選區激光熔化成型316L不銹鋼微觀組織及拉伸性能分析
2018-01-03 07:42:00劉鵬宇蔡偉軍肖夢智張瑞華屈岳波
電焊機 2017年9期
關鍵詞:不銹鋼
尹 燕 ,劉鵬宇 ,路 超 ,蔡偉軍 ,肖夢智 ,3,張瑞華 ,屈岳波
(1.蘭州理工大學省部共建有色金屬先進加工與再利用國家重點實驗室,甘肅蘭州730050;2.中國鋼研科技集團有限公司,北京100081;3.陽江市五金刀剪產業技術研究院,廣東 陽江529533)
選區激光熔化成型316L不銹鋼微觀組織及拉伸性能分析
尹 燕 1,劉鵬宇 1,路 超 1,蔡偉軍 1,肖夢智 1,3,張瑞華 2,3,屈岳波 2,3
(1.蘭州理工大學省部共建有色金屬先進加工與再利用國家重點實驗室,甘肅蘭州730050;2.中國鋼研科技集團有限公司,北京100081;3.陽江市五金刀剪產業技術研究院,廣東 陽江529533)
選區激光熔化技術在復雜零部件的制造領域顯示出強大的優勢,但打印件的組織與綜合性能還有待于進一步優化。采用選區激光熔化技術制備了316L不銹鋼的拉伸試樣,分析了試樣不同區域的組織特征,測試了其拉伸力學性能。結果表明,其組織形貌主要為胞狀晶,但在某些“微熔池”內晶粒生長方向不相同,近乎于相互垂直,從而在同一視野中呈現出典型的細小柱狀晶(亞晶)和近似六邊形“胞晶”共存的組織特征。試樣的抗拉強度與傳統工藝相比有較大提高,但延伸率有所降低。這主要是由于選區激光熔化是快速熔化與冷卻凝固的過程,其選區熔化的特征使得不同區域的激光入射角度、選區熔化掃描方式、“熔池”散熱條件各不相同,導致不同區域呈現復雜的結晶過程,形成不同特征的微區組織。由于冷卻速度較快,所得細小柱狀晶的直徑為亞微米級,致密分布,顯著提高了材料的抗拉強度。但由于晶粒生長明顯的方向性,使得拉伸過程中晶粒在不同方向的塑性變形不均勻,相互牽制,加之熔合線界面處不可避免的內應力,導致延伸率降低。
選區激光熔化;不銹鋼;微觀組織;拉伸性能
0 前言
金屬3D打印技術是新近發展起來的一種增材制造技術[1-2]。其中激光3D打印又稱選區激光熔化成形,是通過計算機控制高能激光作為能量源,對原始粉體進行逐層選區熔化成形,最終形成任意形狀的三維零部件[3]。一般不需要或很少需要熱處理強化或二次熔浸等輔助工藝,可以成形復雜形狀的零部件,包括金屬、合金以及金屬基復合材料[4]。近年來,諸多研究單位利用選區激光成形工藝制備了具有良好綜合性能的金屬或合金塊體材料和零件,特別是得益于高能激光器的不斷發展,成形W和Ta等難熔金屬材料也成為可能[5-6]。因此,金屬選區熔化技術在復雜形狀零部件的制造領域顯示出強大的優勢,但金屬制備件的組織和綜合力學性能還有待于進一步優化[7]。
金屬的組織結構決定其使用性能,弄清選區激光熔化過程中金屬的微區結晶行為,通過適當調節工藝,優化成形過程中的組織結構,是提高金屬打印件綜合性能的根本。本研究采用選區激光熔化技術制備了316L不銹鋼的拉伸試樣,研究其微觀組織和拉伸力學性能,分析了不同區域的組織特性、形成機理及其對拉伸力學性能的影響,以期為金屬打印件的組織與性能控制探尋試驗與理論依據。
