數(shù)銑加工通用裝夾方法
2018-05-31 02:56:23航宇救生裝備有限公司湖北襄陽(yáng)441007
金屬加工(冷加工) 2018年5期
■ 航宇救生裝備有限公司 (湖北襄陽(yáng) 441007) 韓 陽(yáng)
1. 數(shù)銑加工誤差分析
使用數(shù)控銑床加工工件時(shí),數(shù)控機(jī)床、夾具、工件和刀具等組成數(shù)控加工工藝系統(tǒng)。該系統(tǒng)各組成部分之間相互聯(lián)系,最后形成工件與刀具之間的確定位置關(guān)系,以確保被加工面的工序精度。影響數(shù)控加工精度的因素很多,如圖1所示。為使系統(tǒng)加工出合格零件,系統(tǒng)中各組成誤差的總和應(yīng)不超過(guò)工序尺寸公差。
實(shí)際零件加工中,數(shù)控機(jī)床的誤差和刀具誤差可以穩(wěn)定控制在很小的范圍之內(nèi),在不考慮加工變形的情況下,與夾具有關(guān)的誤差常常處于不穩(wěn)定的狀態(tài),且成為影響零件加工精度的關(guān)鍵要素。
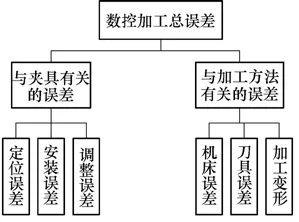
圖1
數(shù)銑加工中采用專(zhuān)用夾具是夾緊工件和控制加工誤差的有效方法,但專(zhuān)用夾具的制造周期長(zhǎng),影響了零件的加工進(jìn)度,往往不能滿(mǎn)足新品研制的需要。因此數(shù)銑加工過(guò)程中,在能保證產(chǎn)品設(shè)計(jì)公差要求的前提下,首先選用通用夾具裝夾工件,以縮短試制產(chǎn)品的制造周期。
2. 通用夾具使用現(xiàn)狀
公司試制產(chǎn)品的數(shù)銑加工中,除了少數(shù)零件使用專(zhuān)用工裝和組合夾具裝夾,其余80%左右的數(shù)銑加工零件使用通用夾具裝夾零件。
使用通用夾具穩(wěn)定可靠地完成零件加工,必須滿(mǎn)足零件裝夾面平整可靠、夾持面積較大及裝夾中不會(huì)夾傷零件等條件。近年來(lái),由于公司新型號(hào)防護(hù)救生產(chǎn)品的功能更強(qiáng)、性能更高,研制產(chǎn)品的機(jī)加零件日趨復(fù)雜。有些零件看似滿(mǎn)足上述條件,但直接使用通用夾具裝夾,未考慮通用夾具的特性和分析零件裝夾過(guò)程中的受力,在加工中常常產(chǎn)生裝夾不可靠、質(zhì)量不穩(wěn)定的情況,影響零件的生產(chǎn)進(jìn)度和加工質(zhì)量。
目前,公司常用的用于數(shù)銑加工的通用夾具有平口虎鉗、三爪自定心卡盤(pán)和頂緊器等。
3. 平口虎鉗裝夾
(1)平口虎鉗的構(gòu)造和原理。平口虎鉗是數(shù)銑加工中最常用的通用夾具,由1條平滑的導(dǎo)軌、1對(duì)與導(dǎo)軌垂直的平行平面(鉗口平面)以及螺旋鎖緊裝置組成。通常,虎鉗其中1個(gè)平面固定不動(dòng),稱(chēng)作固定鉗口(或死鉗口),這個(gè)面在裝夾中一般作為定位基準(zhǔn)面使用,另1個(gè)面則可以沿著導(dǎo)軌滑動(dòng),稱(chēng)作活動(dòng)鉗口(或活鉗口),導(dǎo)軌主要用來(lái)控制兩個(gè)鉗口的相對(duì)運(yùn)動(dòng)方向,還可以單獨(dú)或與墊鐵搭配作為定位元件使用。
