基于ANSYS的剪板機(jī)下刀架方箱有限元分析
2018-05-31 02:56:25山東魯南機(jī)床有限公司滕州277500陳增哲
金屬加工(冷加工) 2018年5期
■ 山東魯南機(jī)床有限公司 (滕州 277500) 陳增哲
在Q11系列機(jī)械剪板機(jī)中,如圖1所示,下刀架及方箱是主要受力部件,在板料剪切過(guò)程中下刀架方箱組件需承受垂直向下的剪切力,由剪切傾斜角度產(chǎn)生的水平分力,壓料裝置對(duì)其施加的壓料力等。因此在設(shè)計(jì)過(guò)程中必須保證下刀架方箱組件的強(qiáng)度及剛度符合要求,在結(jié)構(gòu)設(shè)計(jì)完成后需對(duì)其強(qiáng)度及剛度進(jìn)行分析。
隨著計(jì)算機(jī)應(yīng)用技術(shù)的不斷發(fā)展,現(xiàn)已普遍采用有限元分析來(lái)解決此類問(wèn)題。本文運(yùn)用有限元分析軟件ANSYS對(duì)下刀架方箱組件做有限元分析,得到其應(yīng)力分布及受力位移變化。
1. 模型簡(jiǎn)化
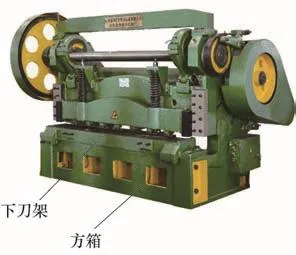
圖1
由于原模型有大量的螺紋孔、定位孔以及圓角,而這些細(xì)節(jié)特征對(duì)受力影響較小,所以對(duì)原模型進(jìn)行簡(jiǎn)化,省略原模型螺紋孔(尤其對(duì)安裝刀片的螺紋孔進(jìn)行刪除)、小定位孔和圓角等特征,模型簡(jiǎn)化前-后示意圖如圖2~圖4所示。
考慮剪板機(jī)在工作過(guò)程中,刀具對(duì)鋼板的剪切過(guò)程屬于瞬態(tài)動(dòng)力學(xué)問(wèn)題,所以選擇通用有限元軟件ANSYS中Ls-dyna模塊,該模塊求解器適合計(jì)算沖擊、碰撞以及金屬塑性成形問(wèn)題。
2. 材料定義及網(wǎng)格劃分
下刀架及方箱材料為HT250灰鑄鐵,通過(guò)查閱資料知該材料彈性模量為1.410 11Pa、泊松比為0.28、材料密度為7 800kg/m3。
對(duì)模型單元類型進(jìn)行選擇,考慮該模型為三維實(shí)體模型,所以選擇Solid 164單元,具有8個(gè)節(jié)點(diǎn)。考慮模型的長(zhǎng)寬高尺寸,同時(shí)為了提高計(jì)算精度以及縮短計(jì)算時(shí)間,選擇每個(gè)單元尺寸為0.02m對(duì)該模型進(jìn)行網(wǎng)格劃分,網(wǎng)格劃分結(jié)果如圖5所示。
3. 邊界載荷的施加
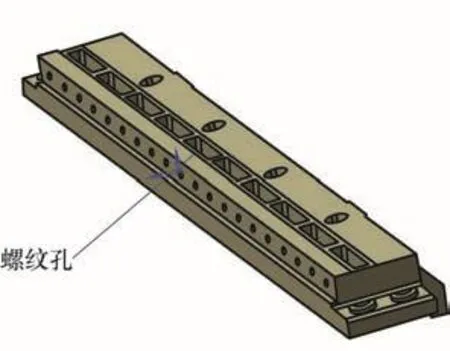
圖2 簡(jiǎn)化模型前
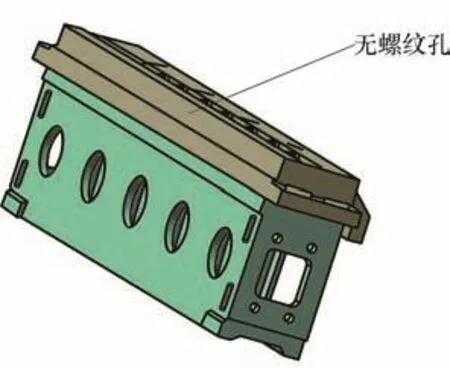
圖3 簡(jiǎn)化模型后
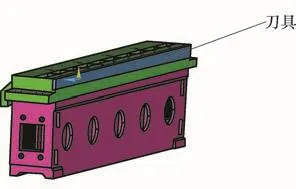
圖4 增加刀具后下刀架-箱體三維模型
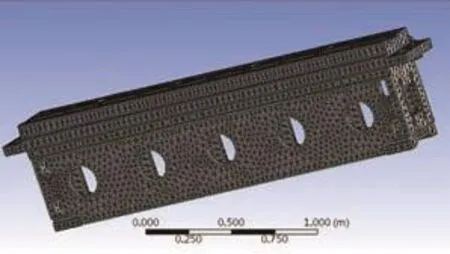
圖5 下刀架方箱網(wǎng)格劃分圖
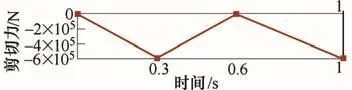
圖6 剪切力-時(shí)間關(guān)系圖
