高。為此,可在臥式銑床上,把工件安裝在回轉工作臺上,采用刀盤進行銑削和滾壓加工,如圖2所示。
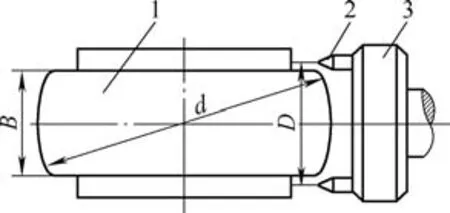
圖2 銑削大球徑球面1.工件 2.刀頭 3.刀盤
(1)銑削球面原理:在銑削球面時,只要使盤形銑刀和工件同時旋轉,并使它們的旋轉中心相交于球心,銑刀刀尖在工件所形成的軌跡就是球面的一部分。只要工件旋轉一周,工件表面就是一個球面。
(2)工件的安裝和銑刀直徑的選擇:把圖2所示的工件1和回轉工作臺一起安裝銑床工作臺上,并找正工件中心與回轉工作臺中心同軸,用萬向聯軸節把回轉工作臺傳動軸與銑床光杠傳動齒輪軸連接,通過銑床光杠傳動,帶動回轉工作臺旋轉,形成銑削時的進給運動。刀盤刀尖的旋轉直徑D應大于球面寬度B,一般D=(B+10)mm。
(3)銑削方法:工件在回轉工作臺上安裝好后,首先移動銑床縱向和升降工作臺的位置,使刀具旋轉中心線和工件球面中心相重合,其方法可采用劃線和試切法,直到銑出的刀紋為交叉網狀紋。銑削用量,在粗銑時,vc=100~150m/min,vf=50~100mm/min,ap=2~4mm;在精車時,vc=150~180m/min,vf=30~60mm/min,ap=0.5mm左右。此時工件球面的表面粗糙度值可達Ra=3.2μm。
(4)球面的滾壓加工:為了使球面表面粗糙度值達到Ra=1.6~0.8μm,可采用圖3所示的滾壓工具,把它安裝在刀盤上,對球面進行滾壓。滾壓時,使滾珠1與球面接觸后,在橫向進刀0.05~0.08mm,使其滾珠對工件有一定壓力。這時vc=50~80m/min,vf=25~30mm/min,并在工件表面涂上潤滑油,對球面進行滾壓。
3. 用回轉工作臺和刀盤銑削截球面
圖4所示為大直徑截球面工件。銑削前,先將粗車好的工件頂面劃一以工件中心的圓線,其尺寸為圖樣要求的直徑。然后在工件毛坯外圓上劃一條垂直于銑刀旋轉中心的線,并在此線上劃出中心點E,通過E點的水平面劃一條圓周線,再測量出此線的圓周直徑D。將劃好線的工件安裝在回轉工作臺上,將立銑頭在垂直面內扳轉一個α角,α角用下式計算:
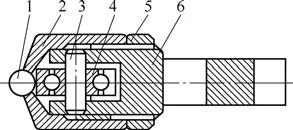
圖3 滾壓工具1.滾珠 2.支承套 3.銷軸 4.軸承5.鎖母 6.工具體
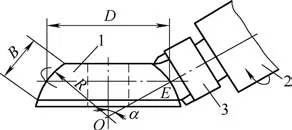
圖4 銑削截球面1.工件 2.立銑頭 3.刀盤
式中,D為工件上E點的回轉直徑(mm);R為工件球面半徑(mm)。
銑削時,調整盤銑刀刀尖旋轉直徑大于B,并將銑刀的旋轉中心線對準E點,采用縱向吃刀進行試切,再通過微調橫向工作臺,待銑削出的刀紋為交叉網狀紋,就說明工件橫向中心已對準刀具旋轉中心了。再縱向吃刀,與工件頂圓相切時,停止縱向吃刀,轉動回轉工作臺進行走刀圓周銑削,即可銑出球面。在銑削過程中,為了保證球面輪廓度,應用樣板檢測。如發現與樣板不符,應采用調整升降和縱向工作臺來消除。
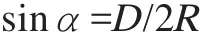
4. 銑削帶柄外球面
在立式銑床上,用分度頭和刀盤銑削帶圓柱柄的圓球,如圖5所示。是將工件安裝在分度頭上,然后把分度頭扳起一個α角,α角的數值用下式計算:
式中,D為圓球直徑(mm);d為圓柱柄直徑(mm)。
調整盤銑刀刀尖旋轉直徑e,按下式計算:

式中,D為圓球直徑(mm)。
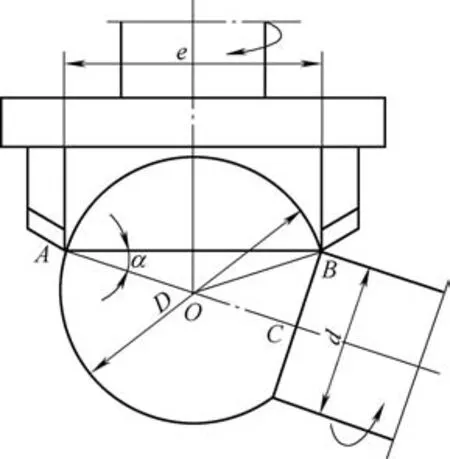
圖5 銑削帶柄的圓球
銑削時,調整銑床工作臺,使銑刀旋轉中心對正工件球心后,先垂直進給,當刀尖快要接近B點時,停止垂直進給,再用手慢慢搖動分度頭手柄進行圓周進給,使工件轉動一周,即可銑出圓球。銑削時的切削用量,vc=150~180m/min,ap=2mm左右。一般分為粗銑和精銑,在粗銑后,進行測量球徑,根據余量大小,再垂直吃刀進行精銑。
5. 銑削內球面
在銑床上銑削內球面的原理與銑削外球面相同。在工件端面劃好內球面的中心線后,把它安裝在銑床分度上,然后把立銑頭扳轉一個α角,如圖6所示。先根據工件內球面半徑R和內球面深度H,計算立銑頭扳轉最大角度αmax,扳轉時只要刀桿不礙事,可選擇0<α<αmax的任一角度來扳轉立銑頭,其計算式如下:
sinαmax=(1-H/2R)1/2
確定了α角以后,就用下式計算刀尖旋轉半徑:

以上兩式中,e為刀尖旋轉直徑(mm);R為內球面半徑(m m);H為內球面深度(mm);α為立銑頭扳轉角度。
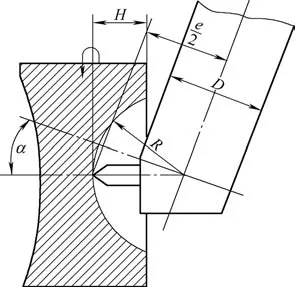
圖6 銑削內球面
銑削時,刀尖必須通過球面中心,切削速度vc=120~180m/min,工件轉速nw=5~10r/min,便可以銑出內球面。吃刀時,采用移動縱向工作臺。
[1] 鄭文虎.機械加工技術經驗[M].北京:國防工業出版社,2015.