1 試驗設備、材料和方法
1.1 試驗設備和儀器
試驗采用的選區激光熔化設備為激光快速成型機SLM-280,此設備主要包含成型室與循環凈化、成型缸與活塞驅動、精密光路與激光器、鋪粉系統、控制柜及配套軟件等功能模塊系統。掃描速度100~7 000 mm/s范圍內可調,成型精度達±0.1 mm,打印層厚20~80 μm。系統擁有高速、高精度的振鏡掃描單元以及精準的激光功率控制器,保證在掃描范圍內的激光斑點功率密度幾乎一致。采用材料萬能拉伸試驗機測試拉伸力學性能,采用Quanta FEG450型場發射掃描電鏡觀察顯微組織。
1.2 試驗材料及工藝參數
打印原材料為-200~+600目316L不銹鋼粉末,表1為粒度分布及松裝密度,表2為選區激光熔化工藝參數。

表1 316L不銹鋼粉末粒度分布及松裝密度Table 1 Particle size distribution and loose packed density of 316L stainless steel powder
表2 選區激光熔化工藝參數Table 2 Selective laser melting process parameters
2 試驗結果和討論
2.1 組織及形貌特征
試樣垂直于激光掃描方向的SEM二次電子組織形貌低倍照片如圖1所示。從圖1中可看到清晰、細小的魚鱗狀界面,其形成原因主要是由于3D打印過程中,激光光斑逐點熔化粉末顆粒形成的“微熔池”依次由點到線、由線到面,再由面到體凝固重疊所致。由圖1可知,雖然打印過程中激光光斑形狀和尺寸是恒定的,但不同“微熔池”凝固后的形貌不完全相同。呈現出熔合線平直拉長和較大幅度凸起兩種不同的形貌特征,且大小不一。分析認為,這主要是由于打印過程中溫度積累、粉層金屬粉末顆粒分布不均勻及散熱條件的變化導致不同“微熔池”表面張力改變所致。

圖1 選區激光熔化成型試樣宏觀組織Fig.1 Macrostructure oftheselective lasermelting forming sample
通過放大觀察發現,3D打印試樣不同區域的組織分布主要呈現出3類典型形貌特征。第一類結晶形貌的SEM形貌照片如圖2所示。由圖2可知,組織特征為典型的胞狀結晶形貌。圖2b與圖2c所示為選區熔化過程中形成的胞狀晶,“微熔池”內細小柱狀晶即亞晶的直徑約為0.3~0.5 μm,晶粒間結合緊密,沿垂直于熔合線或與熔合線成一定夾角進行擇優生長。分析認為,其結晶方式是以熔合區為基底的非均勻形核結晶生長,在“微熔池”內,熔池中的熱量主要通過基底與已凝固的部分向基板擴散,在垂直于掃描方向有很大的過冷度,因此形成了如圖2所示的結晶形貌。
激光選區熔化兩個結合層之間的熔合線呈現弧形,這是由選定的高斯激光模式所致,高斯激光模式中間能量最高,兩端逐漸降低,由于能量不同,對熔化區的深度會造成一定影響,因此兩個結合層之間呈現弧形。
