激光熔覆系統能耗建模分析方法研究
2018-05-30 00:57:41董萌萌,李濤,郭燕春,吳祖鵬,唐梓玨,彭世通
大連理工大學學報 2018年3期
董 萌 萌, 李 濤, 郭 燕 春, 吳 祖 鵬, 唐 梓 玨, 彭 世 通
( 大連理工大學 機械工程學院, 遼寧 大連 116024 )
0 引 言
增材制造也被稱為3D打印技術[1],其因獨有的科技優勢[2]已被廣泛應用到自動化、航空、生物醫學、能源消費品等各行業.無論是生產產品的數量還是出產設備的銷售量,在過去的數十年都有了顯著發展[3],備受各界人士關注.然而,人們都將注意力集中在增材制造的產品質量問題上,對該過程的能耗問題卻研究甚少,尚且沒有完善的能耗模型,這對于增材制造技術在能源短缺、低碳發展大環境下進一步的推廣十分不便.
Kellens等[3-6]通過CO2PE!— UPLCI(cooperative effort on process emissions in manufacturing — unit process life cycle inventory)方法,運用時間研究、功率研究、物耗研究和排放研究的方式研究選擇性激光燒結(selective laser sintering,SLS)和選擇性激光熔化(selective laser melting,SLM)等固體成型技術的環境特性,建立了SLS環境影響參數模型,并提出了改善措施;Le Bourhis等[7]基于生命周期評價(life cycle assessment,LCA)基本框架提出了關于直接激光增材制造(direct laser additive manufacturing,DLAM)方式的環境影響特性的研究方法;Luo等[8-9]研究了增材制造的電能耗,并提出比能耗的計算方式,通過比較3種SLM設備,得出激光效率越高,比能耗越低的結論;Mognol等[10]首次提出零件的加工方向對其電能耗的影響;Baumers等[11-13]研究了零件的幾何外形和堆積密度對其電消耗的影響.縱觀眾多學者的研究,可以看出增材制造中的能耗研究局限于對實際測量數據進行分析,且大多數是將電能耗作為環境影響中的一環來粗略研究,并沒有專門詳盡的能耗預測模型可用.針對這一研究現狀,本文以激光熔覆系統為研究對象,對其能耗特性展開詳盡研究.將整個激光熔覆系統分為5個子系統,通過理論分析和實驗規律研究得到各子系統能耗模型,以及激光熔覆系統整機能耗模型,并驗證模型的有效性.該方法可以在早期設計階段進行生產過程能耗預測,從而為工藝路線設計及方案優化提供判斷依據,也為研究其他增材制造技術能耗問題提供切實可行的研究方法.
1 激光熔覆系統能耗建模
根據激光熔覆系統的工作原理可以將整個系統的能耗分為激光發生器能耗、冷卻系統能耗、機械臂控制柜能耗、送粉系統能耗以及輔助系統能耗等5部分,即
E=El+Ecool+Econ+Ep+Eaux
(1)
式中:E、El、Ecool、Econ、Ep、Eaux分別為系統總能耗、激光發生器能耗、冷卻系統能耗、機械臂控制柜能耗、送粉系統能耗、輔助系統能耗.
1.1 激光發生器能耗建模
激光發生器的工作狀態分為待機、熔覆及層間停隔3種狀態,因而其能耗相應地分為激光器待機能耗、激光器熔覆能耗以及激光器層間停隔能耗,即
El=Elw+Elm+Els
(2)
式中:Elw、Elm、Els分別為激光器待機能耗、熔覆能耗、層間停隔能耗.
本研究中激光熔覆過程使用的是光纖激光,這種激光可以獲得0~4 000 W的功率,為了確定激光單元所需的耗電量,根據正常使用的加工條件,實驗研究了500~2 500 W激光功率的耗電情況,用功率計測量耗電功率,從而可以探究激光功率與激光消耗功率之間的關系.