剪板機(jī)在工作過(guò)程中下刀架及方箱主要承受三個(gè)方向的力,分別為:垂直向下的剪切力;水平方向剪切力分力;壓料裝置對(duì)下刀架的壓力。
本機(jī)器工作時(shí)垂直向下的剪切力設(shè)計(jì)為600kN,剪切速度為10次/min。則施加的剪切力-時(shí)間關(guān)系如圖6所示,剪切力施加的位置如圖7所示。
在剪板機(jī)工作過(guò)程中,下刀架還要受到水平方向的切削力,本機(jī)器上刀架剪切角設(shè)計(jì)為2.5°,則水平方向的分力為600kN×tan2.5°=25.8kN。同理,水平方向的力及其施加位置如圖8、9所示。
在剪切過(guò)程中,下刀架還要受到壓料裝置通過(guò)鋼板傳到下刀架上的力,本文該壓力設(shè)計(jì)為15kN。則所施加的壓料力及其位置如圖10、圖11所示。
下刀架方箱在工作過(guò)程中主要受到兩個(gè)約束力,分別為定位用小臺(tái)階的約束以及下端兩個(gè)面的約束,約束其全部自由度。所施加約束如圖12、圖13所示。
在剪板機(jī)工作過(guò)程中,剪切力是沿板寬度方向進(jìn)行傳遞的,如圖14所示,施加位置在下刀片上沿邊線的一個(gè)節(jié)點(diǎn)上,施加方向是沿Y軸正方向(施加的剪切力為負(fù)值)。
水平力施加的位置同剪切力施加位置相同,都是施加在下刀片上邊沿的一個(gè)節(jié)點(diǎn)上,方向是沿Z軸正方向。
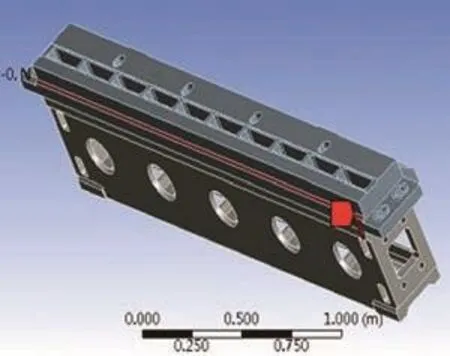
圖7 剪切力位置圖
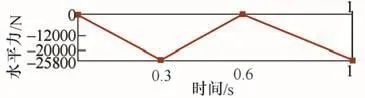
圖8 水平力-時(shí)間關(guān)系圖
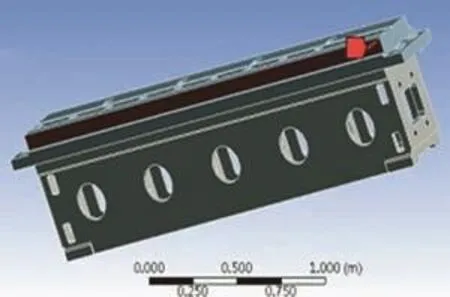
圖9 水平力位置圖
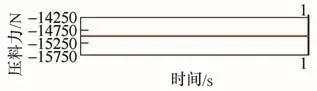
圖10 壓料力-時(shí)間關(guān)系圖
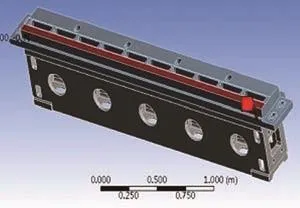
圖11 壓料力位置圖

圖12 兩個(gè)耳板位置約束
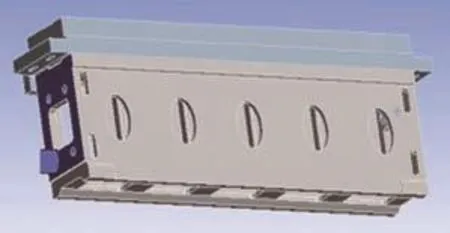
圖13 下低端兩個(gè)面的約束
在本機(jī)器的壓料板上設(shè)計(jì)有9個(gè)圓柱形結(jié)構(gòu),板料剪切時(shí)依靠9個(gè)圓柱形結(jié)構(gòu)對(duì)板料施加壓力。為了施加載荷方便,作者對(duì)三維模型進(jìn)行更改,在下刀架上分割出9個(gè)圓形面,方便壓料力的施加,所分割的9個(gè)面如圖15所示。將壓料力施加在A182~A189以及A207等9個(gè)面的節(jié)點(diǎn)上,方向沿Y軸正方向,最后力施加位置如圖16所示。
4. 求解結(jié)果
對(duì)上述模型進(jìn)行求解,得出下刀架方箱的應(yīng)力云圖以及位移變化云圖,如圖17、圖18所示。
如圖17、圖19可知,最大應(yīng)力為202MPa,分布在加強(qiáng)筋以及定位耳板位置處,且HT250灰鑄鐵的抗拉強(qiáng)度極限是250MPa,所以從強(qiáng)度及剛度理論方面分析,在進(jìn)行板料剪切時(shí)不會(huì)引起下刀架方箱組件屈服或斷裂。