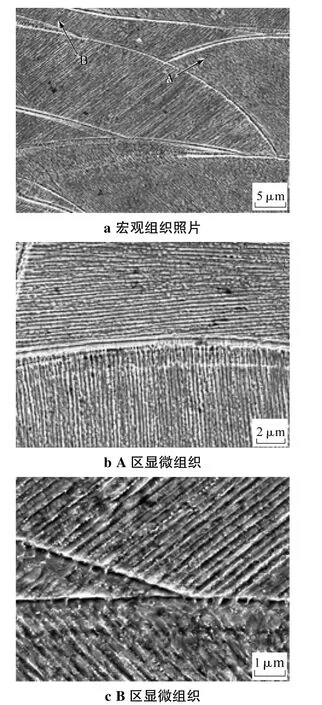
圖2 第一類結晶形貌照片Fig.2 Firstkindofmicrostructureofthelaserselectmelting forming
圖3為第二類結晶形貌的SEM照片,圖3a和3b為不同放大倍數的宏觀組織照片,圖3c為C區組織局部放大圖,圖3d為D區組織局部放大圖。從圖中可看出,該區域的組織特征與圖2一致,均為胞狀結晶形貌,但細小柱狀晶的方向發生了變化。首先,同一“微熔池”內出現了不同角度的生長方向,互相形成了大角度晶界。“微熔池”受激光模式的影響在熔池表面存在表面張力梯度,在表面張力梯度的作用下熔池內發生對流,在這個過程中流動的熔流一方面會造成熔池的部分變形,另外一方面改變了散熱方向,造成同一個“微熔池”內顯示出不同的生長方向(見圖3b)。由于細小柱狀晶生長方向的不同導致耐蝕性有所差異,因此在相同的腐蝕條件下,腐蝕程度不同,從而使照片中呈現出不同的亮暗區,如圖3a中的C區、D區;其次,在相鄰“微熔池”之間細小柱狀晶呈現出顯著的外延生長特性,分析認為由于激光能量較高,熔化上一層細小柱狀晶形成熔合區,由于作用時間極短,熔合區上殘留了一些細小柱狀晶的特征,并且固液界面前沿存在著很大的正溫度梯度,一般不會出現形核現象。“微熔池”內部的金屬液便以殘留的細小柱狀晶特征為襯底進行外延生長,就形成如圖3b所示的組織形貌。

圖3 第二類結晶形貌照片Fig.3 Second kind of microstructure of the laser select melting forming
第三類結晶形態的SEM照片如圖4所示。

圖4 第三類結晶形貌照片Fig.4 Third kind ofmicrostructure of the laser select melting forming
對比圖2、圖3、圖4可知,在第三類結晶形態中除了典型的胞狀晶(圖4a中的E區),也出現了胞晶織形貌,尺寸在亞微米級別,且這兩種組織形貌出現于同一“微熔池”內(圖4a中的F區、H區),但其分布規律不同于典型的鑄錠三晶區的分布規律[7]。分析認為,圖4中出現的胞晶為細小柱狀晶的截面,胞晶形狀近似六邊形,具有最小的界面能,晶粒處于相對穩定的平衡狀態。通過觀察可以發現圖4b周圍的溫度受激光照射角度、鋪粉不均等影響,溫度場發生變化,引起固液界面前沿的溫度梯度發生變化,向利于枝晶的方向發展,但受到整體過冷度的影響呈現出強制晶體生長的結晶現象,便出現了圖4b中的胞狀樹枝結晶的組織形貌。
2.2 物相分析及微區成分
選區熔化成型試樣的XRD譜如圖5所示,由圖5可知,316L粉末經激光選區熔化成型后其組成相為奧氏體。
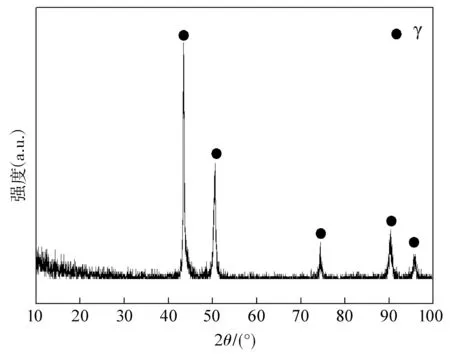
圖5 試樣XRD譜Fig.5 XRD pattern of the sample
