高爐上紫銅與16MnR異種金屬的焊接
2018-01-03 07:42:17黃道濤
電焊機(jī) 2017年9期
黃道濤,黃 晟
(1.廣西壯族自治區(qū)特種設(shè)備檢驗(yàn)研究院,廣西 南寧 530219;2.廣西柳州鋼鐵集團(tuán)有限公司 修建公司,廣西 柳州 545002)
高爐上紫銅與16MnR異種金屬的焊接
黃道濤1,黃 晟2
(1.廣西壯族自治區(qū)特種設(shè)備檢驗(yàn)研究院,廣西 南寧 530219;2.廣西柳州鋼鐵集團(tuán)有限公司 修建公司,廣西 柳州 545002)
闡述了紫銅與16MnR鋼異種金屬材料焊接在柳鋼3#高爐紫銅水冷壁修復(fù)中的應(yīng)用。針對紫銅與16MnR鋼異種金屬材料的焊接特點(diǎn),在制造車間將新紫銅冷卻水箱與爐殼等厚的16MnR鋼板(δ=40 mm)焊接制成一個(gè)組合工件,在高爐施工現(xiàn)場由組合工件與高爐爐殼直接焊接。加工適當(dāng)?shù)暮附悠驴冢x擇合理的焊接工藝,成功解決了紫銅與16MnR鋼異種金屬材料的焊接問題,按質(zhì)、按期完成紫銅冷卻水箱的更換,獲得甲方的一致好評。
鋼-銅;異種金屬;焊接
0 前言
柳鋼3#高爐容積3 000 m3,采用紫銅板坯鉆孔式冷卻壁方式,由于高爐爐殼冷卻水系統(tǒng)壓力不穩(wěn)定,造成2個(gè)紫銅冷卻水箱燒損并發(fā)生泄漏。紫銅冷卻水箱是高爐中上部冷卻系統(tǒng)的主要部件,是高爐正常運(yùn)行不可或缺的組件。紫銅冷卻水箱采用焊接方式直接安裝在高爐爐殼(16MnR)上,是異種金屬材料的焊接。按質(zhì)、按期完成紫銅冷卻水箱的更換是高爐檢修項(xiàng)目的重要保障,也是以后高爐生產(chǎn)和維修的基礎(chǔ)。
1 銅與鋼異種材料焊接的特點(diǎn)
紫銅冷卻水箱通過焊接方式直接安裝在高爐爐殼(16MnR)上,是典型的異種金屬材料連接方式,充分利用兩種材料的性能和特性,不僅滿足工作條件對材質(zhì)的不同要求,也能夠發(fā)揮材料的性能優(yōu)勢[1]。
在銅與鋼焊接中,銅與鋼的熔點(diǎn)、導(dǎo)熱系數(shù)、線膨脹系數(shù)和力學(xué)性能都差異明顯,容易在焊接接頭中產(chǎn)生應(yīng)力集中,產(chǎn)生焊接缺陷;另一方面,銅與鋼的原子半徑、晶格類型、晶格常數(shù)及原子外層電子數(shù)目等較為接近,且銅與鐵屬于在液態(tài)時(shí)無限互溶,在固態(tài)下雖為有限固溶,但并不形成脆性金屬間化合物,而是以α+ε的雙相組織形式存在,這是二者實(shí)現(xiàn)焊接的基本依據(jù)[2]。因此,只要采取合理的工藝措施,克服前述的銅與鐵在物理性能上存在差異的困難,即可獲得合格的焊接接頭。
2 施工方法
根據(jù)安裝工藝要求將損壞的紫銅水箱從高爐爐殼拆除,再將新的紫銅冷卻水箱回裝。損壞的紫銅冷卻水箱如圖1所示。為了降低和避免焊接應(yīng)力對焊縫的影響,產(chǎn)生焊接裂紋,同時(shí)改善施工工作條件,保證焊接質(zhì)量和工期,決定采用以下施工方法進(jìn)行施工。

圖1 損壞的紫銅冷卻水箱
(1)在制造車間,將新紫銅冷卻水箱與爐殼等厚的16MnR鋼板(δ=40 mm)焊接制成一個(gè)組合工件。
(2)在高爐施工現(xiàn)場,由組合工件與高爐爐殼直接焊接。
3 焊接工藝
3.1 坡口形式
由于紫銅冷卻水箱與爐殼是不等厚焊接結(jié)構(gòu),為了降低焊縫應(yīng)力和控制焊縫金屬的熔合比(焊縫金屬中鐵含量10%~43%[3]),對16MnR鋼板進(jìn)行單面削薄厚板邊緣處理,采用對接接頭[4],如圖2所示。為了保證組合工件與爐殼(16MnR)焊縫根部焊透,在爐殼坡口底部加墊扁鐵,坡口形式及尺寸如圖3所示。
3.2 預(yù)熱
認(rèn)真檢查和清理坡口表面及兩側(cè)約30 mm區(qū)域的油污、水、氧化物及雜物,直至露出金屬光澤,焊前分別對其進(jìn)行預(yù)熱:組合工件焊接預(yù)熱溫度為650℃~700℃,焊接過程中用纖維保溫棉包裹進(jìn)行保溫[5];組合工件與爐殼的焊接預(yù)熱溫度為100℃~150 ℃[6]。