一般情況下,平口虎鉗用于裝夾有兩個(gè)平行平面的零件,將基準(zhǔn)平面緊貼虎鉗的固定鉗口,零件底面與導(dǎo)軌面或?qū)к壣系膲|鐵貼平,然后通過(guò)螺旋夾緊機(jī)構(gòu)移動(dòng)活動(dòng)鉗口,給零件施加一個(gè)力夾緊零件,并利用螺旋副鎖緊活動(dòng)鉗口。
(2)虎鉗裝夾受力分析。虎鉗鉗口受力分析,平口虎鉗裝夾零件銑削加工時(shí),零件加工部分需要露出虎鉗鉗口,一般情況下零件裝夾點(diǎn)在鉗口上端。在理想狀態(tài)下,兩鉗口平面與導(dǎo)軌平面垂直,且兩鉗口平面平行,零件定位和夾緊面平行,鉗口上的作用力都集中在垂直于鉗口的平面上,與鉗口平行方向的分力與由這個(gè)分力引起的摩擦力相互抵消,且其對(duì)鉗口和零件影響極小,因此研究鉗口和零件上的作用力都簡(jiǎn)化為垂直于導(dǎo)軌平面的平面力。
由虎鉗螺旋夾緊機(jī)構(gòu)在活動(dòng)鉗口A點(diǎn)施加夾緊力F1,活動(dòng)鉗口頂緊零件平面,在B點(diǎn)零件給活動(dòng)鉗口施加反作用力F2,活動(dòng)鉗口的重力和導(dǎo)軌的支持力較小且互相抵消,可忽略不計(jì)。由于A點(diǎn)與B點(diǎn)相對(duì)于導(dǎo)軌平面不等高,高度分別為M和N,F(xiàn)1和F2產(chǎn)生對(duì)活動(dòng)鉗口的力矩:M1=F2×N-F1×M。
該力矩使活動(dòng)鉗口繞O點(diǎn)順時(shí)針轉(zhuǎn)動(dòng),但活動(dòng)鉗口下部與導(dǎo)軌配合的限位槽限制了活動(dòng)鉗口的轉(zhuǎn)動(dòng),導(dǎo)軌在活動(dòng)鉗口P處的力F3使作用在活動(dòng)鉗口的合力和力矩為0,讓活動(dòng)鉗口最終處于靜止?fàn)顟B(tài)。如圖2所示。
零件受力分析。假設(shè)零件為理想的剛性物體,兩裝夾平面平行,虎鉗水平放置。理想狀態(tài)下,活動(dòng)鉗口施加給零件上的夾緊力垂直于零件表面,但由于活動(dòng)鉗口與導(dǎo)軌滑動(dòng)配合處存在間隙,在上述力矩M1作用下,活動(dòng)鉗口會(huì)發(fā)生輕微傾斜,活動(dòng)鉗口施加于零件上的力F4作用在A點(diǎn),該力與導(dǎo)軌平面存在夾角D。F4沿垂直于導(dǎo)軌方向的分力為F4a,沿平行于導(dǎo)軌方向的分力為F4b,零件在A點(diǎn)所受重力為G/2,鉗口作用在A點(diǎn)的摩擦力為f1。如圖3所示。
虎鉗固定鉗口施加在零件上的力F5,作用在零件B點(diǎn),該力平行于導(dǎo)軌。零件在A點(diǎn)所受重力為G/2,鉗口作用在A點(diǎn)的摩擦力為f2。
在垂直于導(dǎo)軌方向A、B兩點(diǎn)的合力為零:F4a+G/2+f1=0,G/2+f2=0。