典型區域的微區成分EDS線分析結果如圖6所示。由圖6可知,在所分析的微區,雖然組織形貌在表象上有差異,但并未出現成分偏析的現象。
從XRD譜和能譜微區分析結果可見,316L不銹鋼粉末經快速選區激光熔化成形后,組織為單相奧氏體,與常規方法相同。
2.3 拉伸力學性能分析
在相同條件下對3組試樣進行拉伸試驗,圖7為典型的拉伸應力-應變曲線,拉伸力學性能如表3所示。由圖7可知,試樣在拉伸過程中未出現明顯的屈服平臺。

表3 拉伸件力學性能Table 3 Tensile properties
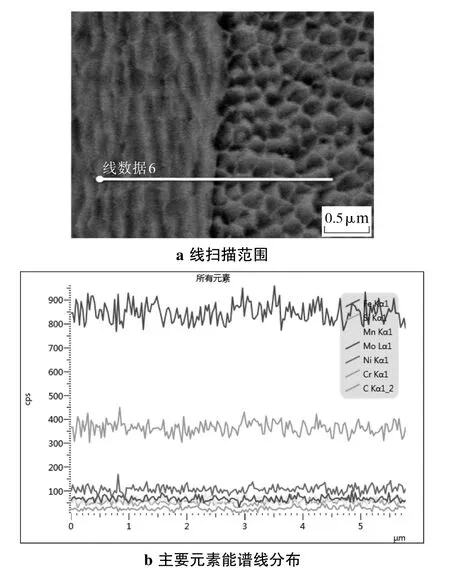
圖6 典型微區能譜線分析結果Fig.6 Result of micro-zone EDS analysis
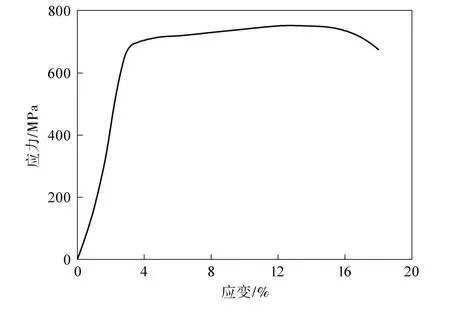
圖7 316L拉伸應力-應變曲線Fig.7 Tensile curves of 316L steel
由表3可知,激光選區熔化成形316L的屈服強度為667.10 MPa,最高抗拉強度為752.98 MPa,延伸率為18.20%,與普通的316L不銹鋼相比,強度明顯升高。拉伸強度的提高歸功于細小晶粒的致密排列。但由于細小柱狀晶生長具有明顯的方向性,力學性能不可避免的出現各向異性。拉伸過程中,不同方位晶粒沿拉伸方向的塑性變形能力不一致,會產生相互牽制,使得材料的整體變形不均勻,導致塑性下降。另一方面,激光選區熔化成型件由眾多尺寸微小的凝固點相互疊加而成,形成了大量的魚鱗狀界面。與常規鑄、軋態材料相比,除了晶界外又多出了大量熔合線,界面處不可避免的內應力也會導致材料拉伸強度升高。
2.4 室溫斷口分析
不同放大倍數下的拉伸斷口形貌如圖8所示,由圖8a可見斷口相對平齊,但存在明顯的撕裂棱,經放大后可觀察到明顯的韌窩,見圖8c。這表明激光選區熔化成形316L不銹鋼拉伸斷裂為韌性斷裂。

圖8 拉伸斷口形貌Fig.8 Tensile fracture morphology
3 結論
(1)激光選區熔化成形件主要為胞狀結晶形態,微熔池內部的細小的柱狀晶直徑約為0.3~0.5 μm,斷面呈近似六角形。
(2)組織形貌呈現3類典型特征:打印初期層面中,同一微熔池內細小柱狀晶的生長方向一致,以熔合區為基底沿垂直于熔合線或與熔合線成一定的夾角進行擇優生長;隨著打印層數增加,同一微熔池內的亞晶受散熱方向的影響,互相形成了大角度晶界進行生長;第三類形貌中由于細小柱狀晶的位向不同,斷面呈現近似六角的形狀,且部分細小柱狀晶有向枝晶發展的趨勢,受過冷度的影響,生長受到限制。
(3)與常規方法制備的316L不銹鋼相比,激光選區熔化成形件的拉伸強度較高,但塑性略微下降,源于其特殊的組織結構。
(4)激光選區熔化成形件拉伸過程中呈現韌性斷裂模式。
[1]魏青松,文世峰.粉末激光熔化增材制造技術[M].武漢:華中科技大學出版社,2013:1-11.
