架橋機大臂鋼板開裂分析
2018-01-03 07:42:11
電焊機 2017年9期
(武鋼研究院,湖北 武漢 430080)
架橋機大臂鋼板開裂分析
張彥文,張友登,王志奮
(武鋼研究院,湖北 武漢 430080)
架橋機大臂鋼板在使用過程中發現表面呈方形開裂,但遠未達到設計使用壽命。鋼板材料為低合金結構鋼Q345,其綜合力學性能良好。為了弄清鋼板開裂原因,通過宏觀觀察、掃描電鏡及能譜儀分析、光學顯微分析等對開裂鋼板進行了深入探討,結果表明:鋼板失效屬于疲勞斷裂,疲勞起源于焊縫夾渣,并沿著方形焊縫路徑擴展。焊縫中亦存在馬氏體組織,馬氏體組織較脆,裂紋遇到這種組織也較容易擴展。因此,在循環使用應力作用下,起源于焊渣的疲勞裂紋沿焊縫不斷擴展,最終導致鋼板呈方形斷裂失效。可通過改善焊接工藝、增加焊接線能量以及焊前預熱處理等途徑來防止裂紋產生。
焊縫;疲勞斷裂;焊接夾渣;馬氏體
0 前言
架橋機大臂長期在起重載荷較大的條件下工作,后發現架橋機臂鋼板表面呈方形開裂。鋼板材料為Q345,Q345鋼綜合力學性能良好,可用于中低壓容器、油罐、車輛、起重機、礦山機械、電站、橋梁等承受動載荷的結構、機械零件、建筑結構、一般金屬結構件在熱軋或正火狀態使用[1],化學成分如表1所示。為了弄清架橋機鋼板開裂原因,采用金相顯微鏡、QuantaFEG450掃描電鏡及能譜儀進行相關分析。

表1 Q345化學成分Table 1 Q345 chemical composition %
