自動環焊機在航空發動機中的應用
2018-01-03 07:41:48王廣海
電焊機 2017年9期
高 亮 ,王廣海 ,崔 雷
(1.中國航發 哈爾濱東安發動機有限公司,黑龍江 哈爾濱 150060;2.天津大學 材料科學與工程學院,天津 300350)
自動環焊機在航空發動機中的應用
高 亮 1,王廣海 1,崔 雷 2
(1.中國航發 哈爾濱東安發動機有限公司,黑龍江 哈爾濱 150060;2.天津大學 材料科學與工程學院,天津 300350)
大量的試驗和小批量生產過程中發現,常規的焊接方法如手工氬弧焊、火焰釬焊等在焊接管路時常會出現焊偏、凹陷等缺陷。闡述自動環焊機在航空發動機管路環縫焊接的應用,確定了不同規格管路的焊接參數。環焊焊接過程及焊接結果證明,自動環焊與手工氬弧焊、火焰釬焊相比具有更好的焊縫形貌,形狀較為規則,參數和焊接過程的可控性高,生產效率高,具有較高的應用價值。
航空發動機;導管;自動焊
0 前言
金屬導管是航空發動機的重要組成部分,各系統中的燃油、滑油、空氣、氧氣等工作介質都依靠金屬導管來傳遞輸送。航空發動機管路零件具有種類多、數量大、精度等級高等特點,因此其制造精度和質量的要求很高,對制造方法的要求也就越來越高。金屬導管的主要制造方法為焊接,航空發動機金屬導管的焊接多采用手工氬弧焊、火焰釬焊、感應釬焊等。上述焊接方法操作方便、設備簡單、成本低廉,對管路單件的要求較低,因此在管路焊接中應用較為廣泛。但是這幾種焊接方法都是手工操作,對焊工的技能水平要求較高,通常焊縫成形都不甚理想,會出現焊偏、凹陷、焊漏、焊不透等缺陷[1-4]。
近年來,隨著金屬導管的大量應用,對金屬導管的焊接質量要求越來越高,自動焊接成為較理想的導管焊接方法。在20世紀90年代出現了自動環焊機用于焊接金屬導管,焊接管徑可覆蓋航空發動機上所有金屬導管,因此,近年來自動環焊機開始在航空發動機金屬導管焊接上得到應用,并取得成功[5-7]。