實驗中激光功率從500 W到2 500 W以200 W為梯度遞增間隔,每梯度功率工作20 s,間隔10 s,圖1展示了實驗結果(其中縱坐標代表功率,橫坐標表示數據采集時間分辨率為500 ms),從中可以看出大約有500 W的功率消耗偏差,這是由于沒有激光功率的輸出下激光單元內的耗電系統消耗了一部分能量,其值僅與激光器的型號有關,此處表示為激光發生器的待機功率.則激光器待機能耗為
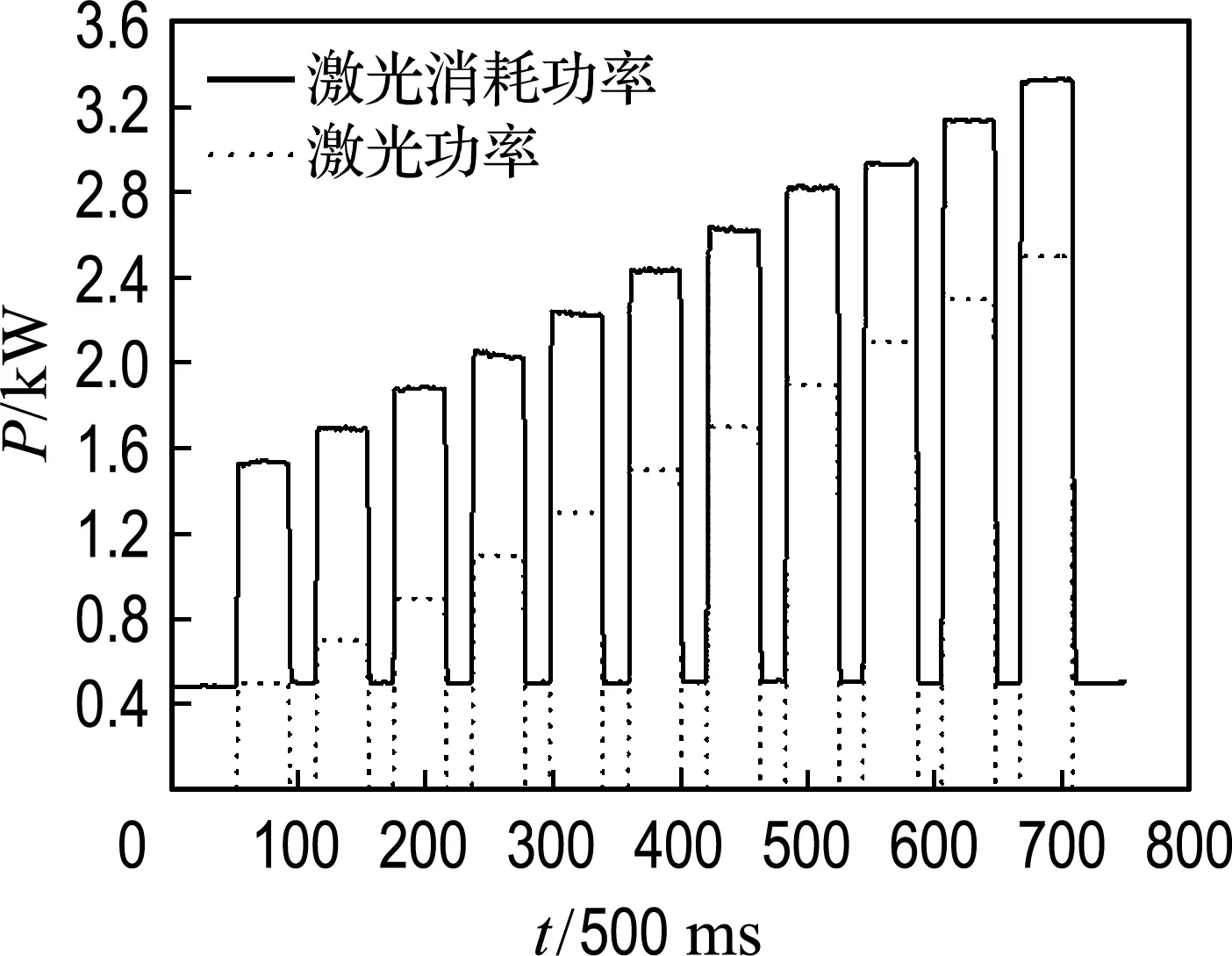
圖1 激光功率與激光消耗功率對比Fig.1 The comparison between laser power and laser consumption power
Elw=Plwtlw
(3)
式中:Plw、tlw分別為激光器待機功率、待機時間.
由圖1可以得到圖2的激光功率和激光消耗功率之間的關系曲線.可以看出激光功率與激光消耗功率之間存在一個雙射函數,即
Plc=f(Pl)
(4)
則激光器熔覆能耗為

(5)
式中:Plc、Pl、tlm分別為激光消耗功率、激光功率、激光熔覆時間.
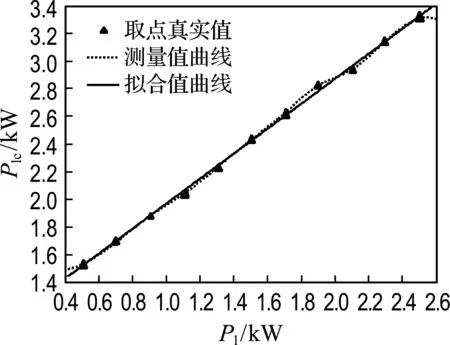
圖2 激光功率和激光消耗功率的關系曲線Fig.2 The relationship curves of laser power and laser consumption power
激光熔覆作為一種增材制造技術是通過逐層制造的原理進行工作的,所以有必要研究層間能耗情況.以激光功率1 200 W單道熔覆316L不銹鋼鐵粉為例進行研究,熔覆長度30 mm,熔覆20層,用功率計測量功耗情況,OriginPro數值處理軟件處理數據得到圖3.圖中虛線部分為層間停隔消耗功率,為1 100 W,經過大量實驗可得,此值為定值,是激光發生系統的自身特點所致,與工藝參數的選擇無關,此處不作深層次的研究.則激光器層間停隔能耗可表示為

(6)
式中:Pls、tls分別為層間激光消耗功率、層間停隔時間.
綜上所述可得激光發生器加工過程總能耗為
El=Elw+Elm+Els=
(7)

圖3 層間激光消耗功率Fig.3 Laser consumption power between cladding layers
1.2 冷卻系統能耗建模
激光熔覆過程使用高功率激光,在電能轉化為激光能的過程中,一大部分能量由于焦耳效應而丟失[7],這部分能量單靠對流形式遠不足以散失,因此有必要借助外界冷卻系統進行降溫冷卻以保護激光單元內部部件以及熔覆頭部分.圖4展示了關于冷卻系統在冷卻過程中消耗電功率的情況,容易看出,冷卻系統有兩個工作狀態:一個是待機狀態,此狀態大約消耗功率500 W;另一個是冷卻工作狀態,此狀態大約消耗功率2 450 W.因此冷卻系統能耗可由下式表示:
Ecool=Ecs+Ecw
(8)
Ecool=Pcstcs+Pcwtcw
(9)
式中:Ecs、Ecw、Pcs、Pcw、tcs、tcw分別為冷卻系統待機能耗、工作能耗、待機消耗功率、工作消耗功率、待機時間、工作時間.
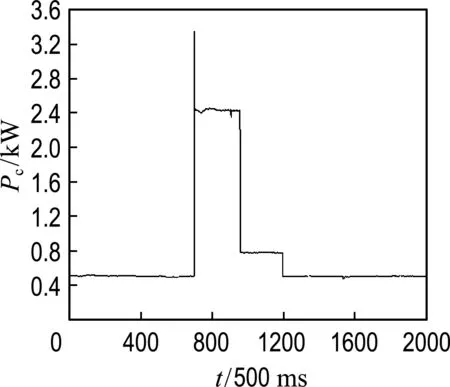
圖4 冷水機功耗曲線Fig.4 The curve of chiller consumption power
為了確定冷卻系統的冷卻時間,可以利用熱力學的相關知識,在此假設所有能量轉換過程的能量損失都被冷卻系統的冷卻水消耗掉,因此,可以用以下公式確定冷卻時間:
(10)
式中:vf、ρ、c、ΔT分別為冷卻水的流速、冷卻水的密度、冷卻水的比熱容、冷卻水的溫差(即當冷卻水設定為21 ℃,實際溫度為21.5 ℃時,冷水機開始工作,使其降至20.5 ℃,因此ΔT=1 K).