1 宏觀觀察
斷裂樣宏觀形貌見圖1,呈倒U形開裂(A、B、C箭頭所指分別為3條不同走向的裂紋),圖2為裂紋A宏觀放大圖,裂紋均位于構件加強筋焊縫部位(焊縫位于圖1下表面,受現場環境限制,未拍攝焊縫正面形貌)。切開試樣后,露出開裂面,A部位開裂面宏觀形貌見圖3,裂紋中部裂紋開裂面見圖4,可見斷面銹蝕嚴重,斷面無明顯塑性變形。
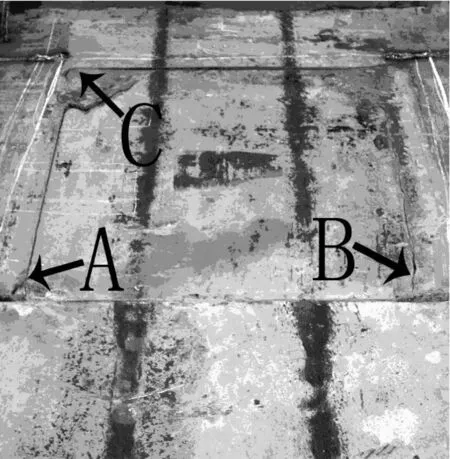
圖1 開裂鋼板宏觀形貌Fig.1 Macrograph of cracked steel plate

圖2 A部位裂紋放大Fig.2 Magnification of crack A

圖3 A部位邊部斷面Fig.3 End crack fracture at part A

圖4 中部裂紋斷面Fig.4 Middle crack cracture
2 掃描電鏡觀察
酸洗除銹后在電鏡下觀察斷口,可見A部位斷面焊縫處存在大量焊渣,見圖5、圖6,能譜分析見圖7。該部位可見明顯的疲勞擴展特征,疲勞斷裂源起源于夾渣部位,見圖8、圖9。
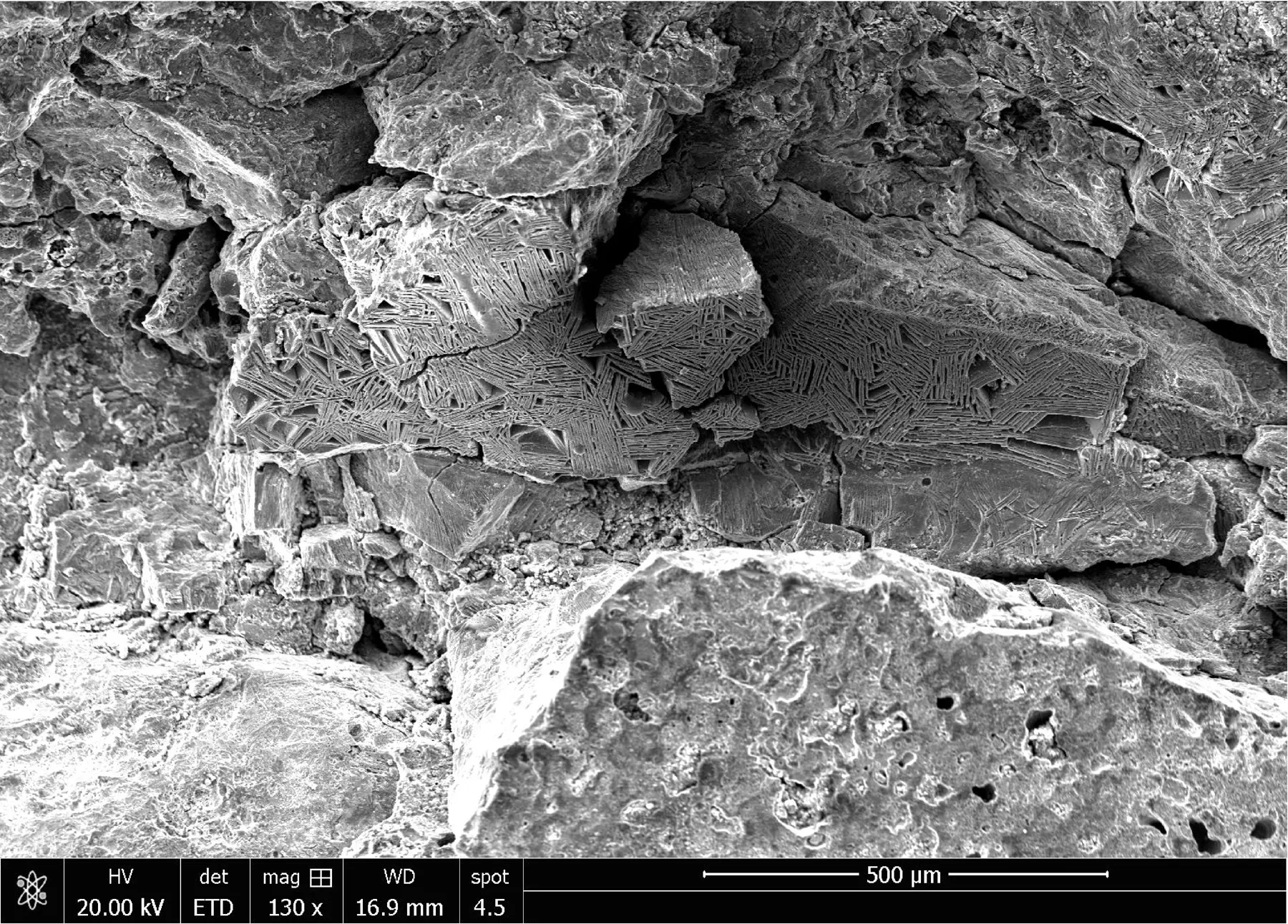
圖5 焊渣Fig.5 Welding slag
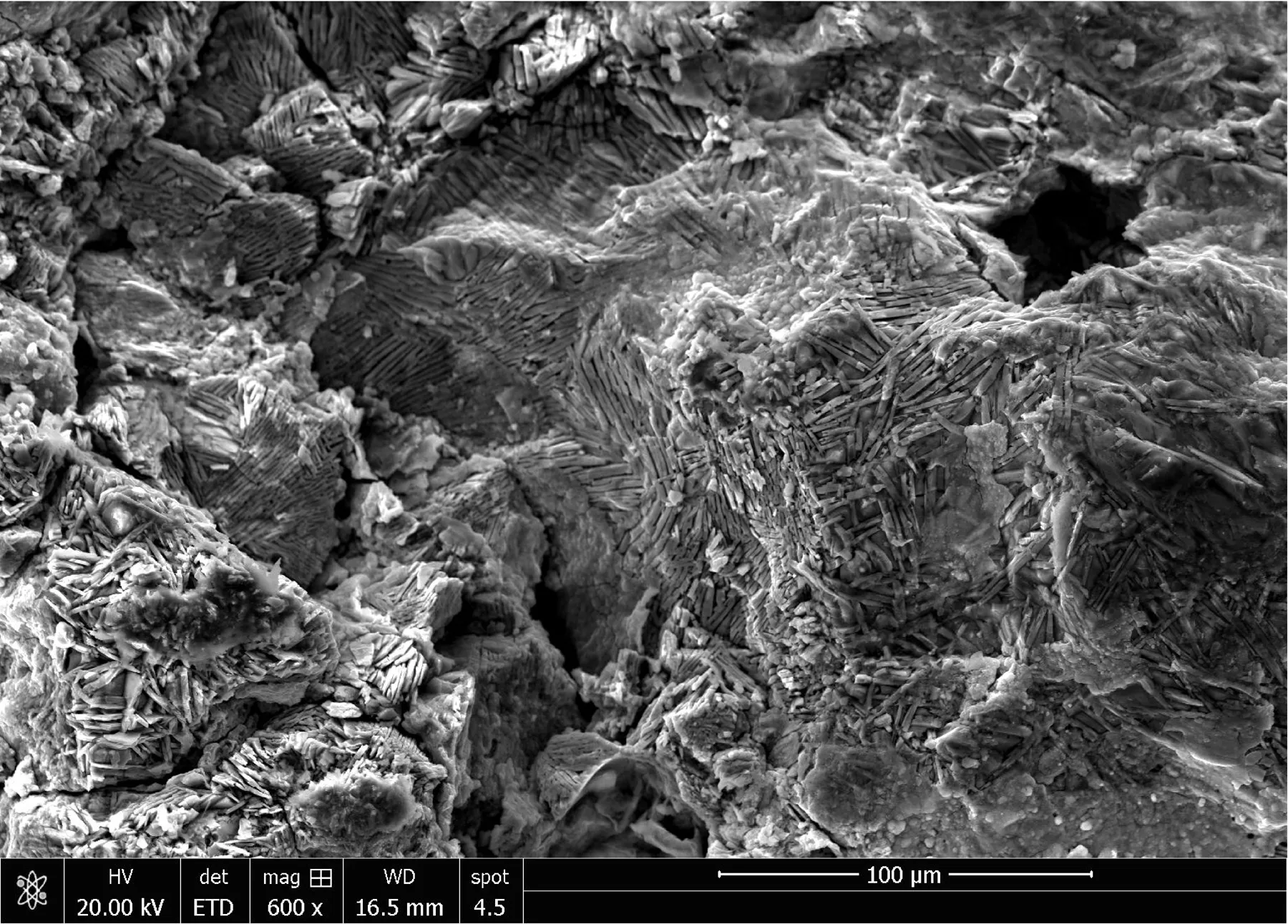
圖6 焊渣Fig.6 Welding slag
3 低倍分析