圖2 組合工件的坡口形式

圖3 組合工件與爐殼的坡口形式
3.3 焊接方法和工藝參數(shù)
組合工件采用鎢極氬弧焊(TIG),施焊時(shí)嚴(yán)格執(zhí)行焊接工藝,用耐火纖維板對工件進(jìn)行包覆和隔熱,同時(shí)對坡口區(qū)域進(jìn)行充氬保護(hù),大電流施焊,焊接工藝參數(shù)見表1。
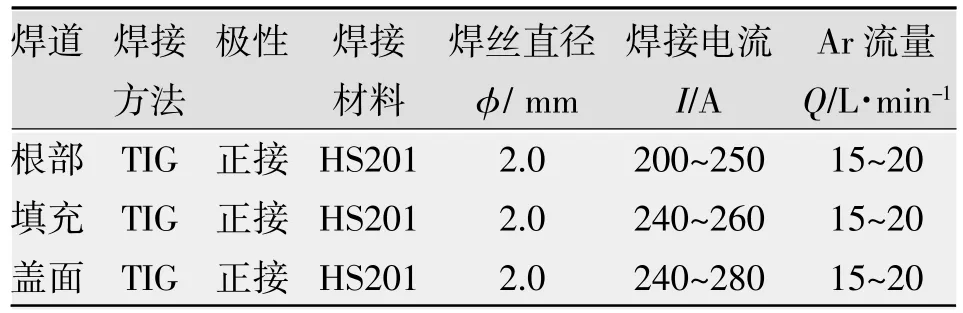
表1 組合工件的焊接工藝參數(shù)
在高爐施工現(xiàn)場,組合工件與爐殼的焊接方法為焊條電弧焊,焊接工藝參數(shù)見表2。

表2 組合工件與爐殼(16MnR)的焊接工藝參數(shù)
3.4 焊后處理
組合工件的焊縫焊接完畢后,采用耐火纖維板將工件包覆和隔熱,進(jìn)行保溫緩冷,減少焊接應(yīng)力,防止裂紋產(chǎn)生。組合工件與高爐爐殼的焊縫焊接完畢后,讓其自然緩冷。
3.5 檢驗(yàn)和安裝
組合工件的焊縫完全冷卻后,對其進(jìn)行焊縫檢查,焊縫表面應(yīng)無氣孔、雜渣、裂紋、未熔合等焊接缺陷,然后進(jìn)行滲透探傷,探傷合格后方可進(jìn)行下一步的現(xiàn)場安裝。
組合工件與爐殼的焊縫表面應(yīng)無氣孔、雜渣、裂紋、未熔合、焊瘤等缺陷,經(jīng)檢查合格后方可進(jìn)行下一步的冷卻水管安裝。現(xiàn)場紫銅冷卻水箱安裝如圖4所示。

圖4 回裝的紫銅冷卻水箱
4 結(jié)論
采取此施工工藝,工件的焊縫成形美觀,表面無未熔合、裂紋、氣孔、雜渣等缺陷,公司按質(zhì)、按期完成紫銅冷卻水箱的更換,圓滿完成檢修任務(wù),獲得甲方的一致好評。現(xiàn)高爐已經(jīng)順利運(yùn)行2年,工件狀況良好,未發(fā)現(xiàn)異常情況,積累了豐富的施工經(jīng)驗(yàn),取得較好的經(jīng)濟(jì)效益。
[1]李亞江,王娟,劉鵬.異種難焊材料的焊接及應(yīng)用[M].北京:化學(xué)工業(yè)出版社,2004.
[2]高祿,栗卓新,李國棟,等.銅-鋼異種金屬焊接的研究現(xiàn)狀和進(jìn)展[J].焊接,2006(12):16-19.
[3]中國機(jī)械工程學(xué)會焊接學(xué)會.焊接手冊(第2卷)—材料的焊接[M].北京:機(jī)械工業(yè)出版社,1992.
[4]中華人民共和國國家質(zhì)量監(jiān)督檢驗(yàn)檢疫總局中國國家標(biāo)準(zhǔn)化管理委員會.壓力容器[M].北京:中國標(biāo)準(zhǔn)出版社,2012.
[5]常靜.純銅與Q235的焊接在酒鋼高爐檢修中的應(yīng)用[J].焊接技術(shù),2006,35(6):77-78.
[6]周振豐.焊接冶金學(xué)(金屬焊接性)[M].北京:機(jī)械工業(yè)出版社,1995.
Welding of red copper and 16MnR dissimilar materials on the blast furnace
HUANG Daotao1,HUANG Sheng2
(1.The Special Equipment Inspection and Research Institute of Guangxi Zhuang Autonomous Region,Nanning 530219,China;2.Construct Company,Guangxi Liuzhou Iron&steel Co.,Ltd.,Liuzhou 545002,China)
The welding of red copper and 16MnR steel dissimilar metal materials applied in the repair of red copper water-cooling wall on 3#BF.According to the welding characteristics of red copper and 16MnR steel dissimilar metal materials,the new red copper cooling water tank and 16MnR steel plate with same thickness of the furnace shell(δ=40 mm)are welded into a assembly workpiece in workshop,and then the workpiece are directly welded with the blast furnace shell on site.Processing proper welding groove and choosing reasonable welding technology successfully solve the welding problems of red copper and steel 16MnR material.This method is applied in the repair of red copper water-cooling wall of blast furnace,and the red copper cooling water tank is replaced on time with good quality,and a favorable reception is given by Party A.
copper-steel;dissimilar material;welding
TG457.1
B
1001-2303(2017)09-0108-03
10.7512/j.issn.1001-2303.2017.09.24
本文參考文獻(xiàn)引用格式:黃道濤,黃晟.高爐上紫銅與16MnR異種金屬的焊接[J].電焊機(jī),2017,47(09):108-110.
2017-05-15
黃道濤(1982—),男,工程師,學(xué)士,主要從事壓力容器檢測檢驗(yàn)和焊接技術(shù)應(yīng)用的研究工作。E-mail:huang_8374147@163.com。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
