新技術(shù)對(duì)模具設(shè)計(jì)制造的影響
2018-05-31 02:56:16諸城市義和車橋有限公司山東262200關(guān)炳奇
金屬加工(冷加工) 2018年5期
■ 諸城市義和車橋有限公司 (山東 262200) 關(guān)炳奇

1. CAE技術(shù)促進(jìn)沖壓模具成本的降低
CAE軟件可以分為兩類:一類是通用CAE軟件,是可以對(duì)多種類型的工程和產(chǎn)品的物理、力學(xué)性能進(jìn)行分析、模擬和預(yù)測(cè)、評(píng)價(jià)和優(yōu)化,以實(shí)現(xiàn)產(chǎn)品技術(shù)創(chuàng)新的軟件;一類是針對(duì)特定類型的工程或產(chǎn)品所開(kāi)發(fā)的、用于產(chǎn)品性能分析、預(yù)測(cè)和優(yōu)化的軟件,如沖壓成形CAE分析軟件。目前在實(shí)際生產(chǎn)領(lǐng)域中應(yīng)用最廣的沖壓成形CAE分析軟件有:Autoform軟件、Dynaform軟件和Pamstamp軟件,其中Autoform軟件的實(shí)際操作較簡(jiǎn)單,計(jì)算精度和可以解決的沖壓工藝有一定限制,其他兩種軟件則較為全面。
在板料沖壓成形生產(chǎn)中,通過(guò)使用CAE分析技術(shù),對(duì)具體沖壓零件的成形過(guò)程進(jìn)行數(shù)值模擬,設(shè)計(jì)人員與計(jì)算機(jī)的交互作用,更有利于發(fā)揮人的經(jīng)驗(yàn)和直覺(jué)分析的能力,可以及早發(fā)現(xiàn)問(wèn)題,為模具設(shè)計(jì)與制造提供更科學(xué)、更合理的依據(jù),從而改進(jìn)模具設(shè)計(jì),大大縮短調(diào)模試模周期,降低制模成本,使模具設(shè)計(jì)與制造水平大大提高。
板料沖壓成形C A E軟件進(jìn)行分析的一般步驟是:導(dǎo)入零件CAD模型→零件FEM網(wǎng)格劃分→定義工模具零件→定義毛坯→定義拉深筋/壓邊圈→設(shè)置成形參數(shù)→求解器計(jì)算→分析計(jì)算結(jié)果。
如圖1所示為我公司新開(kāi)發(fā)的某型號(hào)縱臂產(chǎn)品,主要由3部分組成:臂體、襯套管和橡膠襯套。三個(gè)襯套管焊接在臂體上,橡膠襯套與襯套管過(guò)盈配合。臂體材料為SAPH370,厚度為2.5mm。以前類似臂體(見(jiàn)圖2)加工工藝為:落料→成形→銑中間襯套管孔→側(cè)沖修兩端→側(cè)沖八小孔,共需4套模具、5道工序,成本較高。在開(kāi)發(fā)新產(chǎn)品時(shí),如何利用新技術(shù)、新工藝,改進(jìn)產(chǎn)品工藝,減少加工工序,減少模具數(shù)量,提高生產(chǎn)效率,成為我們必須要解決的問(wèn)題。