1 自動環焊機規格
針對航空發動機中的導管直徑通常在φ30mm以內,選用美國MK公司生產的型號為ACL-200的小型自動環焊機。該型焊機主要用于不銹鋼、碳鋼、鋁合金等管材的管管對焊,及管路與管接頭的焊接。焊接范圍為導管外徑φ6~φ50 mm。設備參數如表1所示。
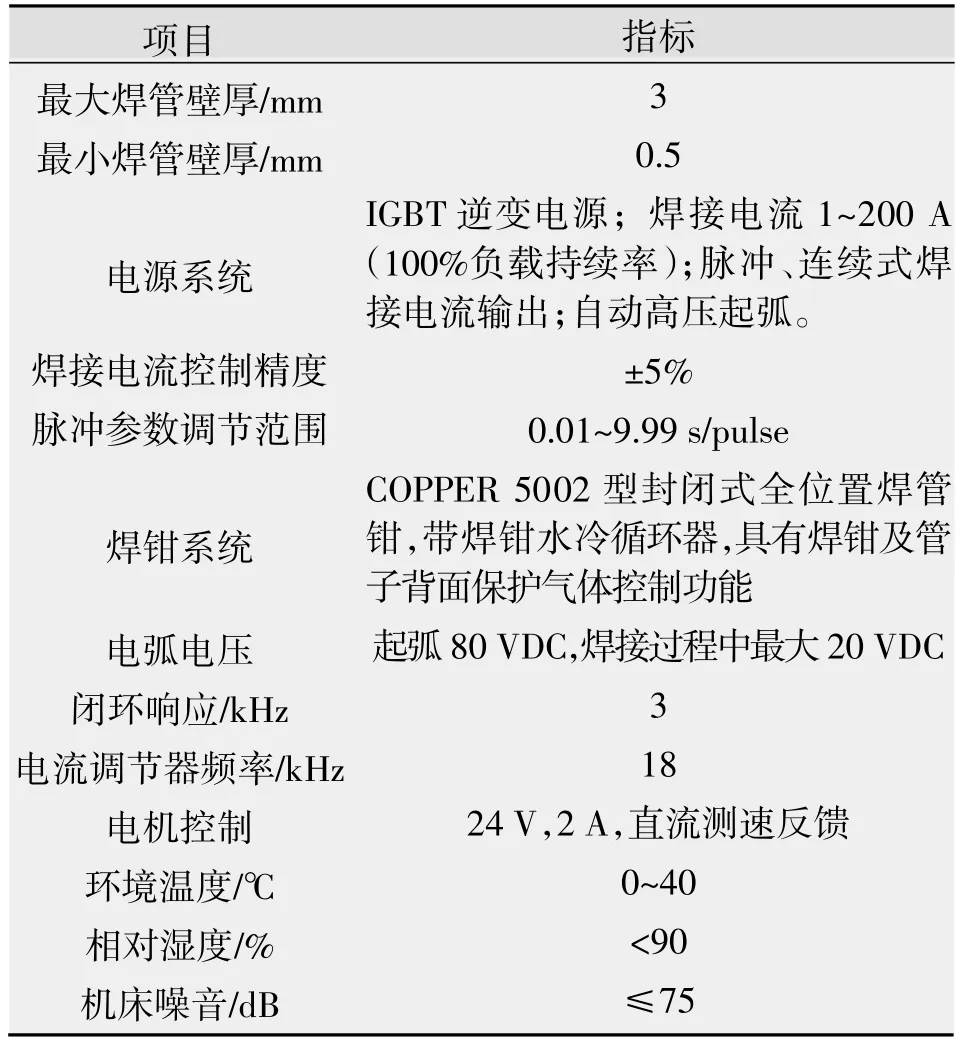
表1 自動環焊機主要參數指標
自動環焊機控制器能對多種規格導管零件的焊接參數進行分類存儲,當操作者輸入導管規格后環焊機的數據處理系統可根據輸入的管路規格給出相應的焊接參數,節省了焊接參數調試設置時間。自動環焊機采用的是鎢極氬弧焊,如圖1所示。
2 焊接用工裝
針對不同管型、管徑及管接頭,需要選用不同的環焊夾塊,每一種管接頭及管徑的管路對應一套環焊夾塊。環焊夾塊的設計和制造尺寸公差要與管路配合精準,既不能配合過緊,以免拆取時劃傷零件表面;也不可過松,從而影響焊接后的同軸度,同時還要考慮環焊夾塊與零件的干涉問題。
在圖2中,左側環焊夾塊為無開口的結構,在此結構下,零件裝配后鎢極與焊縫不易對正,焊接時會造成焊偏缺陷;右側環焊夾塊為開口結構,零件裝配后如圖3所示,零件可在工裝上微調,以保證鎢極與焊縫對正,因此正確的夾塊應為開口結構。
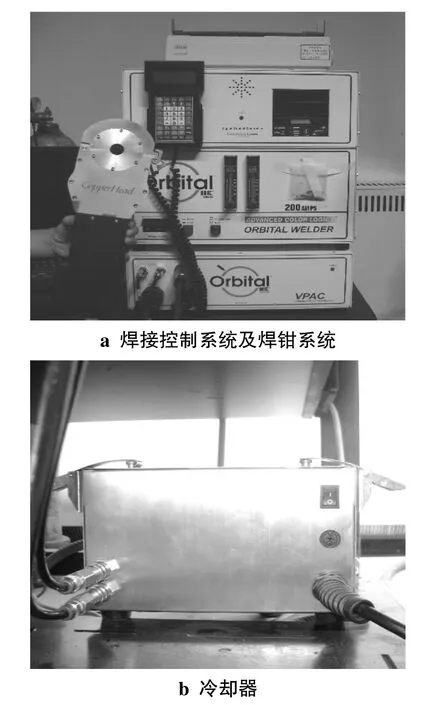
圖1 自動環焊機

圖2 焊接工裝

圖3 裝卡方式
在裝配和焊接過程中,由于焊鉗空間比較小,焊接時需通氬氣保護,裝配后鎢極位置不能調整。而通常航空發動機的導管的焊接部位距管接頭不規則形狀處距離較近,導致工裝設計和制造時對零件的定位及裝夾位置要求較嚴,以保證焊縫與焊鉗的同軸要求以及鎢極與焊接位置的對中要求,因此造成了工裝裝卸的困難。由于工裝是通過6個φ2.5 mm的小螺絲固定在焊鉗上,對于結構簡單、形狀單一的管路或管接頭可實現一次裝夾、多件焊接,而對于形狀復雜的管路或不規則管接頭則很難實現。