1.3 機械臂控制柜能耗建模
為了闡述方便,將機械臂熔覆頭在起點的位置定義為原點(如圖5中A點),激光經過熔覆頭即將開始熔覆工作時熔覆頭的位置稱為設置起始點(如圖6中B點).機械臂控制柜通過控制六軸系統來控制機械臂的運動,使激光束能在基體表面按照規劃的路徑精確掃描,做到柔性加工,由于每根軸的運動狀態不同,其耗能情況也極其復雜,因而本文將其看作一個整體,根據宏觀狀態變化引起的功耗變化來研究控制柜的能耗情況.按工作原理可以將控制柜的耗能表示為
Econ=Econs+Econw
(11)
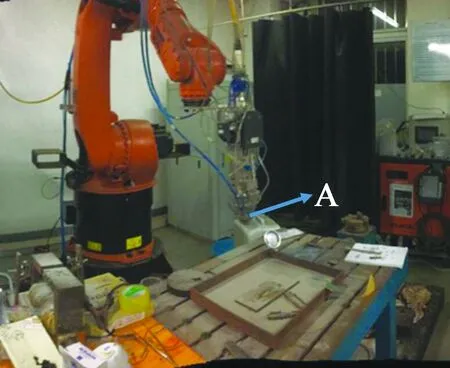
圖5 熔覆頭原點位置Fig.5 Home position of cladding head
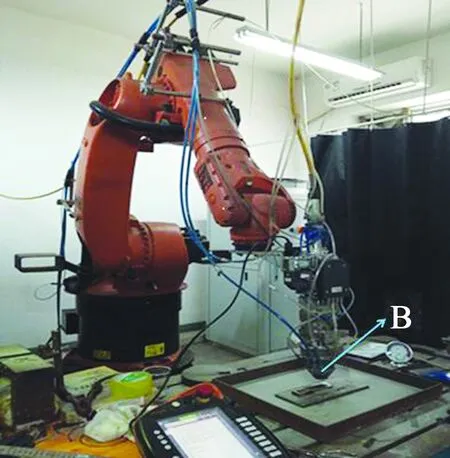
圖6 熔覆頭設置起始點位置Fig.6 Setting original position of cladding head
式中:Econs、Econw分別為機械臂控制柜待機能耗、工作能耗.
為了研究影響控制柜耗能因素,選取激光功率、掃描速度、送粉速率3個主要影響因素,設計正交實驗L16,進行長為30 mm的316L不銹鋼鐵粉的單道熔覆實驗,實驗設計如表1所示.
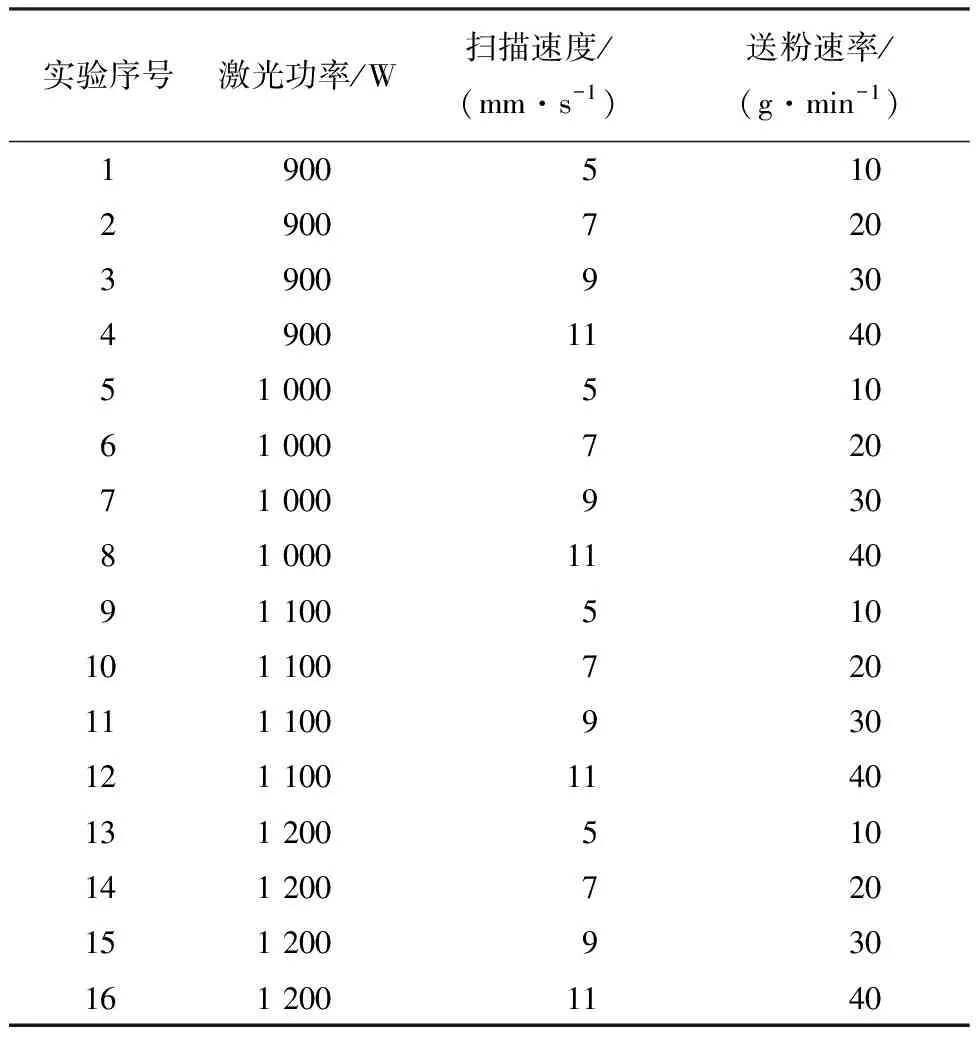
表1 正交實驗安排
由正交實驗研究發現激光器控制柜的能耗情況只與機械臂的位置變動有關,由于篇幅有限,詳細探討過程不在此展示,圖7表示了控制柜完成一個完整工作行程的功耗情況.