在A、B部位平行斷口及垂直斷口取截面截取低倍熱酸蝕檢驗,縱橫截面上均可觀察到焊縫組織存在。A、B部位斷口橫截面焊縫組織見圖10、圖11。這也證實了裂紋是沿著焊縫擴展。從焊縫形態及結構形狀的復雜性推測,焊接方法為焊條電弧焊。
4 光學顯微分析
在A、B、C斷口附近取金相試樣進行觀察,鋼中夾雜物為A2、B1.5,見圖12和圖13。斷口附近的截面上均有裂紋、孔洞、夾渣缺陷存在,裂紋及空隙缺陷內均嵌有大量氧化產物,A部位的孔洞及裂紋形貌如圖14~圖17所示。
試樣拋光面經3%的硝酸酒精腐蝕后在顯微鏡下觀察:裂紋幾乎均沿著焊縫根部的熔合線區域擴展,見圖18、圖19。A、B、C部位的熱影響區局部均存在馬氏體+貝氏體組織,見圖20~22。

圖7 焊渣能譜分析Fig.7 Energy spectrum of welding slag

圖8 疲勞擴展Fig.8 Fatigue propagation

圖9 疲勞擴展Fig.9 Fatigue propagation

圖10 A部位低倍檢驗Fig.10 Macroscopic of part A

圖11 B部位低倍檢驗Fig.11 Macroscopic of part B
在A部位另一側的熱影響區組織為貝氏體+屈氏體,見圖23。A、B、C部位的基材組織均為鐵素體+珠光體,呈帶狀分布,見圖24,帶狀級別為3級。焊縫組織均為先共析鐵素體-針狀鐵素體,見圖25。
5 分析討論