3 試驗結果和分析
采用牌號為Z10CNT1811,規格為(φ6 mm~φ20 mm)×0.8 mm的5種管徑進行焊接試驗。導管具體規格分別為:φ6 mm×0.8 mm,φ8 mm×0.8 mm,φ14mm×0.8mm,φ16mm×0.8mm,φ20 mm×0.8 mm。導管的接頭形式如圖4所示。
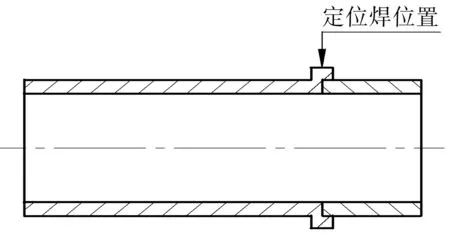
圖4 正確的定位焊點位置
3.1 焊前的清理及定位焊
打磨管端頭內外毛刺,使管端齊平無毛刺,并用酒精擦拭干凈。采用手工鎢極氬弧焊定位,定位焊點位置如圖4所示,要求定位焊點不宜過高,電流不宜太大,不允許焊透,焊點數目不得少于2個,焊點直徑不得大于6 mm;定位焊如果采用如圖5所示的位置,會出現焊點位置偏離焊接對接面的中性線,由于環焊焊縫成形比較規則,偏離焊縫的定位焊點不能被正常焊縫所覆蓋,造成定位焊點在焊縫的邊緣及外側,使焊縫表面成形較差。若采用圖4的定位方式,可有效避免此類情況發生。
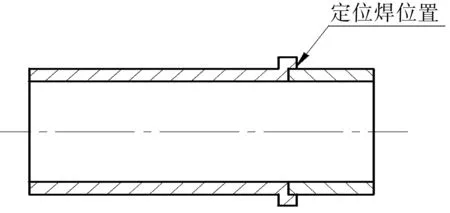
圖5 錯誤的定位焊點位置
3.2 自動環焊
環焊設備為自動焊管機。環焊的主要焊接參數包括焊接電流、焊槍轉速、保護氣體流量等,同時焊接接頭的間隙配合也起著至關重要的作用。在現有的條件下,管路端頭由車工加工而成,焊接前由鉗工修理,這種情況下,短頭的尺寸精度難以達到圖紙規定要求,導致管端與管接頭配合間隙不均;此外定位焊時,如果管路發生錯位,也會導致配合面間隙不均,從而使環焊后出現焊縫表面凹陷。焊接過程中采用導管內部通氬氣保護,如圖6所示。若導管內部沒有氬氣保護,會導致焊縫背面成型不良,同時造成氧化。焊接參數如表2所示,共進行了5種規格的金屬導管的焊接。
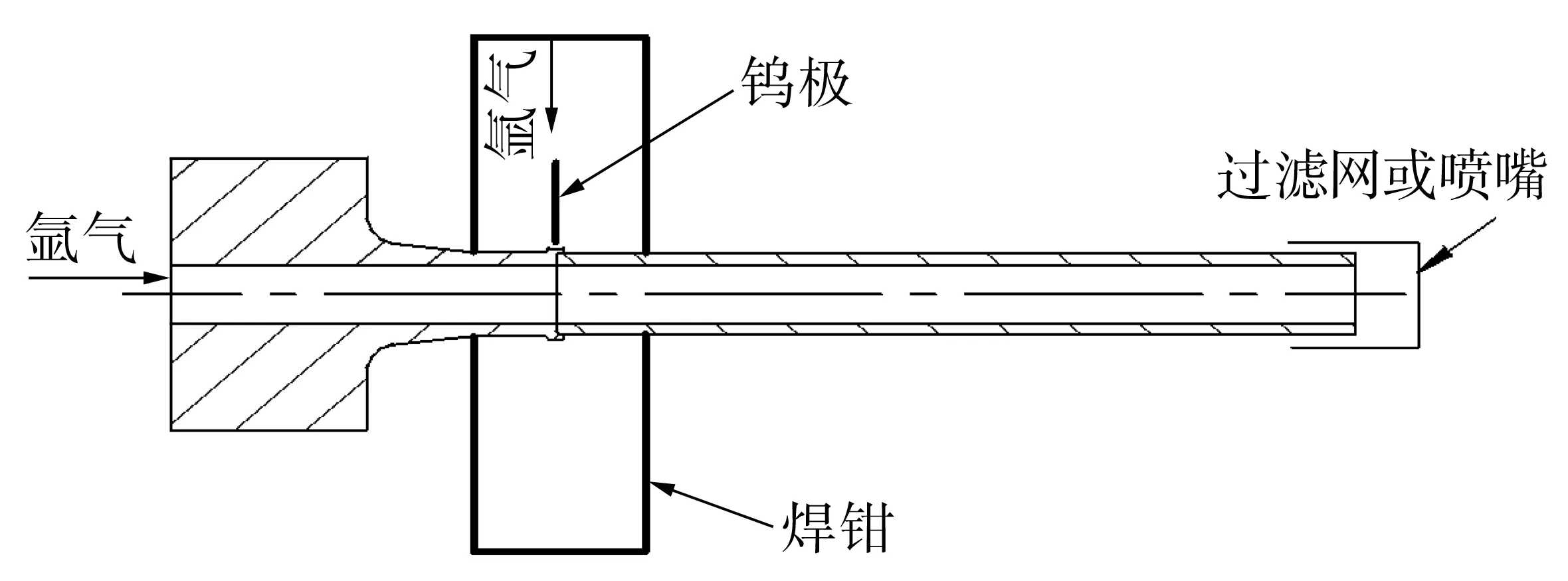
圖6 焊接時氬氣保護示意

表2 自動環焊工藝參數
3.3 焊接結果分析