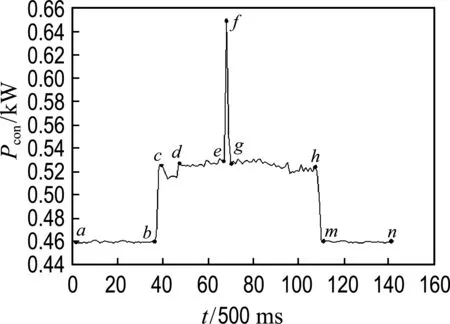
圖7 控制柜功耗Fig.7 Control cabinet consumption power
如圖所示,a—b和m—n兩段表示控制柜的待機狀態,當熔覆頭從原點A位置走到設置起始點B位置時,功率從待機功率上升到工作功率(圖中b—c),此過程需要1~2 s,然后出現了4~5 s的運動轉換過程(圖中c—d),此階段有大約10 W的功率波動.從d點開始進入熔覆過程,熔覆頭做水平直線勻速運動,熔覆過程結束后,機械臂維持當前狀態,其功耗并未出現變化,直到熔覆頭從B位置重新回到A位置,此過程功率出現最大躍動點,即圖中的f點,然后歸于靜止.整個過程(圖中e—f—g)耗時1~2 s,其中到達A位置后,機械臂內部六軸系統依然耗功以完成狀態轉換過程(圖中g—h),大約20 s后,機械臂控制柜重回待機狀態(圖中m—n).
由以上工作原理分析以及大量實驗歸納,本文對其復雜的實際工作過程進行如下簡化處理以得到可利用的理論模型:
(1)躍動過程e—f—g由于時間過短,對整個能耗結果影響不大,因此本次能耗建模將其簡化忽略不計;
(2)波動過程c—d由于其功率降低不大,對整個能耗結果影響不大,將其與d—e段看作同樣的功耗情況,因此將兩段看作一個整體進行建模分析;
(3)由以上兩項處理可得,工作狀態能耗中影響能耗的主要位置因素轉換為時間因素,而功率消耗為常值.
因此,機械臂控制柜待機能耗和工作能耗為
Econs=Pconstcons
(12)
Econw=Pconwtconw
(13)
式中:Pcons、Pconw、tcons、tconw分別為機械臂控制柜待機功率、工作功率、待機時間、工作時間.
機械臂控制柜的工作時間由達到f點之前和之后兩部分構成,在達到f點之前,一部分時間由熔覆時間決定,熔覆時間由掃描速度和熔覆長度共同決定,另一部分時間則取決于六軸系統的內部消耗情況,跟系統有關;在達到f點之后,機械手臂為了達到原始平衡位置而持續耗功,此段時間由實驗數據分析可知為定值,因此工作時間為
tconw=l/v+k1+k2
(14)
式中:l/v+k1表示f點之前的工作時間,k2表示f點之后的工作時間,l是熔覆層的長度,v是激光掃描速度,k1、k2為六軸系統控制機械臂下降、上升固定消耗時間常數,其值只與系統有關.
因此可得機械臂控制柜的能耗為
(15)
式中:n是熔覆層數,tls是層間停隔總時間,N是機械臂上升、下降的次數.
1.4 送粉系統
送粉系統由送粉器、氣路裝置以及激光熔覆頭等部件構成,雙料倉負壓式送粉器采用載氣式送粉結構,利用惰性氣流的動能使散粒物料呈懸浮狀態隨氣流沿管道輸送至激光熔覆頭,配置同軸熔覆頭可以實現長距離的粉末輸送,實現激光熔覆的同步送粉.
送粉系統的整體能耗由兩部分構成,即
Ep=Eps+Epw
(16)
式中:Eps、Epw分別為送粉系統待機狀態能耗、送粉狀態能耗.
根據其工作原理可知送粉系統由待機狀態轉變為送粉狀態實質是送粉器內部流量計開關打開使惰性氣體進入氣路管道中以實現粉末的輸送,因此僅僅是開關的開閉引起送粉系統電功率的起伏變化,此變化不僅數值較小而且時間較短,因而可將整個過程看作恒功率工作,則式(16)轉化為
Ep=Kptpon
(17)
式中:Kp是送粉系統的功率常數,其值大小與送粉器本身有關,單位為功率單位;tpon是送粉器開機總時間.