在平行于導(dǎo)軌方向上A點(diǎn)受到向左的分力F4b,B點(diǎn)受到向右的分力F5,這兩個(gè)力大小相等,方向相反。
(3)平口虎鉗的使用。公司現(xiàn)有普通平口虎鉗和精密平口虎鉗兩種。普通平口虎鉗一般直接安裝在機(jī)床工作臺(tái)面上,精密平口虎鉗常安裝在拼裝基礎(chǔ)板上,其底面有鍵槽,安裝時(shí)可保證虎鉗與拼裝基準(zhǔn)面平行。
公司常用的5種平口虎鉗參數(shù)如附表所示。
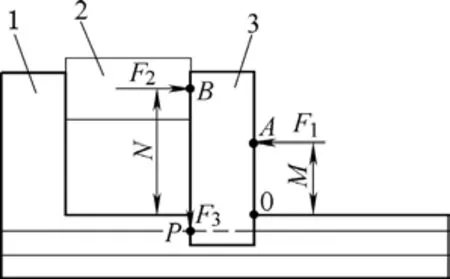
圖2
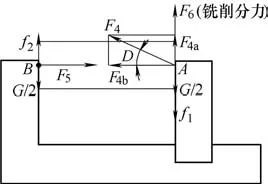
圖3
平口虎鉗的選擇和使用。零件大小與虎鉗大小匹配,較大零件在數(shù)控加工中會(huì)使用大尺寸的銑刀或飛刀,單齒去除材料體積的絕對(duì)值大,因此切削力較大。
切削力由銑刀產(chǎn)生,其大小和方向與銑刀的幾何角度、走刀方向和切削參數(shù)有關(guān),這里不進(jìn)行具體分析。假設(shè)該銑削力是一個(gè)空間方向的力,作用在零件上,可以將其分解成平行于鉗口方向的力F1、垂直于鉗口方向的力F2,垂直于導(dǎo)軌平面的力F3。垂直于鉗口方向的力F2由零件傳遞作用在鉗口上,具有較強(qiáng)剛性的鉗口產(chǎn)生的反作用力和螺旋副自鎖力遠(yuǎn)遠(yuǎn)大于該力,確保零件不會(huì)移動(dòng)。F1和F3作用在鉗口平面內(nèi),為保證零件不發(fā)生移動(dòng),必須有較大靜摩擦力與這兩個(gè)力達(dá)到平衡。由于最大靜摩擦力等于作用在零件上正壓力和靜摩擦力系數(shù)的乘積,而靜摩擦系數(shù)是固定值,所以要增加靜摩擦力,必須增加作用在零件上的正壓力,也就是平口虎鉗的夾緊力。
平口虎鉗的夾緊力是由作用于手柄上的原始力矩產(chǎn)生的,但受螺旋副上嚙合齒的強(qiáng)度限制,較大的平口虎鉗的設(shè)計(jì)夾緊力就大。因此,較大零件的加工,就要選用較大的平口虎鉗。
零件在虎鉗上的裝夾位置。虎鉗的最大開(kāi)口尺寸是指在能施加正常夾緊力的情況下,虎鉗固定鉗口面與活動(dòng)鉗口面的最大距離。平口虎鉗選用時(shí),零件兩夾持面尺寸必須小于虎鉗開(kāi)口尺寸。虎鉗最大夾持深度是虎鉗鉗口上表面到導(dǎo)軌面的距離。目前,公司常用虎鉗中的1號(hào)虎鉗夾持深度為50mm,最大開(kāi)口尺寸為350mm。受最大開(kāi)口尺寸的限制,零件兩夾持面距離尺寸大于350mm就無(wú)法用平口虎鉗裝夾加工。
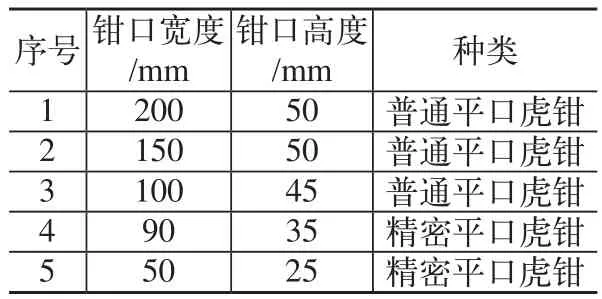
5種平口虎鉗參數(shù)表
一般情況下,零件在平行于鉗口方向的尺寸不應(yīng)大于鉗口寬度,既讓零件在該方向上不伸出虎鉗鉗口,而且零件在垂直于導(dǎo)軌方向伸出鉗口的尺寸盡量小。但受零件形狀不規(guī)則和尺寸較大的影響,不可避免會(huì)出現(xiàn)零件懸伸在鉗口之外的情況,這時(shí)就要綜合考慮零件的剛性以及加工部位與夾緊力著力點(diǎn)的距離。
