SIZER軟件在自動(dòng)堆焊機(jī)控制系統(tǒng)設(shè)計(jì)中的應(yīng)用
2018-01-03 07:41:46
電焊機(jī) 2017年9期
關(guān)鍵詞:焊縫
(河海大學(xué)機(jī)電工程學(xué)院,江蘇常州213022)
SIZER軟件在自動(dòng)堆焊機(jī)控制系統(tǒng)設(shè)計(jì)中的應(yīng)用
桂鵬千,田松亞,楊 柱,李曉波
(河海大學(xué)機(jī)電工程學(xué)院,江蘇常州213022)
膜式水冷壁廣泛應(yīng)用于鍋爐工業(yè)中,但由于在其工作環(huán)境中高溫?zé)煔鈱?duì)水冷壁產(chǎn)生高溫腐蝕及氣流磨損,需要在水冷壁表面堆焊一層耐熱、耐蝕材料。為了保證獲得低稀釋率的堆焊焊縫,采用立向下焊接工藝。設(shè)計(jì)了水冷壁自動(dòng)堆焊設(shè)備,包括用于將水冷壁鉛直固定的管排架和焊接平臺(tái)所在的門架,門架頂部的電機(jī)帶動(dòng)裝有焊接平臺(tái)的橫梁上下運(yùn)動(dòng),完成從上往下的焊接操作,同時(shí)焊接平臺(tái)在橫梁電機(jī)驅(qū)動(dòng)下作左右運(yùn)動(dòng),完成水冷壁的整個(gè)表面堆焊。焊接前,通過焊接平臺(tái)上的1個(gè)旋轉(zhuǎn)電機(jī)和2個(gè)微調(diào)電機(jī)調(diào)整焊槍位姿;焊接過程中,傳感器反饋焊槍距水冷壁左右、前后的距離,兩個(gè)微調(diào)電機(jī)調(diào)整焊槍與水冷壁的距離,使焊槍始終跟蹤所需的焊接位置。該設(shè)備使用8個(gè)電機(jī)來實(shí)現(xiàn)焊槍的多軸運(yùn)動(dòng),需要構(gòu)建驅(qū)動(dòng)系統(tǒng)和控制系統(tǒng)。根據(jù)各機(jī)構(gòu)機(jī)械運(yùn)動(dòng)的要求,采用SIZER軟件配置驅(qū)動(dòng)系統(tǒng)和控制系統(tǒng),獲得各電氣元器件的型號(hào)和設(shè)備技術(shù)數(shù)據(jù),為自動(dòng)堆焊設(shè)備的研制打下基礎(chǔ)。
膜式水冷壁;自動(dòng)堆焊;驅(qū)動(dòng)系統(tǒng);控制系統(tǒng);SIZER
0 前言
