12CrMoV鋼焊接缺陷分析
2018-01-03 07:42:18
電焊機 2017年9期
(陜西國防工業職業技術學院,陜西 西安 710300)
12CrMoV鋼焊接缺陷分析
萬春鋒
(陜西國防工業職業技術學院,陜西 西安 710300)
觀察電廠12CrMoV鋼管母材、熔合區、焊縫和熱影響區等位置的金相組織,測試12CrMoV鋼管母材的屈服強度、抗拉強度和伸長率,分析管道出現裂紋、引起泄漏的原因。結果表明:母材拉伸試驗值(ReL、Rm、A)均滿足標準要求(12CrMoV/GB5310);沿斷口側焊接接頭整個熔合區分布著大量密集氫氣孔(夾雜),降低了焊接接頭的機械性能,同時產生應力集中,在外部應力(蒸汽壓力、管道振動等)的作用下致使焊縫開裂、泄漏。并針對上述問題提出了改進的方法。
12CrMoV;焊接;缺陷;氣孔
0 前言
12CrMoV鋼屬于珠光體耐熱鋼,是以Cr、Mo為主要合金元素的低合金高強度結構鋼,在正火+回火的供貨狀態下,其基本組織是珠光體。該鋼在高溫下具有足夠的強度和抗氧化性,主要用于制造長期在600℃以下高溫使用的零部件。
珠光體耐熱鋼焊接的主要問題是熱影響區的硬化、冷裂紋、軟化,以及焊后熱處理或高溫條件下長期使用時產生的再熱裂紋缺陷[1]。某火電廠主蒸汽管道材質12CrMoV,尺寸φ273 mm×20 mm,采用氬弧焊打底、R317焊條電弧焊蓋面,服役約3年(18 000 h)后,在焊縫表面出現縱向裂紋導致管道泄漏。本研究借助金相分析、力學性能檢測,找出裂紋原因,并提出改進方法。
1 顯微組織和力學性能檢測分析
分別從母材、焊縫、熔合區和熱影響區取樣進行組織分析。主蒸汽管道各檢測項目取樣示意如圖1所示,金相組織如圖2~圖5所示。