1.5 輔助系統能耗建模
激光熔覆系統的輔助系統是指對激光熔覆過程起輔助作用的系統,如數控系統、空調系統、除濕系統等,輔助系統在工作時其功率基本保持不變,因此:
(18)
1.6 激光熔覆系統能耗模型
根據以上對激光熔覆系統激光發生器、冷卻系統、機械臂控制柜、送粉系統以及輔助系統等5部分進行的能耗建模分析可得到激光熔覆系統整機能耗模型,即
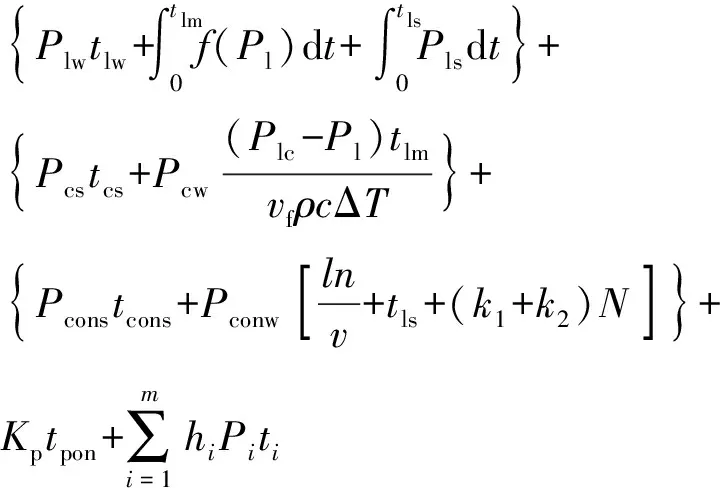
(19)
1.7 比能耗建模
根據1.1~1.6節激光熔覆系統能耗建模的分析以及文獻[9]中所用的方法,本文采用式(20)進行比能耗的計算,其推導過程由于篇幅有限不在此贅述.
(20)
其中es為比能耗(specific energy consumption),M為熔覆層質量.
生產率可用下式計算:
(21)
其中Q為生產率(process productivity),tm為加工時間.
2 實驗驗證
2.1 實驗安排
本實驗中激光熔覆系統采用鞍山煜宸科技有限公司為大連理工大學制造的RS-LCD-4000-D-R型光纖激光熔覆系統,將PA2000mini功率分析儀連接于設備總線處,用以測量機床功率消耗,通過PAM功率分析儀管理軟件將電腦和功率儀相連,實現遠程控制,采集數據.具體實驗布置及接線如圖8所示.本實驗熔覆的基體材料與送入熔覆材料均為316L不銹鋼,主要成分如表2所示.實驗任務是在120 mm×10 mm×10 mm的基體上熔覆一個長為80 mm,熔覆層為20層的單道多層試件,相關工藝參數如表3所示,熔覆過程如圖9所示.
2.2 能耗預測過程與結果
依據第1章所建能耗模型,對此實驗過程進行能耗預測.
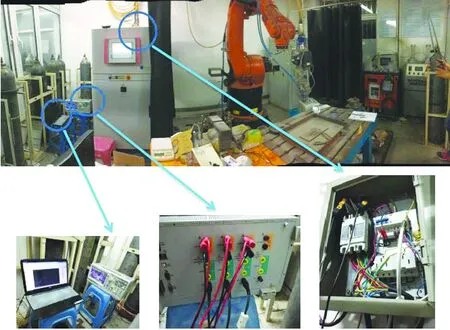
圖8 實驗裝置及接線總圖Fig.8 Diagram of experimental equipment and wiring

表2 316L不銹鋼主要成分
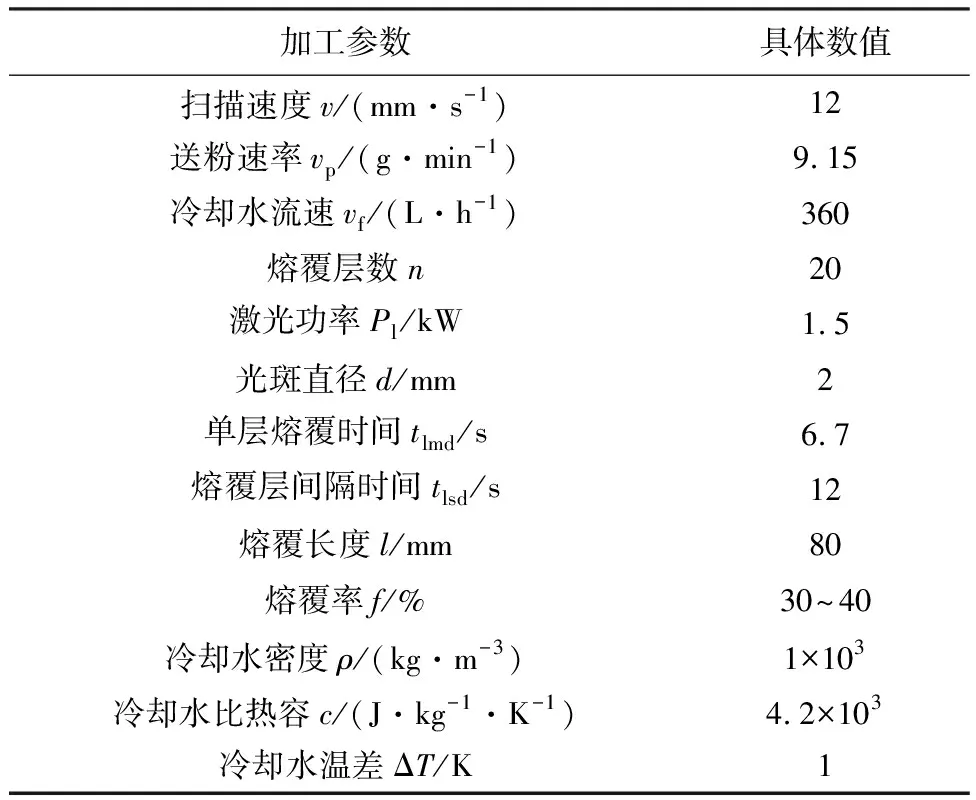
表3 工藝參數表
步驟1設計加工工藝路線,如圖10所示.
步驟2根據能耗模型進行能耗預測.