膜式水冷壁是用扁鋼和鋼管依次焊接而成的管屏,可以簡化鍋爐爐墻結(jié)構(gòu)、減輕質(zhì)量,用在對(duì)流段能減少排煙熱損失,提高熱效率,故水冷壁在工業(yè)鍋爐中得到大力推廣[1]。但是工作環(huán)境中的高溫?zé)焿m和氣流會(huì)導(dǎo)致水冷壁表面磨損及高溫腐蝕,影響膜式水冷壁的工作壽命,所以在其受熱面堆焊一層特殊的耐熱、耐蝕材料極為重要[2]。
采用傳統(tǒng)熱噴涂技術(shù)(如火焰噴涂等)獲得的噴涂層與基體一般為機(jī)械結(jié)合,噴涂層與基體的結(jié)合強(qiáng)度低,所以在工作中噴涂層可能會(huì)剝落;采用堆焊技術(shù)獲得的堆焊層與基體為冶金結(jié)合,耐熱材料和基體材料結(jié)合緊密,降低了堆焊層在使用過程中的脫落傾向,因此可以采用堆焊技術(shù)在水冷壁表面堆焊一層耐熱、耐蝕的合金層。而人工堆焊不僅勞動(dòng)強(qiáng)度大、工作效率低,而且焊接質(zhì)量難以保證,所以采用自動(dòng)堆焊技術(shù)。
目前,國內(nèi)外對(duì)堆焊的研究主要集中在堆焊合金層的性能[3-4]、堆焊過程中的溫度場及焊接變形[5-6]、堆焊工藝優(yōu)化[7],或者是針對(duì)具體工件設(shè)計(jì)焊接專機(jī)。于宗海[8]針對(duì)球形封頭設(shè)計(jì)了自動(dòng)堆焊專機(jī)進(jìn)行自動(dòng)堆焊。白潔等人[9]設(shè)計(jì)了一臺(tái)用于復(fù)雜齒形曲面的自動(dòng)堆焊設(shè)備,該設(shè)備采用6軸運(yùn)動(dòng)控制,在齒形曲面上堆焊一層厚5 mm的合金層,該合金層形狀可控,堆焊曲面成形準(zhǔn)確、光順飽滿。上述文獻(xiàn)都是針對(duì)特有產(chǎn)品進(jìn)行的設(shè)備研發(fā),且待焊產(chǎn)品尺寸都相對(duì)較小,需要實(shí)現(xiàn)的運(yùn)動(dòng)也較為簡單。而水冷壁的尺寸很大,待堆焊面由平面和曲面組成,焊槍行走的軌跡復(fù)雜,需要8軸運(yùn)動(dòng),機(jī)械結(jié)構(gòu)更加復(fù)雜。目前國內(nèi)外對(duì)水冷壁自動(dòng)堆焊的研究很少,因此需要設(shè)計(jì)針對(duì)水冷壁的自動(dòng)堆焊設(shè)備。