架橋機臂鋼板呈方形開裂,且開裂部位與焊縫走向一致。觀察開裂斷面,發現斷裂因疲勞引起,疲勞源位于焊縫夾渣部位。夾渣是一種焊接缺陷。焊接缺陷對焊接結構承載能力影響顯著,因為缺陷減小了結構承載面的有效截面積,并且在缺陷周圍產生應力集中;夾渣是由于焊接時未能逸出或者多道焊時清渣不干凈造成[2-3]。不同部位取樣觀察,均發現焊縫熱影響區存在馬氏體組織,局部存在魏氏體組織,這些脆性組織導致了疲勞裂紋更易于擴展。

圖12 硫化物夾雜Fig.12 Sulfide inclusion
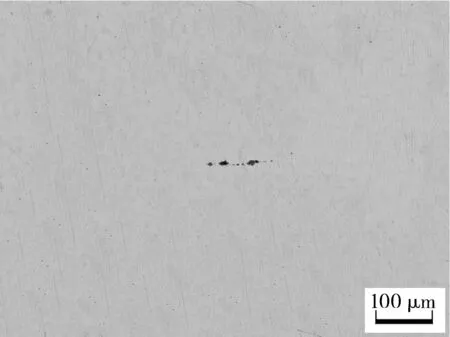
圖13 氧化物夾雜Fig.13 Oxide inclusion
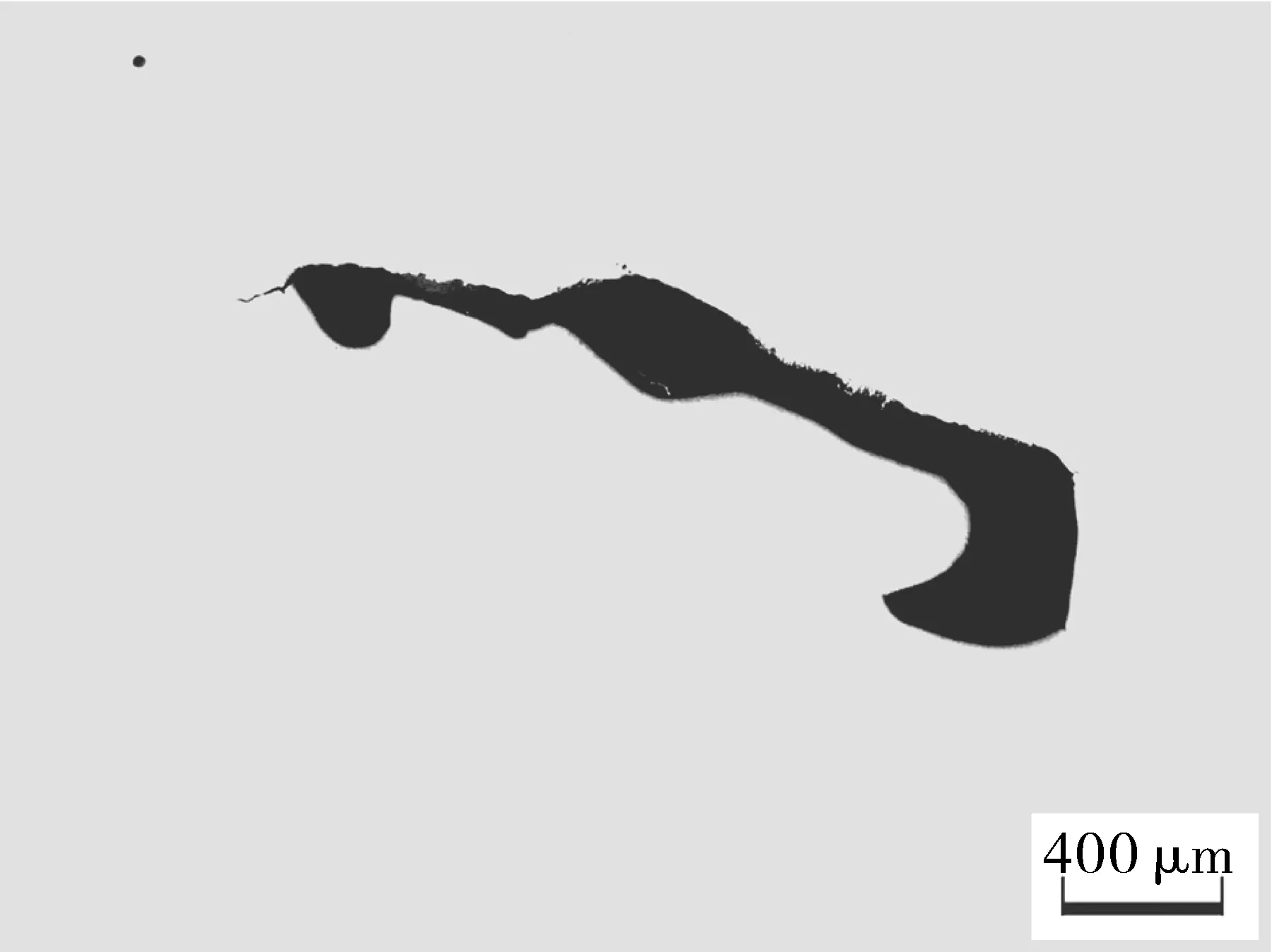
圖14 A部位空隙Fig.14 Pore at part A
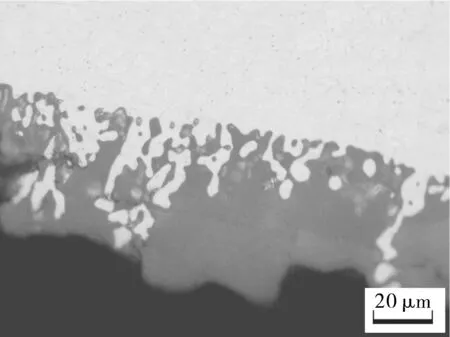
圖15 A部位氧化產物放大Fig.15 Magnification of Oxidation product at part A
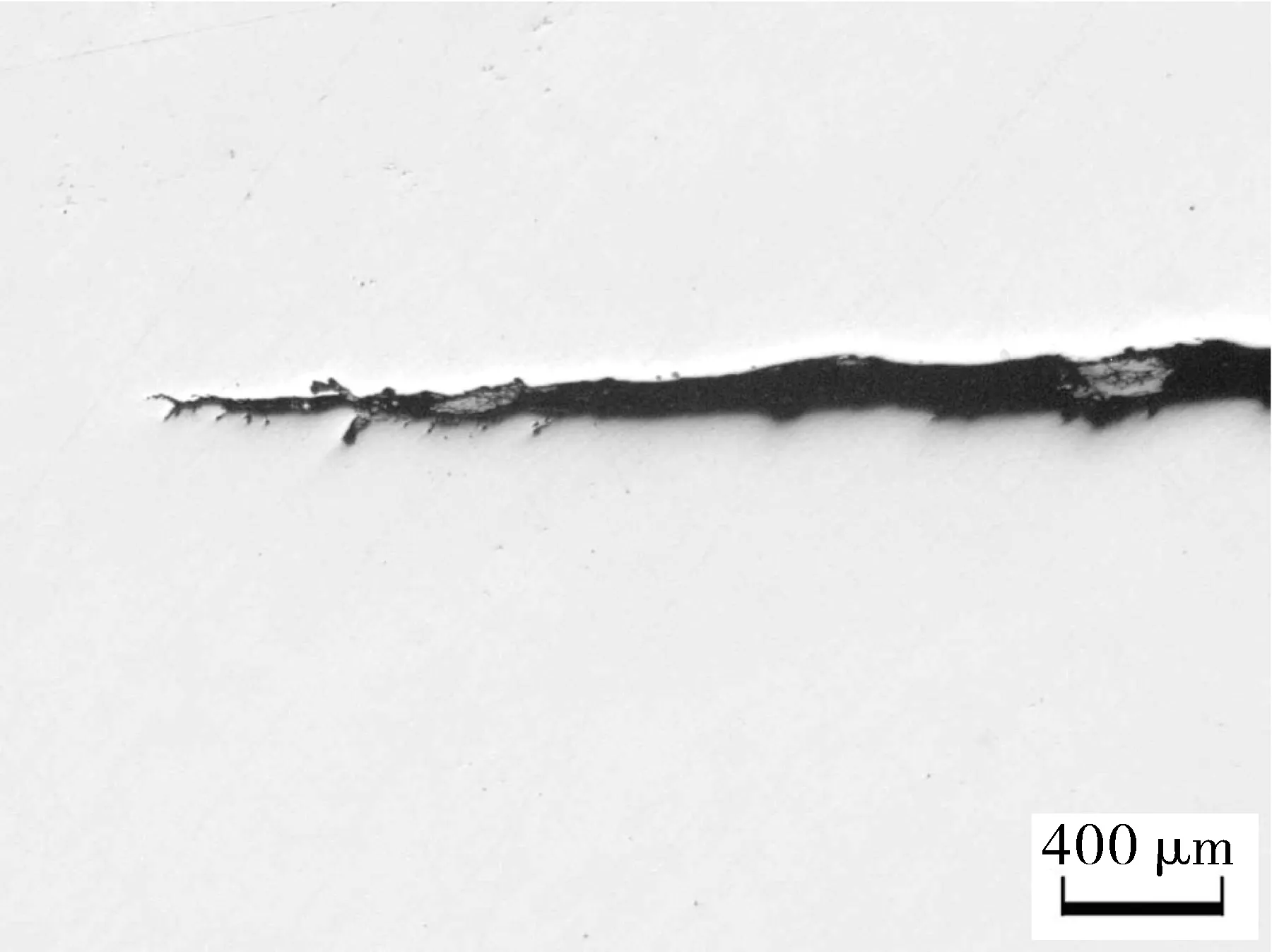
圖16 A部位裂紋尾端Fig.16 End of crack at part A
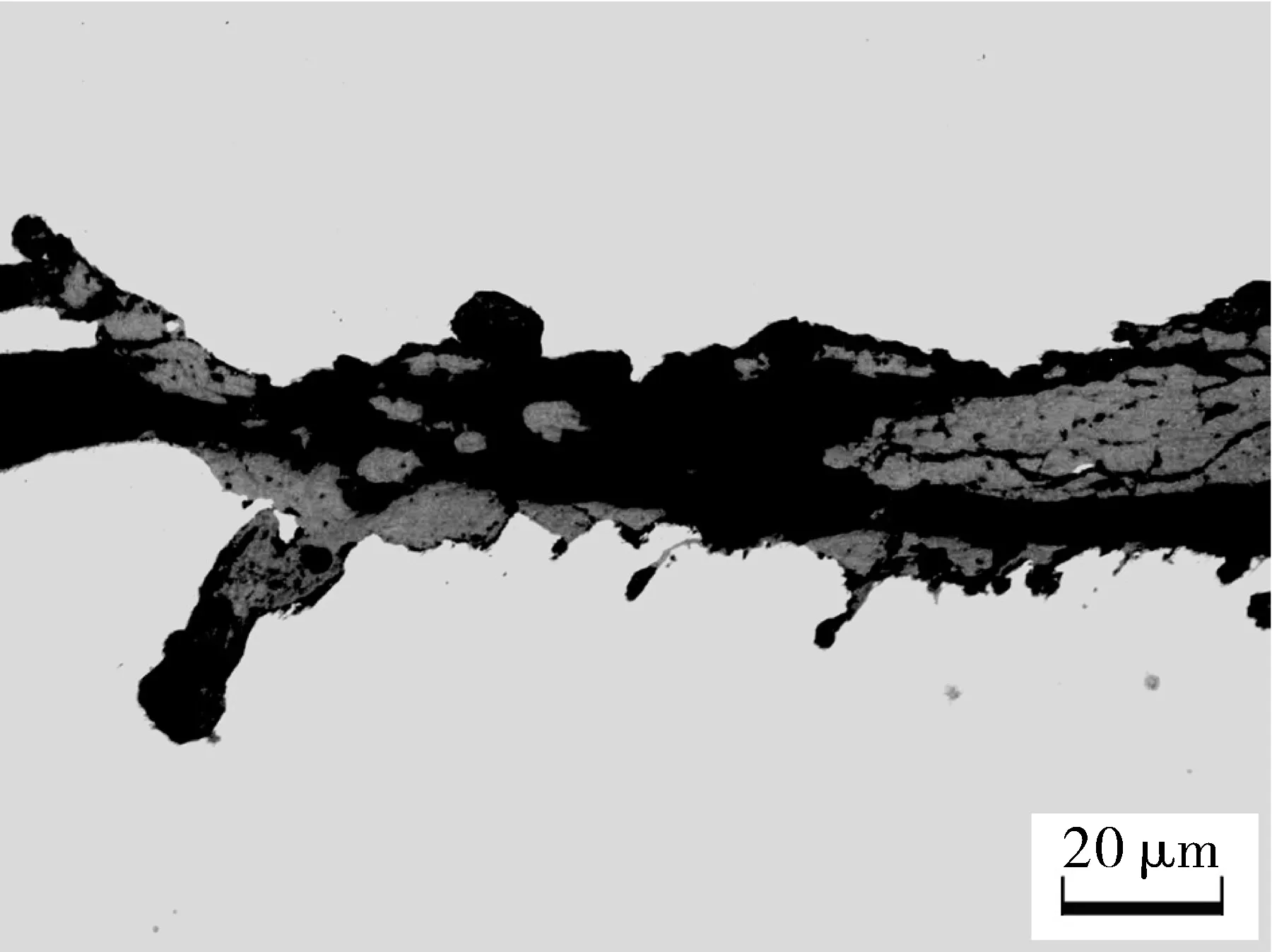
圖17 圖16放大Fig.17 Magnification of Fig.16