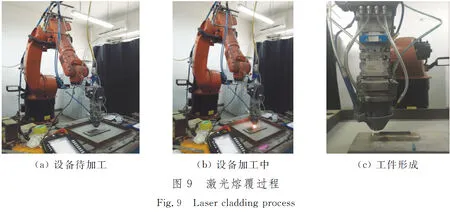
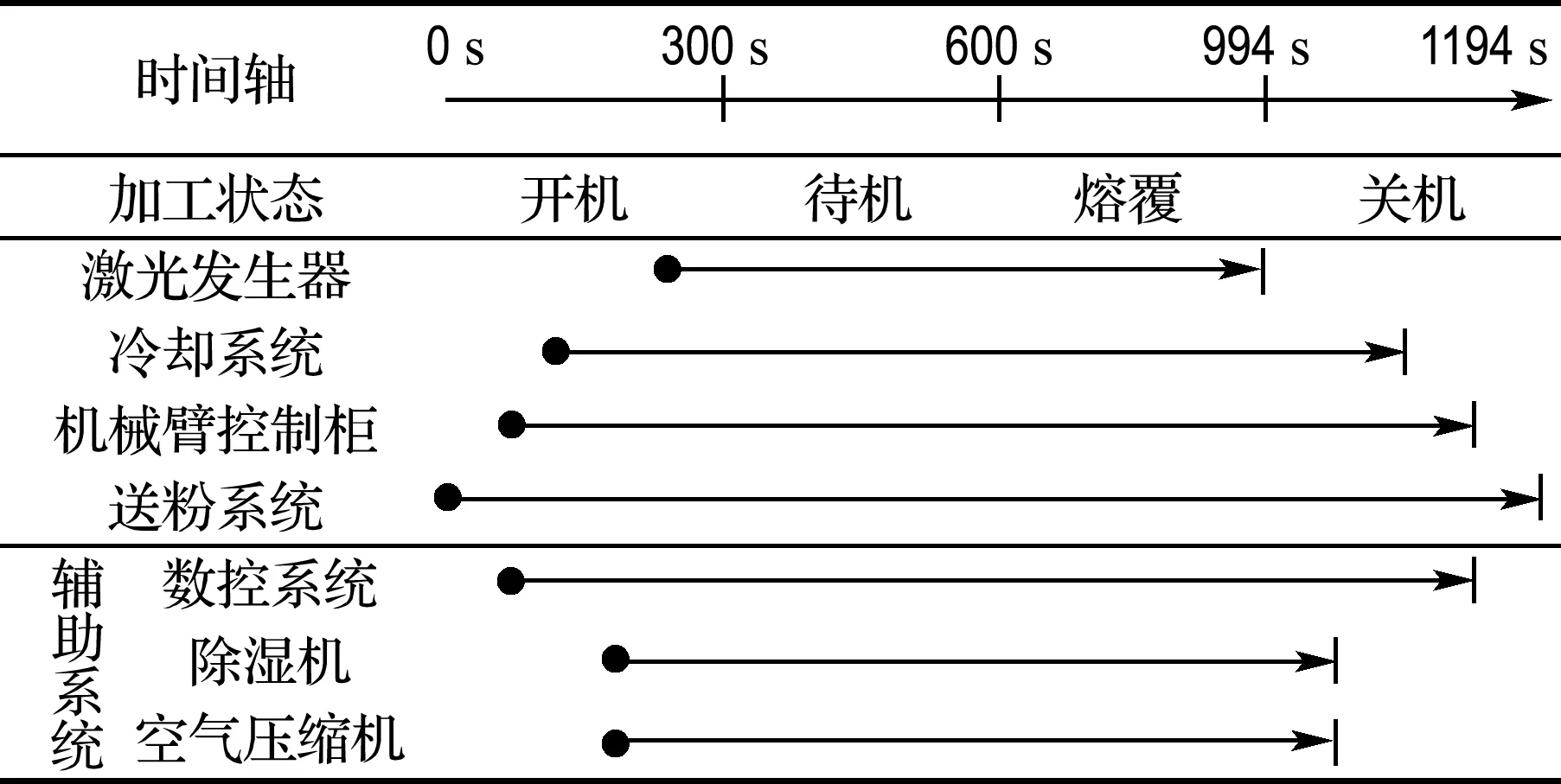
圖10 激光熔覆過程加工工藝路線Fig.10 Laser cladding processing routes
(1)激光發生器能耗預測:利用Matlab數值分析軟件的曲線擬合功能,可以得到本實驗所用激光器的具體雙射函數為
Plc=f(Pl)=0.900 7Pl+1.068
(22)
因而得到激光消耗功率為2.419 kW,然后根據式(7)以及工藝參數和工藝路線,得到激光發生器的預測能耗為0.778×106J.
(2)冷卻系統能耗預測:根據式(9)、(10)以及本實驗設備相關參數(見表3)可以對冷卻系統能耗進行預測,計算過程由于篇幅有限不再贅述,結果為1.058×106J.
(3)機械臂控制柜能耗預測:本設備中機械臂下降、上升固定消耗時間常數k1、k2分別為11 s、20 s,且下降、上升1次,由式(11)~(15)預測得到其能耗為0.526×106J.
(4)送粉系統能耗預測:本實驗研究中使用的是RACHAM公司生產的RC-PF-01B-2雙料倉負壓式送粉器,其Kp為90 W,工作原理如1.4節分析,根據式(16)、(17)所建能耗模型進行送粉系統能耗預測得到預測值為0.107×106J.
(5)輔助系統能耗預測:鞍山煜宸科技有限公司為大連理工大學制造的激光熔覆系統中輔助系統有數控系統、空調系統、除濕系統、空氣壓縮系統以及照明系統等,則式(18)可表示為
Eaux=Pcomtcom+Paircontaircon+Pdehumtdehum+
Pcomptcomp+Plighttlight
(23)
式中:Pcom、Paircon、Pdehum、Pcomp、Plight分別為數控系統、空調系統、除濕系統、空氣壓縮系統、照明系統的消耗功率;tcom、taircon、tdehum、tcomp、tlight分別為數控系統、空調系統、除濕系統、空氣壓縮系統、照明系統的工作時間.
由此得到輔助系統的能耗預測值為0.724×106J.
步驟3實測能耗值與預測能耗值對比.