實(shí)現(xiàn)水冷壁的自動(dòng)堆焊需要設(shè)計(jì)機(jī)械系統(tǒng)、驅(qū)動(dòng)系統(tǒng)和控制系統(tǒng)。機(jī)械系統(tǒng)由固定水冷壁的井架和實(shí)現(xiàn)焊槍多軸運(yùn)動(dòng)的門架組成;驅(qū)動(dòng)系統(tǒng)由8個(gè)電機(jī)組成,以實(shí)現(xiàn)焊槍的多軸運(yùn)動(dòng);在控制系統(tǒng)中,采用PLC進(jìn)行邏輯控制、SIMOTION進(jìn)行運(yùn)動(dòng)控制。SIZER軟件作為SIEMENS公司開發(fā)的一款驅(qū)動(dòng)系統(tǒng)配置工具軟件,能夠?qū)﹄姍C(jī)、減速箱、變頻器、運(yùn)動(dòng)控制器等進(jìn)行選型,因此在驅(qū)動(dòng)系統(tǒng)和控制系統(tǒng)的設(shè)計(jì)中,可以利用SIZER軟件對(duì)電氣元器件進(jìn)行選擇、配置,以得到合適的方案。
1 機(jī)械系統(tǒng)
1.1 機(jī)械結(jié)構(gòu)的設(shè)計(jì)
膜式水冷壁的規(guī)格為長10m、寬1m,由17根φ38×5×10 000的鋼管和 17 根 22×5×10 000的扁鋼組成。為了獲得低稀釋率的堆焊層,采用立向下焊接工藝。需要設(shè)計(jì)管排架用于將水冷壁鉛直安放,管排架固定在井架,焊接平臺(tái)安裝在橫梁上,隨著安裝在門架上的滾珠絲杠一起上下運(yùn)動(dòng)。
井架:將水冷壁固定安裝在管排架上,通過管排架起吊水冷壁后,管排架被鉛直安裝、固定在一個(gè)井架上。水冷壁安裝完畢后的示意如圖1所示,其中氣缸分別用于管排架前后、左右的夾緊。
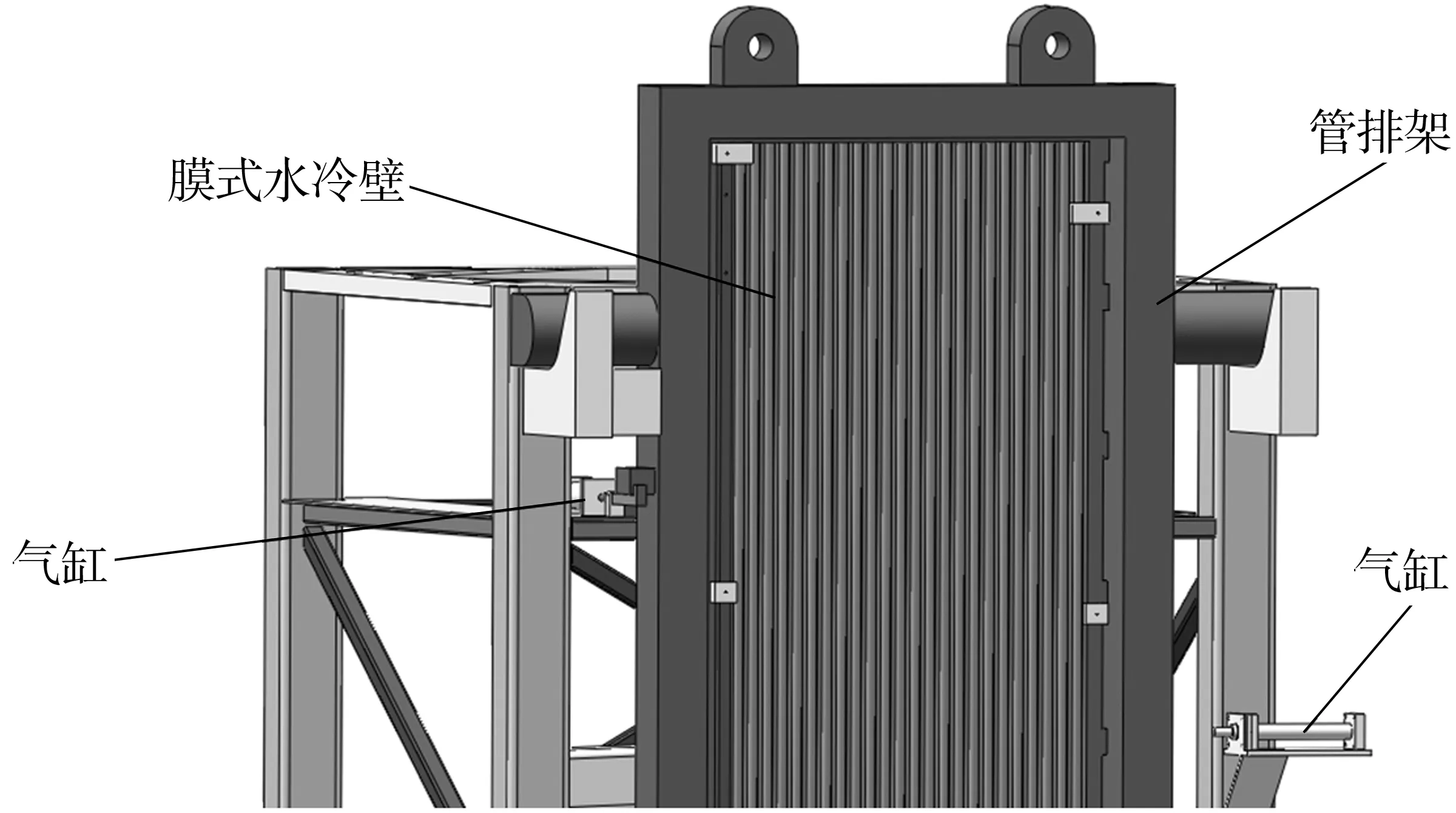
圖1 井架
門架:完成井架設(shè)計(jì)后,再設(shè)計(jì)門架機(jī)構(gòu),用于實(shí)現(xiàn)焊接平臺(tái)及焊槍的多軸運(yùn)動(dòng),門架機(jī)構(gòu)如圖2所示。整個(gè)門架高7 500 mm,橫梁在門架上的有效行程為6 000 mm,采用對(duì)水冷壁先堆焊一半,然后再堆焊另一半的方式進(jìn)行焊接,這樣既有利于整個(gè)門架的運(yùn)動(dòng),又能提高整個(gè)門架的剛度。

圖2 門架
1.2 焊槍多軸運(yùn)動(dòng)的實(shí)現(xiàn)