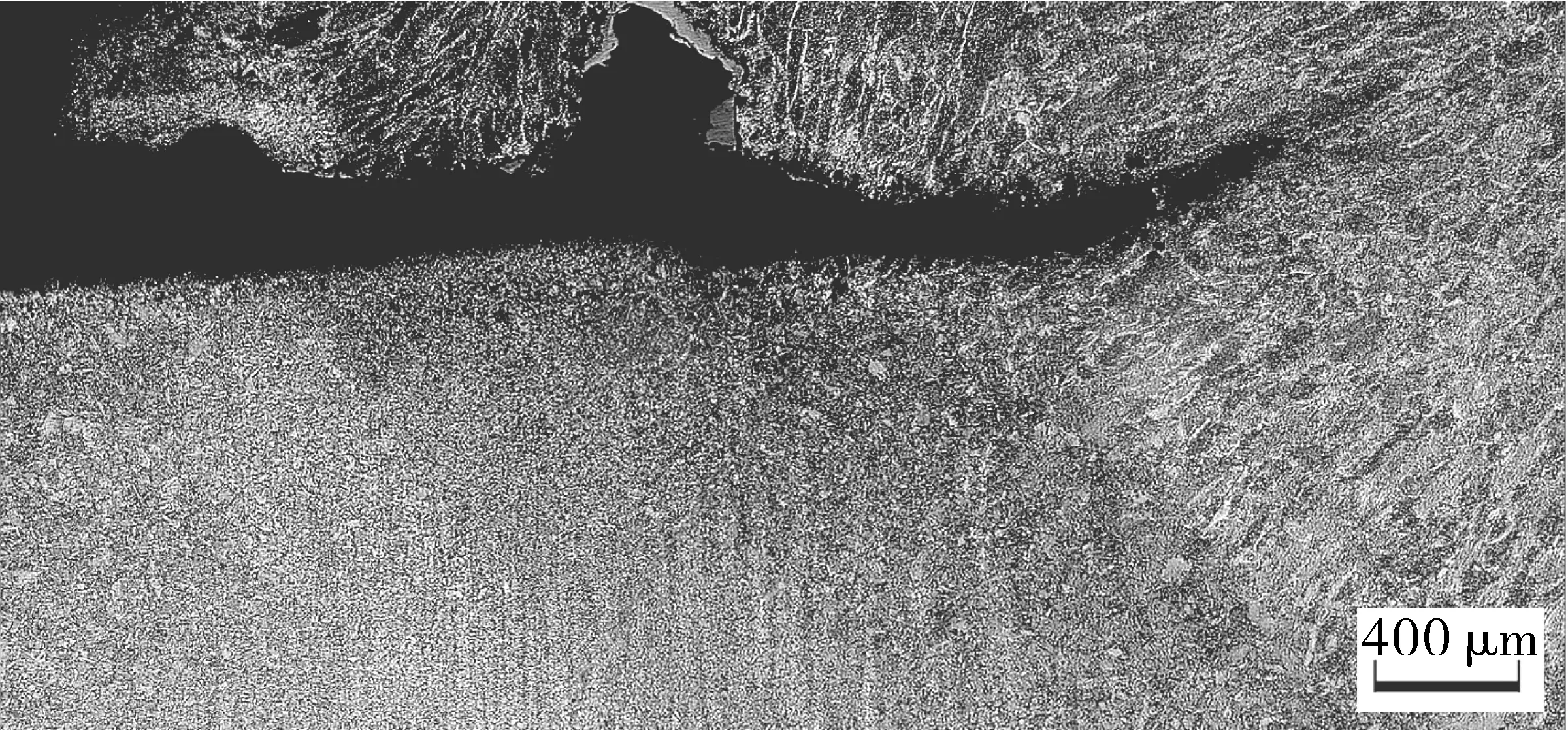
圖18 A部位裂紋附近組織Fig.18 Structure near crack at part A

圖19 B部位裂紋附近組織Fig.19 Structure near crack at part B
與低碳鋼相比,Q345在連續冷卻時,CCT曲線上珠光體轉變右移較多,快冷過程中,鐵素體析出后剩下的富碳奧氏體來不及轉變為珠光體,而是轉變為硬度較高的貝氏體和馬氏體。因此,為了避免焊接時出現脆硬組織,除了選擇正確的焊接材料外,還應增加線能量即加大熱輸入,以降低冷速,避免形成脆硬組織,同時也利于焊渣浮出[4]。另外,預熱處理也可改善焊縫組織性能[4-5]。焊條電弧焊時,適當擺動焊條有利于焊渣的浮出。

圖21 B部位熱影響區組織Fig.21 Structure of heat-affected at part B
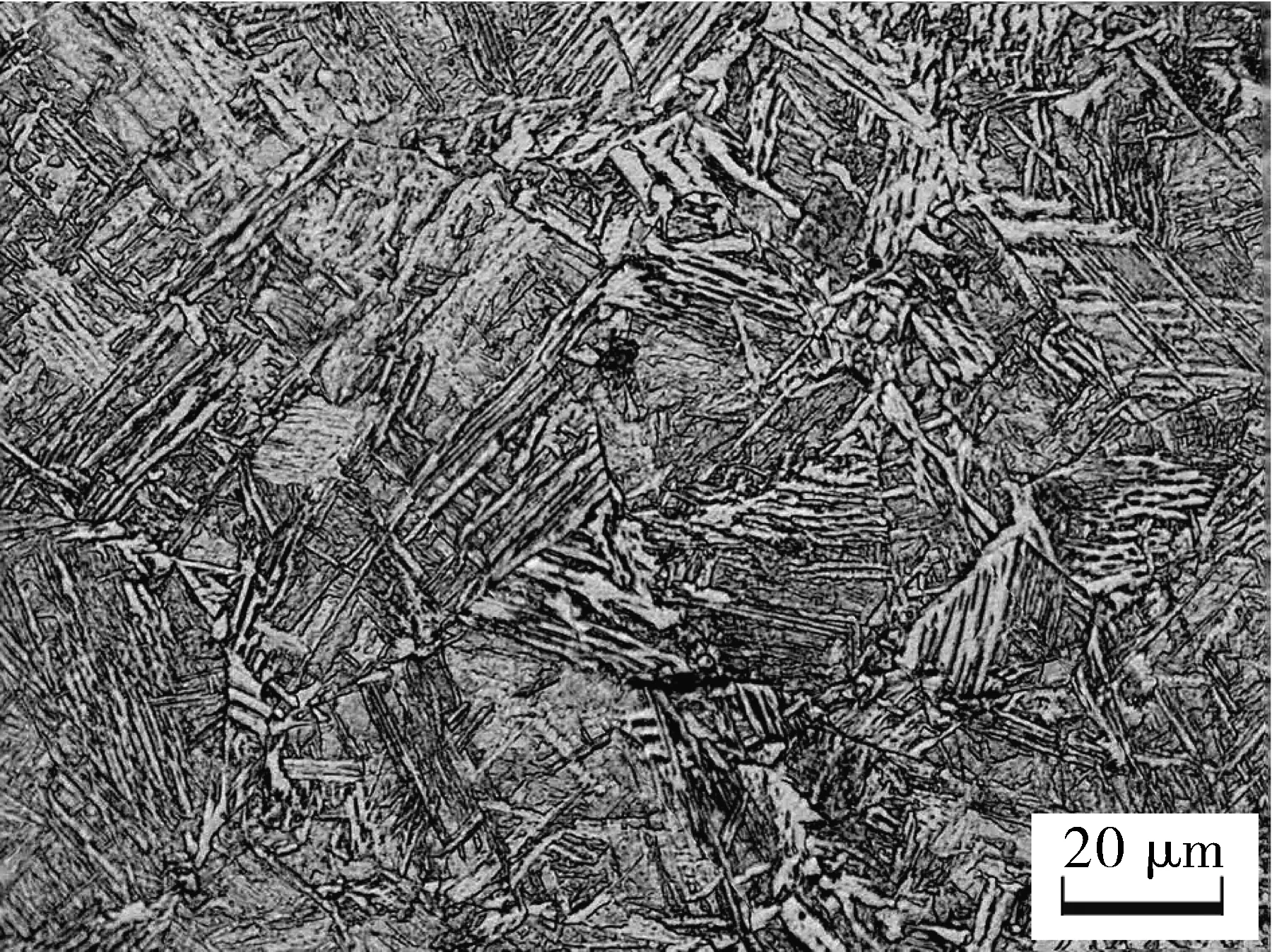
圖22 C部位熱影響區組織Fig.22 Structure of heat-affected at part C
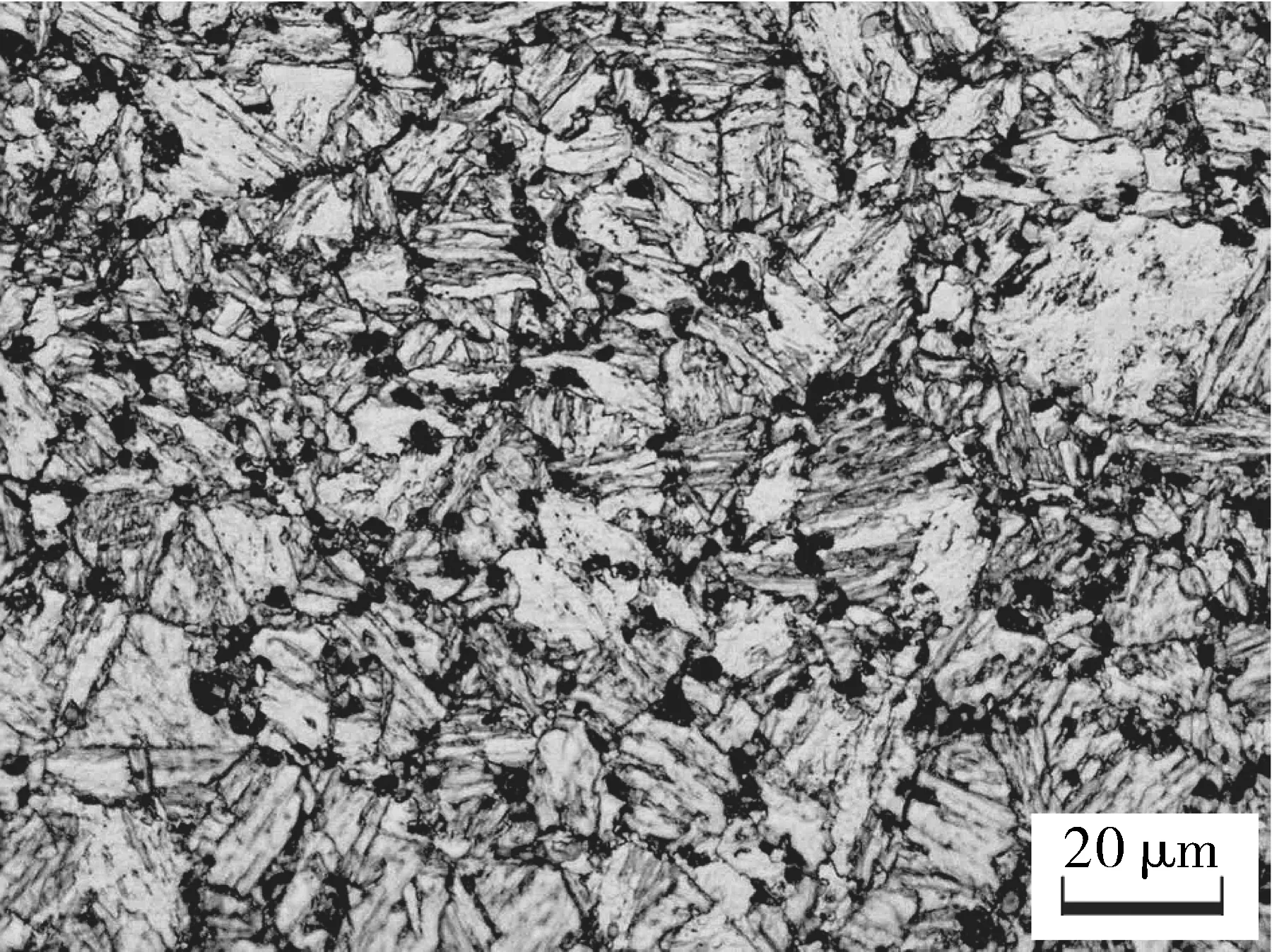
圖23 A部位另一側熱影響區組織Fig.23 Other side structure of heat-affected at part A
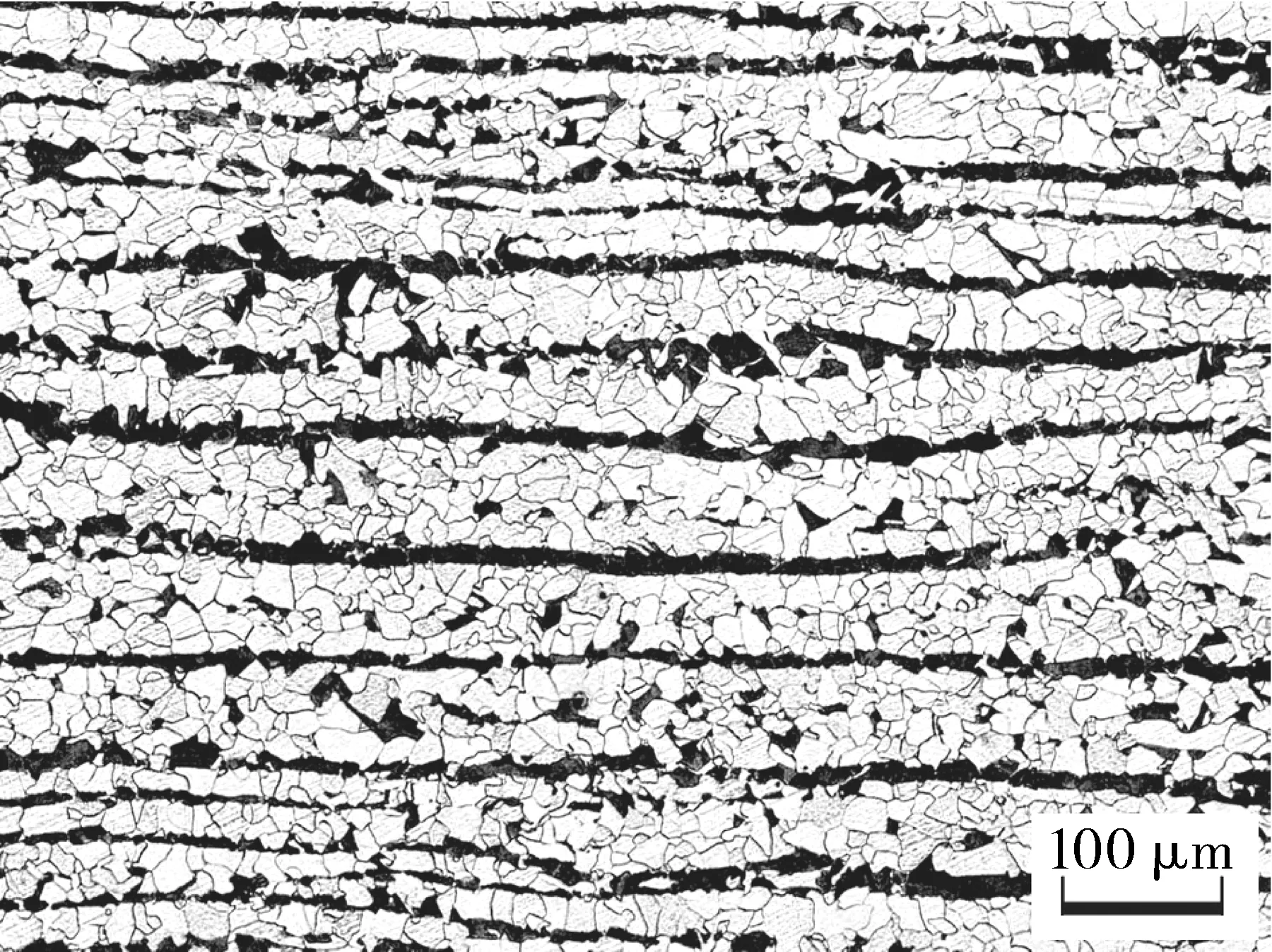