當(dāng)剪切力為1 500kN時(shí),應(yīng)力分布如圖20所示,此時(shí)淡藍(lán)色區(qū)域應(yīng)力為223MPa,與HT250灰鑄鐵屈服比較接近,容易引起材料屈服。
5. 結(jié)語(yǔ)
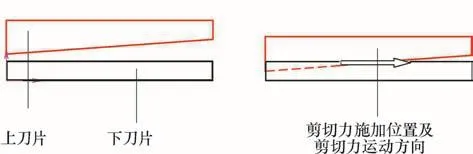
圖14 剪切力施加位置
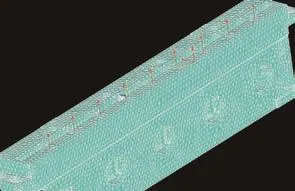
圖15 壓料力施加位置
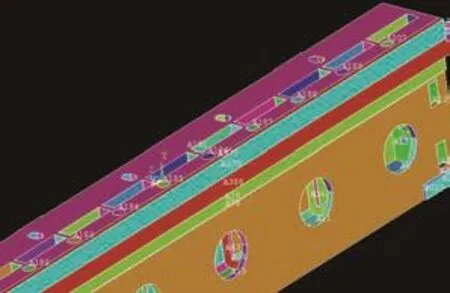
圖16 所施加的載荷
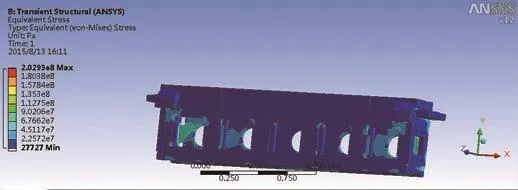
圖17 應(yīng)力云圖
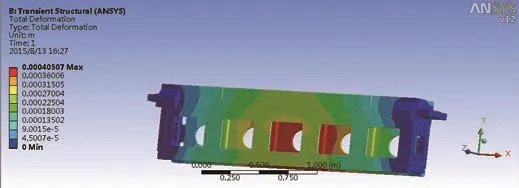
圖18 位移變化云圖
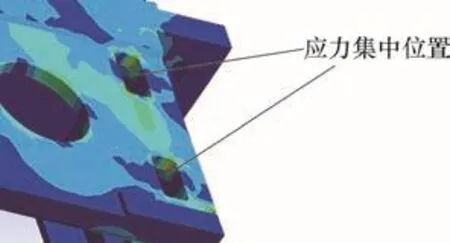
圖19 應(yīng)力集中位置
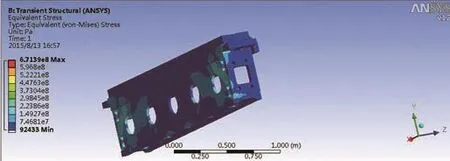
圖20 剪切力為1 500kN時(shí),下刀架方箱應(yīng)力分布
本文采用有限元法,根據(jù)下刀架方箱組件的實(shí)際工作情況,在準(zhǔn)確建立實(shí)體模型的基礎(chǔ)上,選擇了合理的單元類型,并進(jìn)行合理的網(wǎng)格劃分,建立了有限元模型,運(yùn)用ANSYS軟件進(jìn)行受力分析。通過(guò)分析,獲得了下刀架方箱組件的應(yīng)力云圖以及位移變化云圖,直觀展示了其應(yīng)力集中位置。分析結(jié)果表明,下刀架方箱組件設(shè)計(jì)安全系數(shù)適度,其強(qiáng)度及剛度能滿足工作要求。
[1] 王金榮,黃兵,龔俊杰,等. 基于測(cè)試技術(shù)的閘式剪板機(jī)有限元分析 [J].鍛壓裝備與制造技術(shù),2013,48(5):49-52.
[2] 劉營(yíng)營(yíng),王強(qiáng),楊晉穗,等. 基于ANSYS的液壓剪板機(jī)刀架有限元分析 [J]. 組合機(jī)床與自動(dòng)化加工技術(shù),2009(6):35-39.
[3] 楊新華. 剪板機(jī)結(jié)構(gòu)有限元及模態(tài)分析 [D]. 湖北:華中科技大學(xué),2009.
猜你喜歡
童話王國(guó)·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
計(jì)算機(jī)應(yīng)用(2022年2期)2022-03-01 12:33:42
計(jì)算機(jī)應(yīng)用(2021年4期)2021-04-20 14:06:36
計(jì)算機(jī)應(yīng)用(2021年1期)2021-01-21 03:22:38
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
小天使·一年級(jí)語(yǔ)數(shù)英綜合(2015年2期)2015-01-14 06:35:05
機(jī)電產(chǎn)品開(kāi)發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