圖1 縱臂產(chǎn)品

圖2 臂體
圖樣要求:8個(gè)小孔的位置度要求為0.8mm,孔圓度在0.15mm以內(nèi);襯套管與臂體的焊接間隙最大1.6mm。針對(duì)產(chǎn)品圖樣及技術(shù)要求,利用CAE軟件的板料尺寸計(jì)算模塊和精確模擬成形模塊對(duì)板料成形進(jìn)行分析,省去修邊及沖孔3道工序,是最佳方案。在成形工序前確定3個(gè)襯管孔及8個(gè)小孔的下料尺寸,然后進(jìn)行模具成形,則改進(jìn)后的臂體加工工藝為:落料沖孔→成形兩道工序。這個(gè)方案的難點(diǎn)是:如果直接按成形后的小孔尺寸及襯套孔的尺寸來(lái)確定下料尺寸,由于板料成形時(shí)受成形力的作用,孔必將變形。利用CAE精確模擬成形模塊對(duì)板料成形進(jìn)行分析(見(jiàn)圖3),將孔反向預(yù)變形,將小孔設(shè)計(jì)成橢圓孔,襯管孔設(shè)計(jì)成如圖4所示。經(jīng)模具(見(jiàn)圖5)成形加工后,檢測(cè)臂體成品(見(jiàn)圖6b),同一孔的直徑差小于0.14mm,滿足孔圓度在0.15mm以內(nèi)的要求;8個(gè)小孔的位置度0.5mm,滿足位置度0.8mm的要求;襯套管與臂體的焊接間隙最大處為1.5mm,滿足襯套管與臂體的焊接間隙最大1.6mm的要求,達(dá)到產(chǎn)品要求,效果理想。
利用CAE技術(shù)改進(jìn)的臂體加工工藝比原工藝每件加工成本節(jié)省1.5元,此新產(chǎn)品還少投入兩套模具,效益非常可觀。
2. 激光切割技術(shù)對(duì)模具設(shè)計(jì)制造的影響
激光切割技術(shù)是利用經(jīng)聚焦的高能量密度的激光束照射工件,使工件被照射處的溫度急劇上升,材料迅速熔化、汽化,同時(shí)借助與光束同軸的高壓氣體吹除熔融物質(zhì),形成切縫將工件割開(kāi)。
激光切割技術(shù)具有非常大的優(yōu)點(diǎn):①激光切割是無(wú)接觸加工,工件無(wú)機(jī)械變形,激光束對(duì)非激光照射部位影響很小,其熱影響區(qū)域小,工件熱變形小。②激光切割速度快、效率高,切割速度可達(dá)10 000mm/min,整個(gè)切割過(guò)程不需要裝夾固定,既可節(jié)省工裝夾具,又可節(jié)省上下料的輔助時(shí)間。③激光切割質(zhì)量好、精度高,切縫表面光潔美觀,表面粗糙度值一般控制在Ra=12.5μm,定位精度可以控制在0.05mm。④激光切割柔性好,整個(gè)切割過(guò)程全部實(shí)現(xiàn)數(shù)控,既可進(jìn)行二維切割,又可實(shí)現(xiàn)三維切割,只需改變數(shù)控程序,就可適用不同形狀零件的切割,不受工件外形的影響,可以加工任意圖形。激光切割產(chǎn)品如圖7所示,多軸激光切割機(jī)如圖8所示。

圖3 有限元模型

圖4 落料尺寸

圖5 成形模具
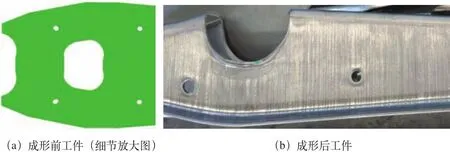
圖6

圖7 激光切割產(chǎn)品
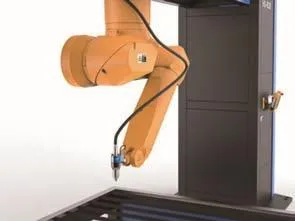
圖8 多軸激光切割機(jī)
我公司現(xiàn)有4臺(tái)大型激光切割機(jī),激光切割的應(yīng)用對(duì)我公司的模具設(shè)計(jì)制造產(chǎn)生了很大的影響:①對(duì)于小批量、多品種底盤(pán)件的落料,直接采用激光切割,不再投入落料模具,節(jié)省了模具開(kāi)發(fā)費(fèi)用。②縮短了新產(chǎn)品模具開(kāi)發(fā)周期,落料及中間切邊、沖孔工序采用激光切割,有效縮短了模具試驗(yàn)尺寸的確定時(shí)間,既滿足了產(chǎn)品需求,又加速了模具的定型,節(jié)省了開(kāi)模時(shí)間。③對(duì)于高強(qiáng)鋼板的落料、空間形狀復(fù)雜產(chǎn)品的沖孔、切邊以及大型工件的落料等不再投入模具,由于這些模具的制造維護(hù)成本較高,采用激光切割下料可以降低成本。對(duì)于大批量中小型工件的落料沖孔,仍要制作沖壓模具,對(duì)于這類產(chǎn)品,采用激光切割技術(shù)成本較高。④模具制造過(guò)程中,部分零件原來(lái)采用火焰切割下料,現(xiàn)直接采用激光切割,外形無(wú)需再次加工;部分零件如墊板等可以直接采用激光切割為成品,節(jié)省了模具制造成本。
3. 結(jié)語(yǔ)
新材料特別是輕量化新材料的出現(xiàn)將導(dǎo)致新工藝的產(chǎn)生,必然導(dǎo)致新的工藝裝備和模具需求。模具制造企業(yè)應(yīng)積極應(yīng)用現(xiàn)代模具制造新技術(shù),提高產(chǎn)品質(zhì)量,提升生產(chǎn)效率,降低生產(chǎn)成本。
[1] 龔紅英. 板料成形性能及CAE分析[M]. 北京:機(jī)械工業(yè)出版社,2014.
[2] 郭鐵良. 模具制造工藝學(xué)[M]. 北京:高等教育出版社,2014.