夾緊力著力點(diǎn)盡量靠近被加工部位,可以減少切削力F1、F2對(duì)著力點(diǎn)所形成的轉(zhuǎn)矩M1、M2(見(jiàn)圖4),由此不僅可以減少所需夾緊力F3,而且還可以增強(qiáng)夾緊效果和系統(tǒng)剛性,使工件不易位移、變形及振動(dòng)。當(dāng)著力點(diǎn)必須遠(yuǎn)離切削部位,造成剛性不足時(shí),可以在盡量接近加工部位處設(shè)置輔助支承,或再加上輔助夾緊力,以防止加工時(shí)發(fā)生振動(dòng),影響加工質(zhì)量和安全。
如果零件在平行于鉗口方向的尺寸大于鉗口寬度的兩倍,且定位面較長(zhǎng),可以考慮將兩個(gè)平口虎鉗并排放置,將兩虎鉗的固定鉗口調(diào)整在一個(gè)平面內(nèi),兩活動(dòng)鉗口同時(shí)夾緊零件,避免零件懸出虎鉗的長(zhǎng)度L2太長(zhǎng),這種方法起到擴(kuò)展平口虎鉗裝夾范圍的目的。
若零件在垂直于導(dǎo)軌方向尺寸太大,零件懸出鉗口上方太多,造成零件裝夾不穩(wěn)定,加工中振動(dòng)大,可以使用以下兩種方法克服虎鉗鉗口深度的限制。
在兩鉗口面增加墊塊(見(jiàn)圖5a),起到向上延伸鉗口面的目的,減小圖4所示轉(zhuǎn)矩M1,使裝夾更穩(wěn)定。
針對(duì)尺寸較小的細(xì)長(zhǎng)零件,可以將虎鉗側(cè)放(見(jiàn)圖5b),或?qū)⑵涞酌尜N合在垂直于工作臺(tái)面的基礎(chǔ)板上并固定,避免鉗口深度對(duì)零件裝夾范圍的限制。
小夾持深度的裝夾。某些方形殼體類(lèi)零件使用平口虎鉗裝夾時(shí),夾持的深度僅有2~4mm,如圖6所示。
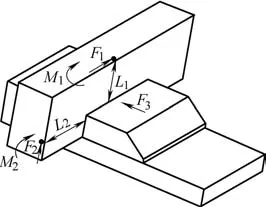
圖4
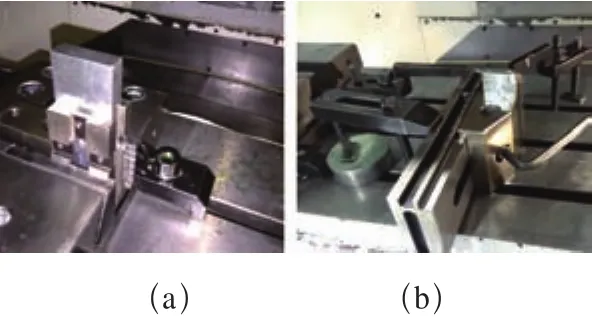
圖5
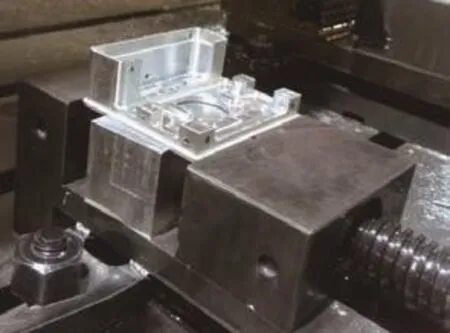
圖6
由平口虎鉗夾持零件的受力分析(見(jiàn)圖3)可知,當(dāng)零件加工時(shí)銑刀會(huì)產(chǎn)生向上的銑削分力F6。此時(shí),使零件產(chǎn)生向上移動(dòng)的條件為:使零件產(chǎn)生移動(dòng)的力大于零件最大靜摩擦力,靜摩擦力的方向與該外力方向相反。
零件的最大靜摩擦力與摩擦系數(shù)μ和正壓力F4b成正比:Fmax=F4b×μ。
零件上的正壓力為夾緊力F4在平行于導(dǎo)軌方向上的分力:F4b=F4×cosD。則:Fmax=F4×cosD×μ。
使零件產(chǎn)生向上移動(dòng)的力:F=F6+F4×cosD-G/2。
因此,在虎鉗夾緊力F4不變的情況下,銑削過(guò)程中為避免零件發(fā)生位移,增加裝夾的穩(wěn)定性,可通過(guò)減小夾緊力的傾斜角D和減小銑削力的向上分力F6來(lái)實(shí)現(xiàn)。