焊接后對幾種規格管路的焊接結果進行檢查和分析,結果顯示,完全滿足相關要求。焊道和母材金屬之間的具有圓滑的轉接角,沒有出現咬邊和凹陷以及裂紋、氧化色和焊接飛濺等現象;規定直徑的鋼球均可順利通過;X光檢驗和滲透檢驗焊縫內部及表面狀態沒有裂紋、氣孔等缺陷;用煤油進行金屬導管的壓力試驗,6 000 kPa壓力保持5 min,沒有出現滲漏。
用金相法檢查焊縫成形和尺寸情況,主要包括表面焊縫寬度L、根部焊縫寬度l、表面突出R,表面凹陷-R、根部突出r、根部凹陷-r等,具體狀態如圖7~圖11所示,焊縫完全滿足要求。
4 結論
(1)采用專用設備進行管端平口,確保管端加工后符合環焊技術要求,避免端口不平造成的間隙不均。
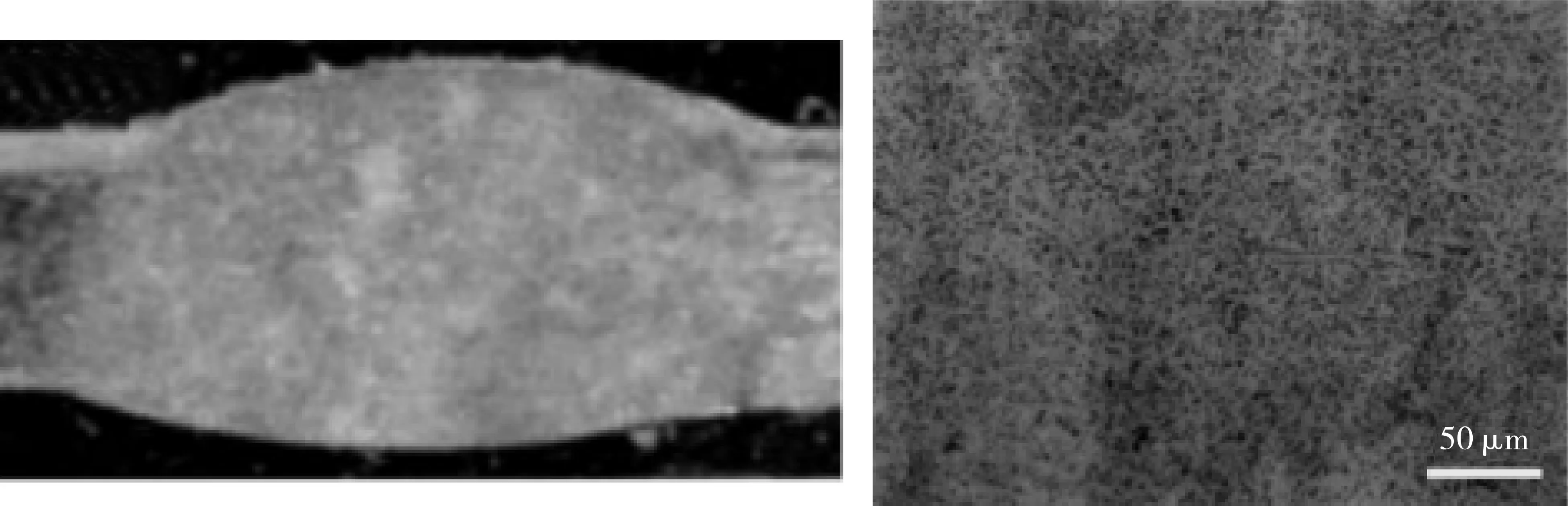
圖7 φ6管路焊縫金相照片
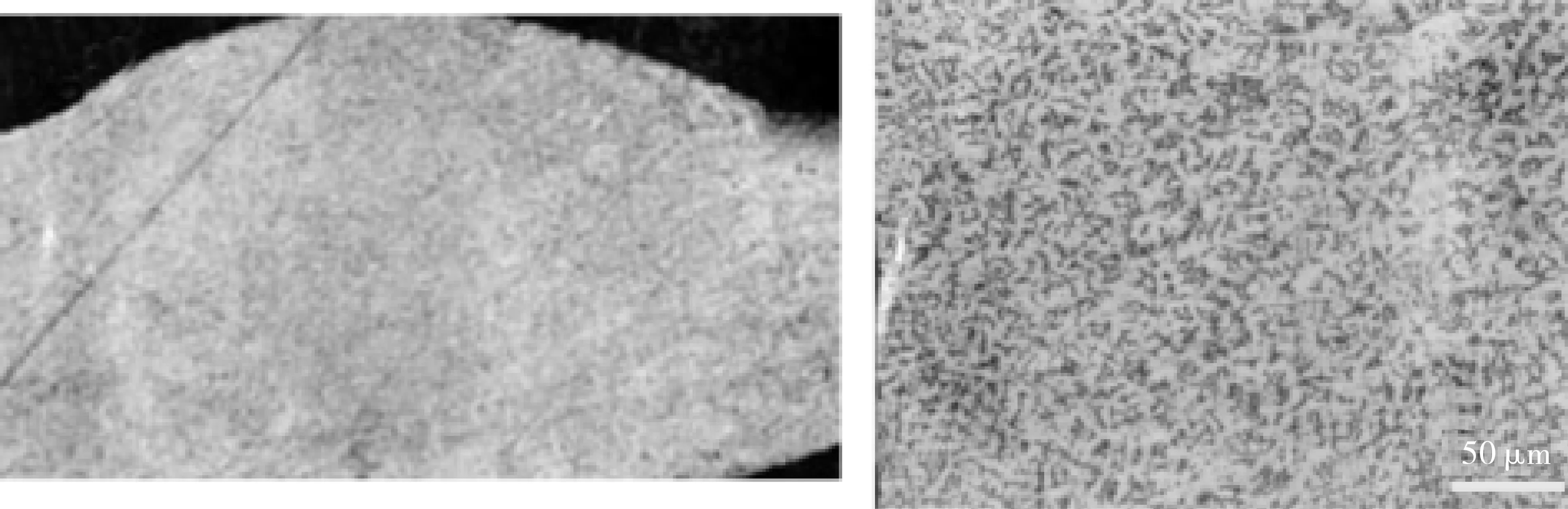
圖8 φ8管路焊縫金相照片

圖9 φ14管路焊縫金相照片

圖10 φ16管路焊縫金相照片
(2)焊鉗規格滿足形狀復雜管路的焊接要求。
(3)工裝的設計結構與制造精度的不良會造成干涉,最終影響焊接質量。
(4)定位焊點的位置和大小必須合適,否則會直接影響焊接質量。
(5)焊接時應在導管內部通氬氣保護,防止氧化和成形不良。
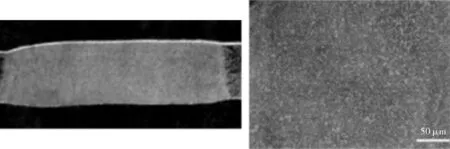
圖11 φ20管路焊縫金相照片
[1]王志紅.鋼管塔管法蘭對接環縫組合自動焊工藝[J].電焊機,2014,44(11):173-175.
[2]尹長華,高澤濤,薛振奎.長輸管道安裝焊接方法現狀及展望[J].電焊機,2013,43(05):134-141.
[3]宋金虎.基于PLC的MIG/MAG自動焊設備研制[J].電焊機,2012,42(07):44-47.
[4]王偉,薛龍,李明利.全位置管道自動焊接設備的研究[J].管道技術與設備,2002(04):15-16+25.