[2]吳懷宇.3D打印:三維智能數字化創造[M].北京:電子工業出版社,2014:30-75.
[3]康凱.選區激光成形用18Ni-300粉末特性及成形件組織結構的研究[D].重慶:重慶大學,2014.
[4](美)胡迪·利普森,梅爾芭·庫曼.3D打印:從想象到現實[M].北京:中信出版社出版社,2014:1-98.
[5]Rehme O,Emmelmann C.Reproducibility for properties of selective laser melting products[C]//Proceedings of the Third International WLTConference on Lasers in Manufacturing.2005:1-6.
[6]孫曉.選區激光成形用IN718合金粉末特性及成形件組織結構的研究[D].重慶:重慶大學,2014.
[7]崔忠圻,覃耀春.金屬學與熱處理[M].北京:機械工業出版社,2007:32-59.
Microstructure and tensile properties of selective laser melting forming 316L stainless steel
YIN Yan1,LIU Pengyu1,LU Chao1,CAI Weijun1,XIAO Mengzhi1,3,ZHANG Ruihua2,3,QU Yuebo2,3
(1.State Key Laboratory of Advanced Processing and Recyclingof Nonferrous Metals,Lanzhou University of Technology,Lanzhou 730050,China;2.China Iron&Steel Research Institute Group,Beijing 100081,China;3.Hardware Knife Cut Industrial Technology Research Institute Yangjiang,Yangjiang 529533,China)
The selective lasermelting technology shows greatadvantagesin the field of manufacturing of complex parts,but the organization and the comprehensive performance of a printed copy remains to be further optimized.Specimens of 316L stainless steel is fabricated by selective laser melting technology,the microstructure characteristics of different regions are analyzed,the tensile mechanical properties are tested.The results show that the morphology is mainly columnar crystal,but in some"micro pool"the grains growth directions are not the same,and almost perpendicular to each other,which shows the organizational characteristics of coexistence of typical fine columnar crystals(subgrain)andhexagonal"cellularcrystal"inthesamefieldofvision.Comparingwiththetraditionaltechnology,thetensilestrength of specimen greatly improves,but the elongation decreases.This is mainly due to the selective laser melting process is rapid melting and solidification,the selective melting features makes the laser incident angle in different regions,selective melting scan method and"pool"cooling conditions vary,which leads to complicated crystallization process in different regions and forms micro area organizations with different characteristics.Because of fast cooling speed,the diameter of fine columnar crystal is submicron,and dense distribution,which significantly enhances the tensile strength of material.However,due to the obvious directionality of grain growth,the plasticity deformation of grains in different directions in the process of drawing is not uniform and restrains each other,additionally the inevitable internal stress on the interface of fusion line,resulting in a reduce in elongation.
selective laser melting;stainless steel;microstructure;tensile properties
TG456.7
A
1001-2303(2017)09-0069-06
10.7512/j.issn.1001-2303.2017.09.14
本文參考文獻引用格式:尹燕,劉鵬宇,路超,等.選區激光熔化成型316L不銹鋼微觀組織及拉伸性能分析[J].電焊機,2017,47(09):69-74.
2017-06-11
廣東省2015年省前沿與關鍵技術創新專項資金(重大科技專項)項目資助(2015B010123002);陽江市2015年度新型研發機構建設、工程技術研究開發中心建設、企業實驗室專項資金項目資助(2015019);陽江2016年科技發展專項資金(協同創新與平臺環境建設方向)資助(2060502);蘭州理工大學學生科技創新基金資助項目(S20)、“廣東省”揚帆計劃引進創新創業團隊專項資助(2015YT02G090)
尹 燕(1973—),女,博士,教授,主要從事高效率焊接和先進激光加工技術的研究。E-mail:yinyan@lut.cn。
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