由上述虎鉗鉗口受力分析可知,產(chǎn)生夾緊力傾斜角D的原因是零件夾緊力著力點(diǎn)A與B不等高產(chǎn)生對(duì)活動(dòng)鉗口的力矩M1,且活動(dòng)鉗口與導(dǎo)軌存在配合間隙,間隙越大傾斜角D越大。因此在該類(lèi)零件的加工中,盡量選擇精度高、活動(dòng)鉗口與導(dǎo)軌配合間隙小的平口虎鉗。為減小夾緊力傾斜角D,還需選用鉗口深度小的虎鉗,使力臂距離M和N的差值變小,從而減小施加在活動(dòng)鉗口上的力矩M1。
減小銑削力的向上分力F6,可減小立銑刀的每層切削深度和切削寬度,并選用尺寸較小、齒數(shù)較多的銑刀,還要盡量選用螺旋角小的立銑刀。
因?yàn)榱慵膴A持深度小,還必須減小夾緊力,避免造成零件變形。但為保證銑削過(guò)程中零件不產(chǎn)生位移,需要增大夾緊力。因此,夾緊力的確定和控制尤為重要。實(shí)際生產(chǎn)中,根據(jù)不同的零件形狀和材質(zhì),可通過(guò)經(jīng)驗(yàn)和加工試驗(yàn)確定所需夾緊力,并使用力矩扳手來(lái)控制實(shí)際夾緊力大小。
4. 三爪自定心卡盤(pán)裝夾
(1)三爪自定心卡盤(pán)的構(gòu)造和原理。三爪自定心卡盤(pán)由卡盤(pán)體、活動(dòng)卡爪和卡爪驅(qū)動(dòng)機(jī)構(gòu)組成。三爪自定心卡盤(pán)上3個(gè)卡爪可在卡盤(pán)體上均布且通過(guò)卡盤(pán)中心的徑向槽內(nèi)移動(dòng)。將扳手插入卡盤(pán)體側(cè)面任一齒輪方孔中,轉(zhuǎn)動(dòng)扳手,卡爪驅(qū)動(dòng)機(jī)構(gòu)帶動(dòng)3個(gè)卡爪同時(shí)趨近和離散卡盤(pán)中心。卡爪的移動(dòng)可用來(lái)夾緊和定位具有圓柱形、正三角形或正六邊形等形狀的零件。三爪自定心卡盤(pán)具有自行對(duì)中的功能,對(duì)中精確度為0.05~0.15mm。
(2)三爪自定心卡盤(pán)裝夾受力分析。三爪自定心卡盤(pán)的單個(gè)卡爪受力與虎鉗的活動(dòng)鉗口類(lèi)似,扳手帶動(dòng)卡爪驅(qū)動(dòng)機(jī)構(gòu)將夾緊力作用在單個(gè)卡爪上,卡爪給零件施加夾緊力,零件給卡爪反作用力。卡爪通過(guò)與零件的靜摩擦力將零件固定在3個(gè)卡爪的中心。
(3)三爪自定心卡盤(pán)的使用。三爪自定心卡盤(pán)裝夾的零件一般為旋轉(zhuǎn)體零件,大多數(shù)情況使3個(gè)卡爪同時(shí)趨近夾緊零件的外圓柱面,如若使用內(nèi)圓柱面定位,則利用3個(gè)卡爪同時(shí)離散運(yùn)動(dòng),用卡爪的另一邊(又稱(chēng)“反爪”)將零件夾緊。
當(dāng)數(shù)銑加工要求的定位精度小于卡爪的裝夾精度時(shí),可制作軟爪來(lái)提高卡爪定心精度或端面定位精度。在3個(gè)卡爪內(nèi)側(cè)分別焊上3個(gè)銅棒,將卡盤(pán)固定在數(shù)銑工作臺(tái)上,用卡爪下部夾緊一個(gè)準(zhǔn)備好的圓柱體(用來(lái)給卡爪預(yù)緊力,消除卡爪驅(qū)動(dòng)機(jī)構(gòu)間隙的影響),在3個(gè)銅棒上加工出定位用的內(nèi)圓和端面。使用軟爪裝夾的對(duì)中精確度可以達(dá)到0.03~0.05mm,端面定位精度達(dá)到0.04~0.08mm。