由步驟2可以得到激光熔覆系統整機能耗預測值,將相關結果與實測能耗值展示于表4中,結果顯示,模型預測能耗值為3.193×106J,實測能耗值為3.150×106J,其誤差僅為1.37%.通過熔覆粉末質量相關計算以及式(20)、(21)可以得到比能耗以及生產率(見表4),比能耗誤差為2.17%,生產率誤差為5.15%,由此可以驗證模型的有效性.圖11是Gutowski等于2017年總結整理的各種加工方式生產率及比能耗的對比圖[14],圖中綠色三角形代表本研究的實測值,紅色三角形代表的是預測值.
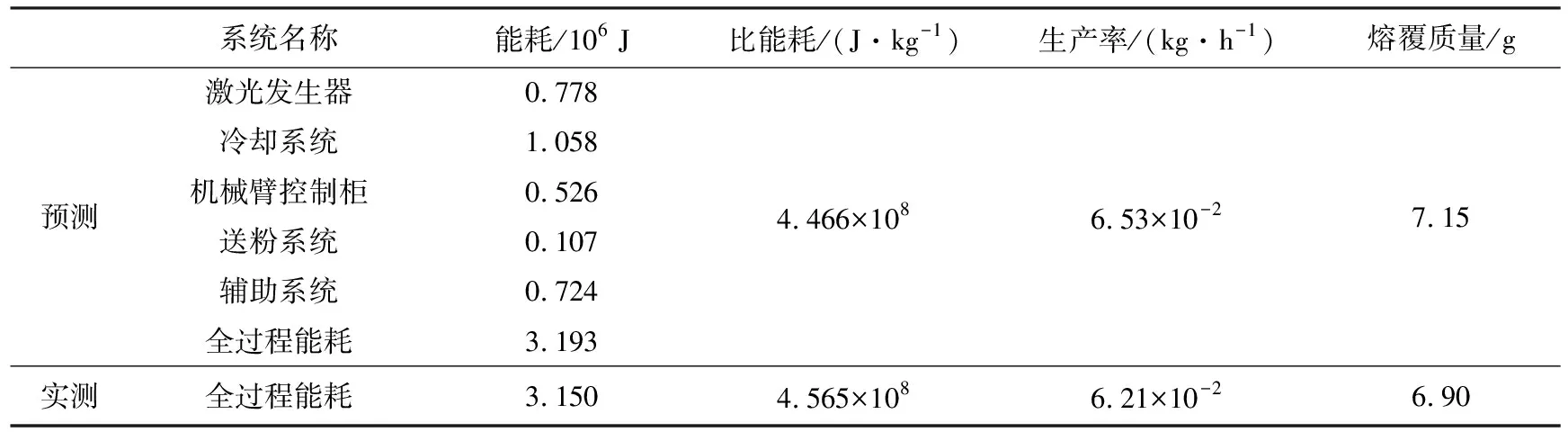
表4 預測能耗與實測能耗對比
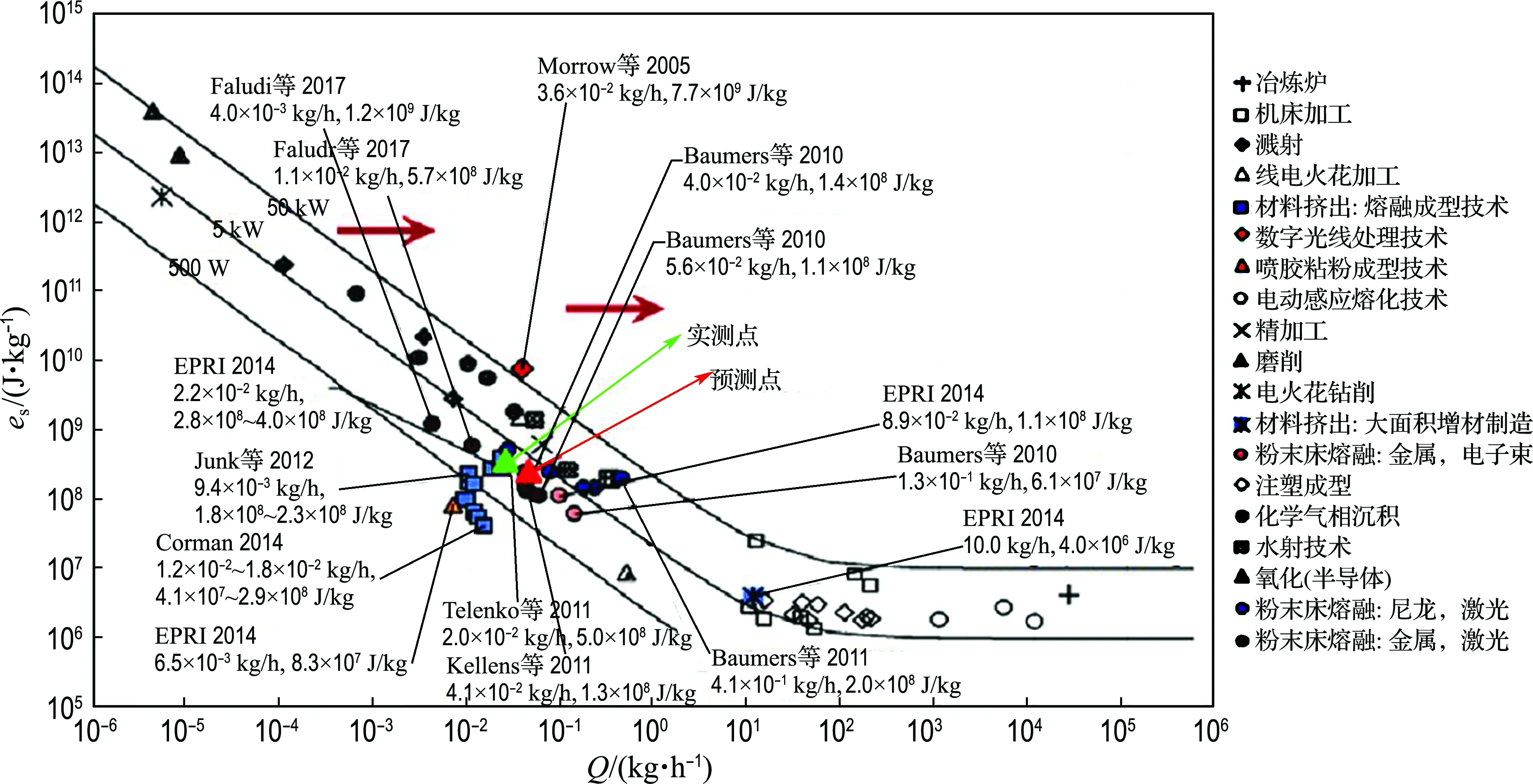
圖11 各種加工方式的生產率及比能耗的對比Fig.11 The comparison among various processing methods of productivity and specific energy consumption
3 結 語
增材制造過程目前還沒有完整的能耗模型,本文以激光熔覆這一典型的增材制造系統為研究對象,根據其工作原理以及能耗特性,將激光熔覆系統整機能耗分為5部分,即激光發生器能耗、冷卻系統能耗、機械臂控制柜能耗、送粉系統能耗以及輔助系統能耗.結合加工原理以及實驗規律對5部分能耗分別建模,從而得到激光熔覆系統整機能耗模型,并以熔覆一個長為80 mm,層數為20的316L不銹鋼試件為例,進行實驗驗證,結果表明在同一設定加工條件下模型預測能耗值為3.193×106J,實測能耗值為3.150×106J,其誤差僅為1.37%,比能耗誤差為2.17%,生產率誤差為5.15%,從而驗證了所建模型的準確性和有效性;并將結果標識在生產率及比能耗的對比圖(圖11)中,再次驗證了本次研究數據的可靠性以及模型的有效性.從圖中可以看到,激光熔覆技術的比能耗(圖中中間部分)與傳統加工技術(圖中右下角部分)相比要高2~3個能量級,屬于高能量密度生產方式,從可持續角度來看,非常有必要探究其耗能機理以減少能耗、提高能源利用率.本研究為后續工藝參數優化、能耗預測等相關工作提供了理論計算基礎,也為其他增材制造過程節能減排、綠色生產、參數優化等方向的研究提供了參考.
[1] 李玉霞. 選擇性激光熔化增材制造碳效率評估方法及應用[D]. 重慶:重慶大學, 2016.
LI Yuxia. Carbon efficiency and application of selective laser melting process for additive manufacturing [D]. Chongqing: Chongqing University, 2016. (in Chinese)
[2] SREENIVASAN R, GOEL A, BOURELL D L. Sustainability issues in laser-based additive manufacturing [J].PhysicsProcedia, 2010,5(1):81-90.
[3] KELLENS K, YASA E, RENALDI R,etal. Energy and resource efficiency of SLS/SLM processes [C] //22ndAnnualInternationalSolidFreeformFabricationSymposium-AnAdditiveManufacturingConference,SFF2011. Austin: University of Texas at Austin, 2011:1-16.
[4] KELLENS K, RENALDI R, DEWULF W,etal. Environmental impact modeling of selective laser sintering processes [J].RapidPrototypingJournal, 2014,20(6):459-470.
[5] KELLENS K, DEWULF W, OVERCASH M,etal. Methodology for systematic analysis and improvement of manufacturing unit process life-cycle inventory (UPLCI) — CO2PE! initiative (cooperative effort on process emissions in manufacturing). Part 1: Methodology description [J].TheInternationalJournalofLifeCycleAssessment, 2012,17(1):69-78.