[5]閆相和,張善保,白鷹,等.壓縮機殼體環縫高速MAG自動焊設備與工藝[J].機械工人(熱加工),2000(09):24-26.
[6]張忠厚,凌勇.薄壁筒體與法蘭盤角環縫自動焊脹胎設計中幾個主要參數的計算方法[J].電焊機,1987,27(06):17-19.
[7]小直徑筒節縱縫單面焊雙面成形的自動焊[J].化工與通用機械,1977(02):44-47.
Application of automatic loop welding in aircraft engine
GAO Liang1,WANG Guanghai1,CUI Lei2
(1.The Air China Harbin Dongan Engine Co.,Ltd.,Harbin 150060,China;2.SchoolofMaterialsScienceandEngineering,Tianjin University,Tianjin 300350,China)
Through a lot of experiments and small batch production,usual welding method,for example manual argon arc welding and torch brazing,appear the bugs of deviation welding and depress in welded tube.In this paper,the application of automatic ring welding machine in the girth welding of aeroengine pipe is studied.Confirms the parameter of ring welding for kinds of specification tube,the process and the results of ring welding show that the automatic welding weld morphology is better than manual argon arc welding and torch brazing,which exhibits regular shape,high controllability and the parameters of the welding process.The automatic ring welding shows high production efficiency and application value.
aeroengine;conduit pipe;automatic ring welding
TG43
B
1001-2303(2017)09-0039-05
10.7512/j.issn.1001-2303.2017.09.08
本文參考文獻引用格式:高亮,王廣海,崔雷.自動環焊機在航空發動機中的應用[J].電焊機,2017,47(09):39-42+49.
2017-04-22;
2017-05-04
高 亮(1985—),女,工程師,碩士,主要從事航空發動機焊接工藝的研究工作。E-mail:454145143@qq.com。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
汽車維修與保養(2021年8期)2021-02-16 00:28:30
汽車維修與保養(2021年8期)2021-02-16 00:28:18
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
汽車與新動力(2015年1期)2015-02-27 12:11:01
汽車與新動力(2014年2期)2014-02-27 12:10:15