主汽管道母材金相組織為F+P,在金相顯微鏡下放大100倍觀察,組織未見異常;放大500倍后,觀察到珠光體呈現球狀分布,珠光體球化級別2~2.5級,少量碳化物顆粒沿晶界析出,尚未形成網狀分布。熔合區(非斷口側)放大50倍,金相組織還是F+P,柱狀晶沿熔合線向焊縫生長,熔合區過渡良好。而在斷口側,密集氣孔(點狀夾雜)沿整個熔合區分布。在焊縫區域內觀察到柱狀晶區內的局部密集氣孔。熱影響區組織未見異常。

圖1 主蒸汽管道各檢測項目取樣示意

圖2 母材金相組織
在主蒸汽管道母材側取樣制取棒狀拉伸試樣3根,取樣部位如圖1所示,力學性能試驗試樣尺寸和形狀如圖4所示,拉伸試驗結果如表1所示,ReL、Rm、A 均滿足標準要求(12Cr1MoV/GB5310)。
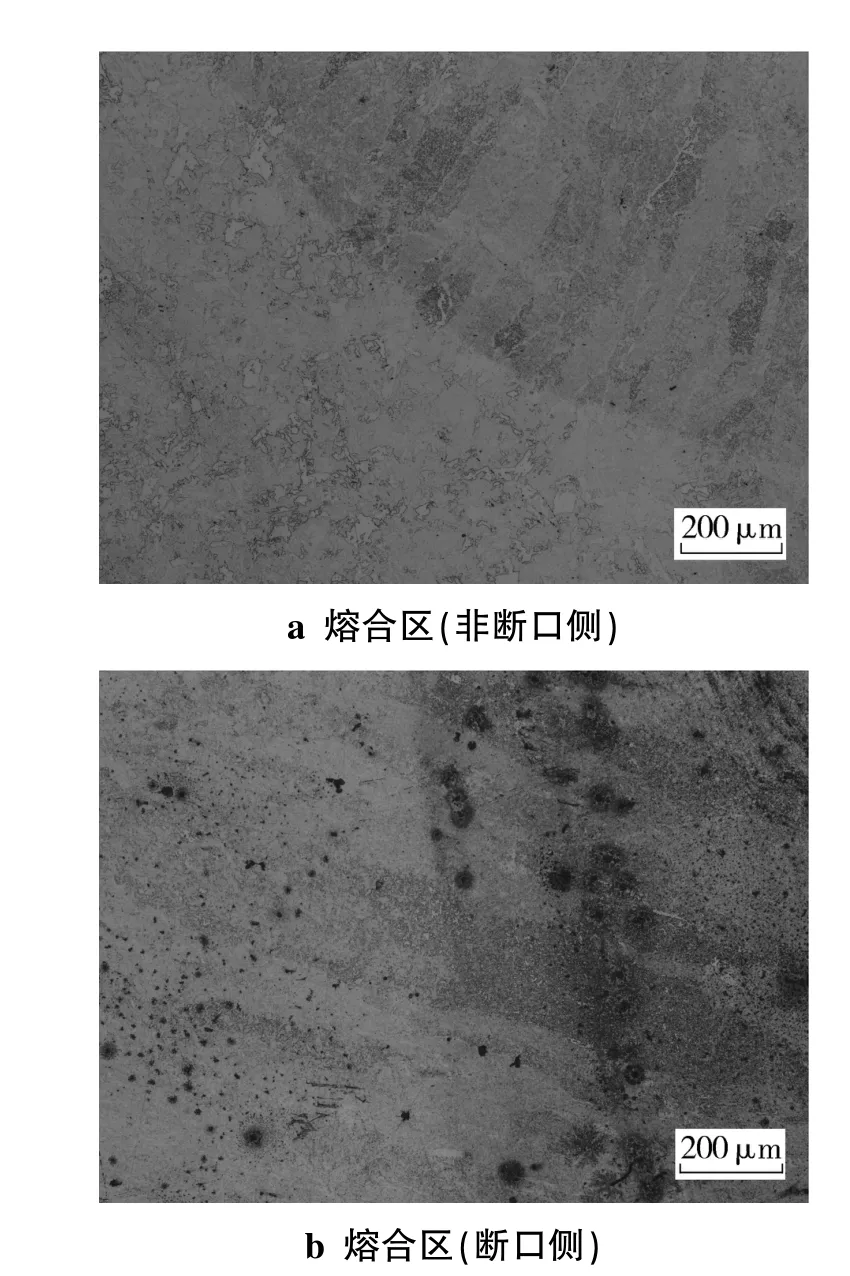
圖3 熔合區金相組織

表1 鋼管拉伸試驗結果
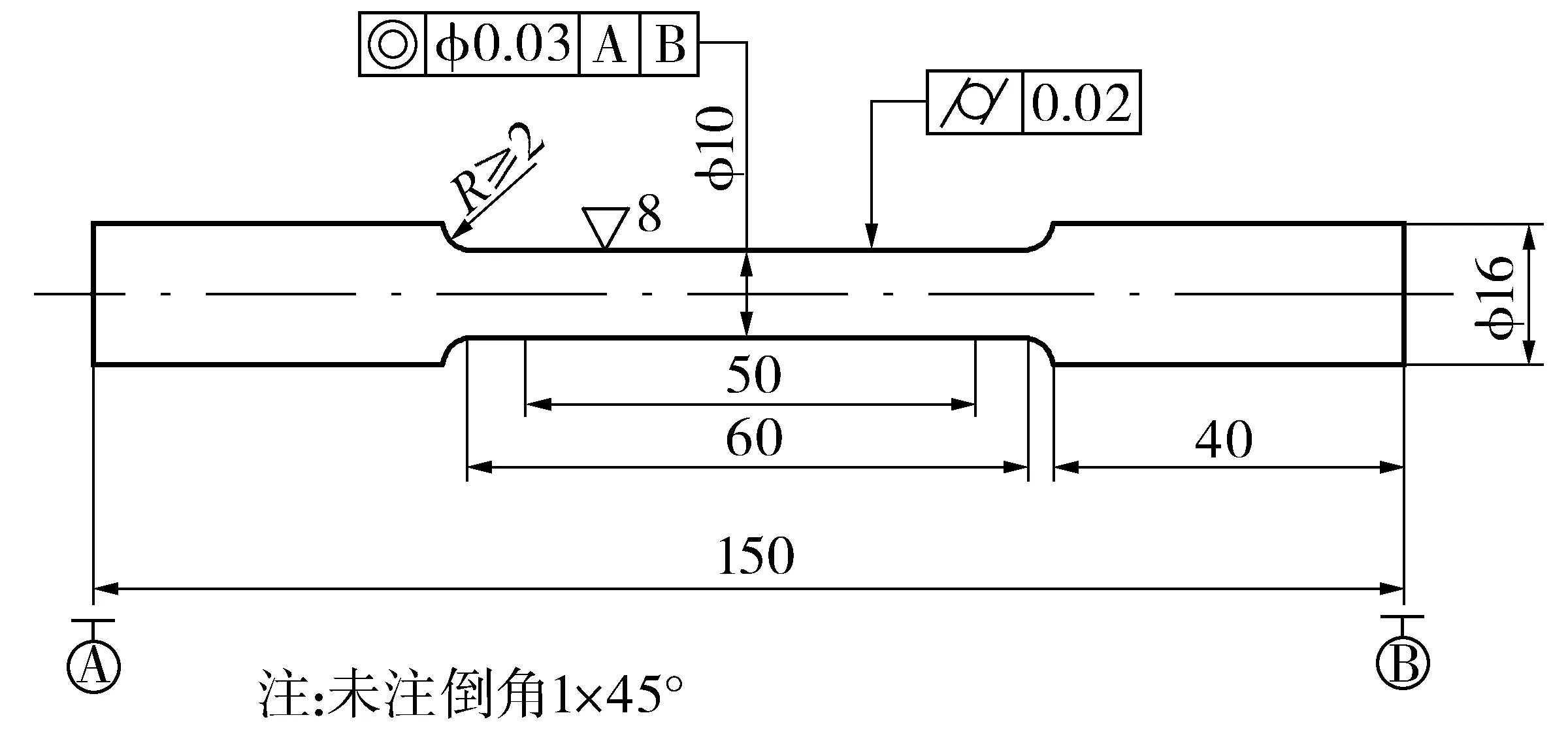
圖4 拉伸試樣
2 分析結果
焊縫中的氣孔有氫氣孔、一氧化碳氣孔和氮氣孔三種類型。氫氣孔大多出現在焊縫表面,氣孔斷面形狀為螺旋狀,從焊縫的表面看呈喇叭口形,并且氣孔四周有光滑的內壁。如果焊條藥皮中的組成物含有結晶水,使焊縫中的含氫量過高,氫氣孔也會出現在焊縫內部,且以小圓球狀存在。一氧化碳氣孔一般出現在焊縫內部,并沿柱狀晶方向分布,呈長條狀,有的像條蟲狀,表面光滑。氮氣孔多在焊縫表面,多數情況下成堆出現,類似蜂窩狀。氮氣孔通常產生于保護不良的情況下,因為在正常的焊接生產條件下,進入焊接區的氮氣很少,不足以形成氣孔。因此,12CrMoV鋼焊接時出現的氣孔應該是氫氣孔[2]。
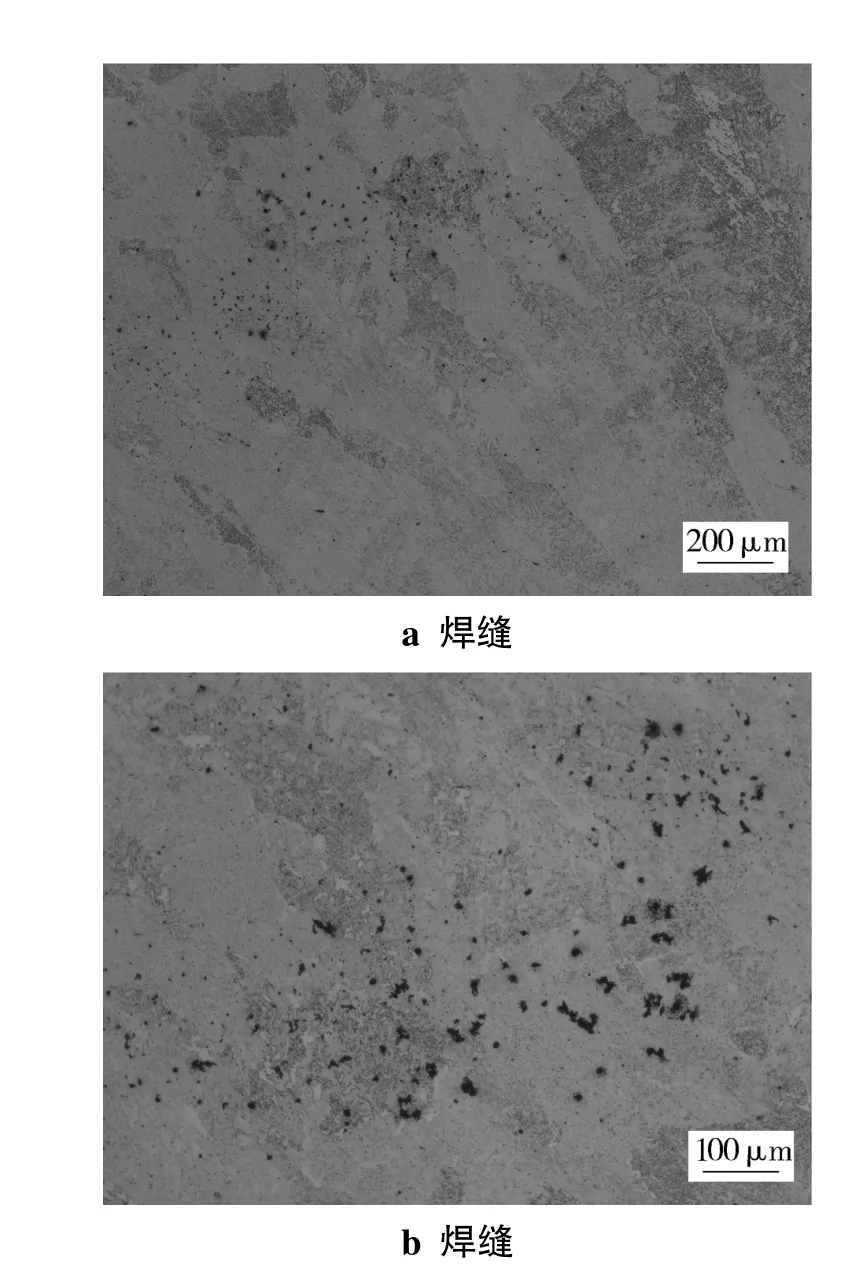
圖5 焊縫金相組織