用三爪自定心卡盤(pán)裝夾薄壁零件時(shí),常常由于夾緊力過(guò)大且著力點(diǎn)集中在零件的3個(gè)點(diǎn)上,如圖7a所示,極易造成零件變形,甚至超差報(bào)廢。為此,需要制作開(kāi)口襯套,將其放置在零件外圓和卡爪之間,如圖7b所示,卡爪的夾緊力作用于開(kāi)口襯套外圓上,開(kāi)口襯套內(nèi)壁將夾緊力分散傳遞到零件的外表面,由于每個(gè)著力點(diǎn)上的作用力遠(yuǎn)遠(yuǎn)小于每個(gè)卡爪的夾緊力,避免零件受力過(guò)大產(chǎn)生塑性變形。
開(kāi)口襯套內(nèi)孔和外圓保持同心,內(nèi)孔直徑比零件外圓大0.1~0.2mm,以防襯套開(kāi)口后變形造成不易裝入零件。襯套內(nèi)孔表面粗糙度值小于零件表面粗糙度值,且無(wú)毛刺,避免對(duì)零件表面的劃傷。當(dāng)定位基準(zhǔn)為外螺紋時(shí),可將定位內(nèi)孔加工為相同尺寸內(nèi)螺紋。開(kāi)口襯套必須與零件不同材料,以防襯套與零件貼合太緊密造成零件表面的粘連損傷。
5. 側(cè)向頂緊器裝夾
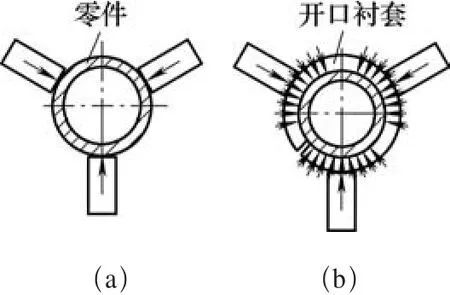
圖7
側(cè)向頂緊器不能單獨(dú)裝夾零件,需要與拼裝元件配合使用。與虎鉗裝夾一樣,側(cè)向頂緊器裝夾的零件需要有兩個(gè)平行的裝夾平面。當(dāng)零件太大、超過(guò)平口虎鉗的開(kāi)口尺寸或不方便在虎鉗周?chē)惭b輔助支承時(shí),則可使用側(cè)向頂緊器。
側(cè)向頂緊器適合裝夾大型板類(lèi)零件。零件底面在拼裝基礎(chǔ)板上定位,基礎(chǔ)板上安裝拼裝塊用于定位零件一側(cè)平面(相當(dāng)于虎鉗的固定鉗口),在對(duì)應(yīng)的平行平面處安裝側(cè)向頂緊器用于施加夾緊力(相當(dāng)于虎鉗的活動(dòng)鉗口)。側(cè)向頂緊器由基體、頂緊塊和壓緊螺釘組成,基體頂緊側(cè)有與底面法向傾斜20°~30°的燕尾滑槽,頂緊滑塊在壓緊螺釘?shù)淖饔孟驴裳匦被刍瑒?dòng),從而產(chǎn)生側(cè)向的頂緊力F和頂緊移動(dòng)動(dòng)作。如圖8所示。

圖8
側(cè)向頂緊器的優(yōu)點(diǎn):由于定位塊和側(cè)向頂緊器分別安裝,其布置更加靈活方便,適用的裝夾范圍更廣。側(cè)向頂緊器通過(guò)頂緊塊向下移動(dòng)頂緊零件,在接觸到零件表面并施加正壓力的情況下,零件會(huì)產(chǎn)生摩擦力的反作用力,使零件向下貼緊定位面,使定位更準(zhǔn)確,裝夾更可靠。
[1] 成都工業(yè)學(xué)校.機(jī)床夾具設(shè)計(jì)[M].北京:機(jī)械工業(yè)出版社,1990.