整個(gè)門架和門架上的局部機(jī)構(gòu)可以通過電機(jī)驅(qū)動(dòng)實(shí)現(xiàn)焊槍上下、前后、左右以及旋轉(zhuǎn)等多軸運(yùn)動(dòng)。門架機(jī)構(gòu)中共使用8個(gè)電機(jī),其中電機(jī)1為底部電機(jī),電機(jī)2、3為垂直電機(jī),電機(jī)4為橫梁電機(jī),電機(jī)5為齒輪電機(jī),電機(jī)6、7為微調(diào)電機(jī),電機(jī)8為擺動(dòng)電機(jī)。
在焊接前后需要吊裝管排架,電機(jī)1驅(qū)動(dòng)門架前后移動(dòng),給工件吊裝讓出足夠空間;在焊接過程中,為了實(shí)現(xiàn)從上向下的自動(dòng)堆焊,門架頂部的電機(jī)2和電機(jī)3驅(qū)動(dòng)絲杠轉(zhuǎn)動(dòng),帶動(dòng)橫梁和焊接平臺(tái)一起上下移動(dòng),完成焊接操作;從上向下完成一道焊縫后,橫梁上面的電機(jī)4通過驅(qū)動(dòng)絲杠轉(zhuǎn)動(dòng),帶動(dòng)焊接平臺(tái)左右運(yùn)動(dòng),使焊接平臺(tái)位于下一待焊面處。由于待焊面由平面和圓弧面組成,焊接過程中要求焊槍處于基本垂直于待焊面的狀態(tài),所以焊槍需要轉(zhuǎn)動(dòng)以調(diào)整焊槍姿態(tài),焊槍的轉(zhuǎn)動(dòng)由電機(jī)5驅(qū)動(dòng),轉(zhuǎn)動(dòng)順序如圖3所示。焊槍位于A處時(shí)垂直于扁鋼,并焊接扁鋼;完成A道焊縫后,焊槍順時(shí)針旋轉(zhuǎn)45°,使焊槍位于B處(B處為扁鋼與鋼管的相貫線);完成B道焊縫后,焊槍順時(shí)針旋轉(zhuǎn)15°,使焊槍位于C處(C代表鋼管左邊所有的焊縫);完成C道焊縫后,焊槍逆時(shí)針旋轉(zhuǎn)60°,使焊槍位于D處(D處為鋼管中間并垂直于鋼管的地方);完成D道焊縫后,焊槍逆時(shí)針旋轉(zhuǎn)60°,使焊槍位于E處(E代表鋼管右邊所有的焊縫);完成E道焊縫后,焊槍順時(shí)針旋轉(zhuǎn)15°,使焊槍位于F處(F處為扁鋼與鋼管的相貫線);完成F道焊縫后,開始下一周期的焊接。鋼管直徑38 mm,周長119.32 mm,焊槍擺動(dòng)幅度約20 mm,所以焊槍轉(zhuǎn)動(dòng)角度約為60°,轉(zhuǎn)動(dòng)5次后,可以完成對(duì)鋼管表面的堆焊。