正是由于沿斷口側焊接接頭整個熔合區分布著大量密集氫氣孔(夾雜),降低了焊接接頭的機械性能,并產生應力集中,在外部應力(蒸汽壓力、管道振動等)的作用下致使焊縫開裂、泄漏。裂紋沿熔合線附近(夾雜較多部位)由里向外擴展。
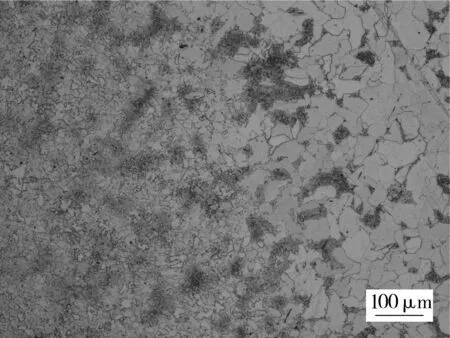
圖6 熱影響區
3 防止氣孔產生的方法
3.1 消除產生氣孔的各種來源
①仔細清除焊件表面上的臟物,在焊縫兩側20~30 mm范圍內除銹;②焊絲不應生銹,清潔焊條、焊劑,按規定焊條應在350℃~400℃烘干,保溫1 h,含水量(水的質量分數)不超過0.1%[3];③焊條或焊劑存放合理,防止受潮。
3.2 加強熔池保護
①焊條藥皮不能脫落,焊劑或保護氣體送給不能中斷;②采用短弧焊接,注意正確引弧;③裝配間隙不超過3 mm[4]。
3.3 正確執行焊接工藝規程
①選擇適當的焊接參數,運條速度不能太快,12CrMoV鋼焊接材料和焊接工藝參數見表2~表4。
②焊前預熱,具體參數如表5所示。

表2 12CrMoV鋼焊接材料的選用

表3 12CrMoV焊條電弧焊焊接參數

表4 12CrMoV鋼管子鎢極氬弧焊打底的焊接參數

表5 12CrMoV鋼的焊前預熱溫度、層間溫度、回火溫度
4 結論
12CrMoV熔合區大量的密集氫氣孔是導致管道開裂、引起泄漏的主要原因。分析12CrMoV鋼的焊接性可知,氣孔是焊接過程中保護不當引起的,并產生一定的應力集中致使焊縫開裂。所以必須消除氣孔產生的各種來源,做好保護,嚴格執行焊接工藝規程[5-6]。
[1]郝建軍,馬璐萍.熔焊基礎與金屬材料焊接[M].北京:北京理工大學出版社,2010.
[2]李亞江.先進材料焊接技術[M].北京:化學工業出版社,2011.