[6] KELLENS K, DEWULF W, OVERCASH M,etal. Methodology for systematic analysis and improvement of manufacturing unit process life cycle inventory (UPLCI) CO2PE! initiative (cooperative effort on process emissions in manufacturing). Part 2: Case studies [J].TheInternationalJournalofLifeCycleAssessment, 2012,17(2):242-251.
[7] LE BOURHIS F, KERBRAT O, HASCOET J Y,etal. Sustainable manufacturing:Evaluation and modeling of environmental impacts in additive manufacturing [J].TheInternationalJournalofAdvancedManufacturingTechnology, 2013,69(9/10/11/12):1927-1939.
[8] LUO Yanchun, JI Zhiming, LEU M C,etal. Environmental performance analysis of solid freedom fabrication processes [C] //Proceedingsofthe1999IEEEInternationalSymposiumonElectronicsandtheEnvironment. Piscataway: IEEE, 1999:1-6.
[9] LUO Yanchun, LEU M C, JI Zhiming. Assessment of environmental performance of rapid prototyping and rapid tooling processes [Z]. Newark: Department of Mechanical Engineering, New Jersey Institute of Technology, 1999:783-791.
[10] MOGNOL P, LEPICART D, PERRY N. Rapid prototyping:Energy and environment in the spotlight [J].RapidPrototypingJournal, 2006,12(1):26-34.
[11] BAUMERS M, TUCK C, WILDMAN R,etal. Transparency built-in:Energy consumption and cost estimation for additive manufacturing [J].JournalofIndustrialEcology, 2013,17(3):418-431.
[12] BAUMERS M, TUCK C, HAGUE R,etal. A comparative study of metallic additive manufacturing power consumption [C] //21stAnnualInternationalSolidFreeformFabricationSymposium-AnAdditiveManufacturingConference,SFF2010. Austin:University of Texas at Austin, 2010:278-288.
[13] BAUMERS M, TUCK C, WILDMAN R,etal. Energy inputs to additive manufacturing: Does capacity utilization matter? [C] //22ndAnnualInternationalSolidFreeformFabricationSymposium-AnAdditiveManufacturingConference,SFF2011. Austin: University of Texas at Austin, 2011:30-40.
[14] GUTOWSKI T, JIANG Sheng, COOPER D,etal. Note on the rate and energy efficiency limits for additive manufacturing [J].JournalofIndustrialEcology, 2017,21:S69-S79.
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
工業設計(2022年8期)2022-09-09 07:43:20
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
發明與創新(2016年38期)2016-08-22 03:02:52