圖24 試樣的基材組織Fig.24 Base material structure

圖25 A、B、C部位焊縫組織Fig.25 weld seam structure
6 結論
由于焊縫質量較差,存在焊縫夾渣、孔洞及非正常組織等缺陷,該部位極易形成疲勞裂紋源,在應力作用下裂紋沿焊縫不斷擴展,最終導致大臂斷裂失效。可通過改善焊接工藝、增加焊接線能量以及焊前預熱處理等途徑來預防。
[1]姬慶濤,化三兵,王瑤,等.Q345鋼焊接裂紋分析[J].熱加工工藝,2013,42(9):232-233.
[2]張彥華.焊接疲勞分析[M].北京:化學工業出版社,2013:87-91.
[3]張輝宇,張瑞軒.油氣長輸管道裂紋缺陷產生原因[J].焊接,2006(5):54-56.
[4]李亞江.焊接冶金學[M].北京:機械工業出版社,2013:49-67.
[5]郝建軍,馬璐萍.熔焊基礎與金屬材料焊接[M].北京:北京理工大學出版社,2013.
Cracks analysis of steel plate of large arm on bridging machine
ZHANG Yanwen,ZHANG Youdeng,WANG Zhifen
(Research and Development Center of Wuhan Iron and Steel Company,Wuhan 430080,China)
Square cracks are found on the surface of steel plate of large arm on bridging machine in use,but it not reach the design service life.The steel plate material is low alloy steel Q345 and its comprehensive mechanical properties are good.In order to find why the cracks generate,the sample is analyzed by the means of macroscopic observation,scanning electronic microscope,energy disperse spectroscopy and optical microscope.The result shows that the failure of steel plate is fatigue fracture,and the fatigue originates from weld slag inclusion and extends along the square weld path.There is also brittle martensitic structure in the welds.Cracks are also easier to extend in this structure.Therefore,in the effect of cycle use stress,fatigue cracks extend along the weld,which leads to steel plate failures in the end.It can be prevented by improving welding technology,increasing welding heat input and preheating treatment before welding.
weld;fatigue fracture;welding slag inclusion;martensite
TG457.11
B
1001-2303(2017)09-0101-05
10.7512/j.issn.1001-2303.2017.09.22
本文參考文獻引用格式:張彥文,張友登,王志奮.架橋機大臂鋼板開裂分析[J].電焊機,2017,47(09):101-105.
2017-04-29
張彥文(1972—),男,教授級高工,博士,主要從事焊接工藝研究及金屬材料失效分析工作。E-mail:zyw8372@163.com。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