[3]王海燕,高雪云,劉宗昌,等.12CrMoV主蒸汽管道的蠕變疲勞失效分析[J].特殊鋼,2009,30(2):68-69.
[4]丁宏.珠光體耐熱鋼的焊接工藝評定內容及焊接控制[A].第八屆全國工業爐學術會議論文集[C].山東:2011.
[5]陳裕川.焊接工藝分析設計與實例分析[M].北京:機械工業出版社,2009.
[6]時海芳,楊倩.珠光體耐熱鋼的焊接工藝評定[J].熱加工工藝,2011,40(7):115-117.
Welding defects of 12CrMoV steel
WAN Chunfeng
(Shaanxi Institute of Technology,Xi′an 710300,China)
The microstructure of the base material,bond,weld and heat affected zone of 12CrMoV steel pipe are observed.The yield strength,tensile strength and elongation of the base material of 12CrMoV steel pipe are tested.The causes of the cracks in the 12CrMoV steelpipelineandleakageareanalyzed.Theresultsshowthatthetensiletestvalues(ReL,Rm,A)ofthebasematerialmeetthestandardrequirements(12CrMoV/GB5310),and a large number of dense hydrogen porosity(inclusions)distribute along the bond of the welded joints on fracture surface,which reduces the mechanical property of welded joints and produces stress concentration,the leakage and welds crack in the effect of external stress(steam pressure,pipe vibration,etc).And the improved method are put forwarded.
12CrMoV;welding;defects;porosity
TG457.1
B
1001-2303(2017)09-0111-04
10.7512/j.issn.1001-2303.2017.09.25
本文參考文獻引用格式:萬春鋒.12CrMoV鋼焊接缺陷分析[J].電焊機,2017,47(09):111-114.
2017-07-12
萬春鋒(1976—),女,講師,碩士,主要從事焊接、表面處理方面的教學及科研工作。E-mail:342125954@qq.com。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
電子制作(2018年18期)2018-11-14 01:48:24
制造業自動化(2017年2期)2017-03-20 14:26:13
山東工業技術(2016年15期)2016-12-01 05:31:22
設備管理與維修(2015年12期)2015-04-09 06:57:24
建筑材料學報(2014年3期)2014-03-11 17:08:02