橫梁上的電機(jī)動(dòng)作帶動(dòng)焊接平臺(tái)運(yùn)動(dòng)到合適位置后,焊接平臺(tái)上電機(jī) 6(X)、電機(jī) 7(Y)控制焊槍作前后、左右運(yùn)動(dòng),調(diào)整焊槍與水冷壁的距離,與電機(jī)5配合完成焊槍位姿調(diào)節(jié)。因?yàn)槟な剿浔诔叽绾艽螅豢杀苊獾貢?huì)出現(xiàn)變形,所以需要安裝傳感器實(shí)時(shí)獲取焊槍的跟蹤數(shù)據(jù),調(diào)整X、Y方向的電機(jī)根據(jù)所獲得的數(shù)據(jù)作出相應(yīng)響應(yīng),調(diào)整焊槍與水冷壁的距離。這2個(gè)電機(jī)焊接前具有微調(diào)作用,焊接過程中具有跟蹤調(diào)節(jié)作用。電機(jī)8通過凸輪傳動(dòng)機(jī)構(gòu)實(shí)現(xiàn)焊槍高速擺動(dòng),完成焊接。焊接平臺(tái)如圖4所示。

圖3 焊槍姿態(tài)改變順序(A-B-C-D-E-F)
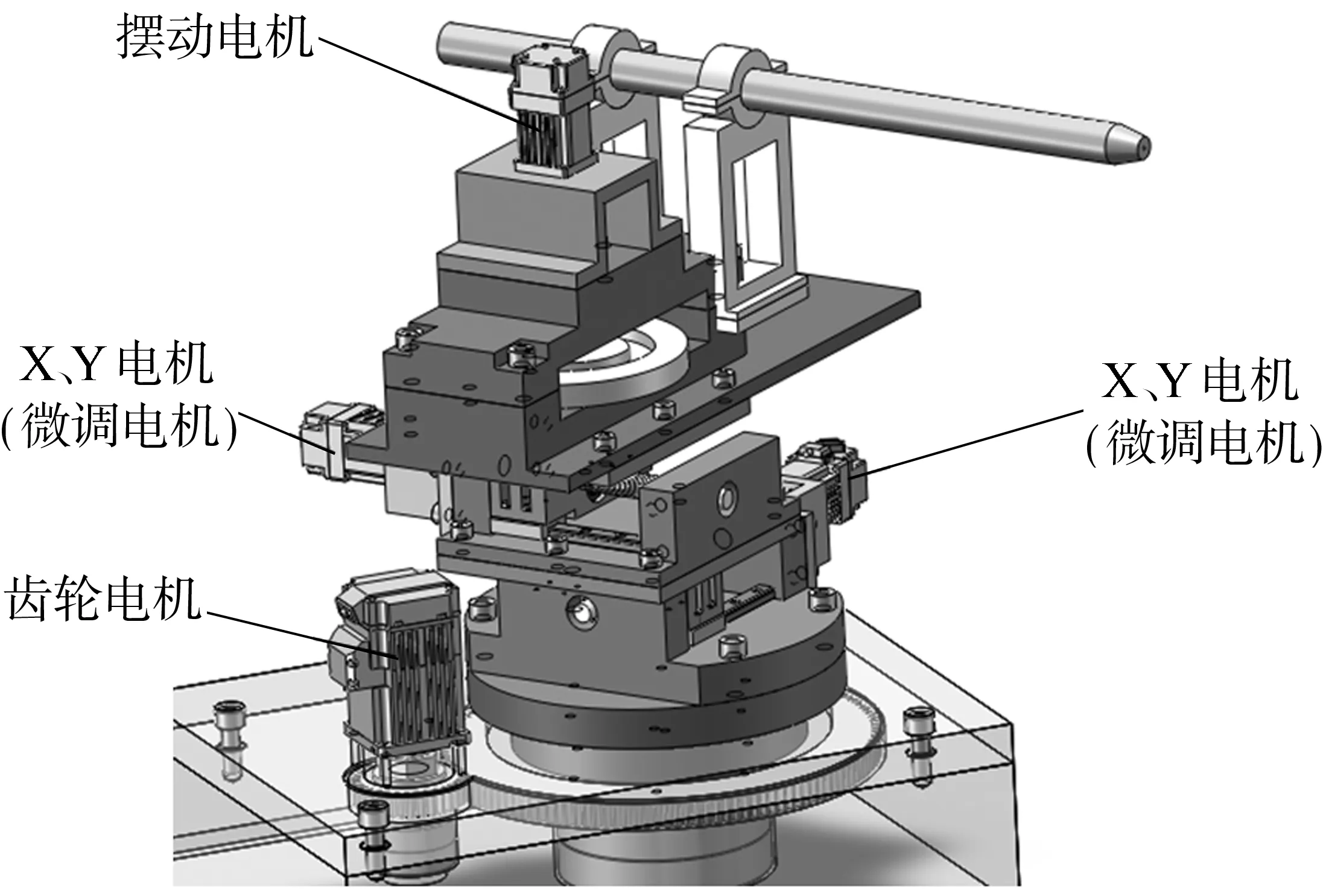
圖4 焊接平臺(tái)
1.3 運(yùn)動(dòng)參數(shù)確定
上述機(jī)械結(jié)構(gòu)中所選用的絲杠參數(shù)如表1所示。

表1 絲杠型號(hào)及其參數(shù)
在門架底部,采用電機(jī)驅(qū)動(dòng)梯形絲杠使門架整體前后移動(dòng),門架整體質(zhì)量mmj=10 000 kg,摩擦系數(shù)μmj=0.2,門架運(yùn)動(dòng)距離為1 m,運(yùn)動(dòng)時(shí)間為2 min,其中門架加減速運(yùn)動(dòng)時(shí)間各為1 s,勻速運(yùn)動(dòng)時(shí)間118 s,扭矩為 1.216 N·m,門架總轉(zhuǎn)動(dòng)慣量為3.76×10-5kg·m2,減速比為 28。
橫梁在門架上的移動(dòng)距離為6 500 mm,焊接過程中的橫梁移動(dòng)速度為900 mm/min,運(yùn)動(dòng)總時(shí)長為7.2min;空載時(shí)橫梁移動(dòng)速度為1500mm/min,運(yùn)動(dòng)總時(shí)長為4.3 min,電機(jī)的啟動(dòng)和制動(dòng)時(shí)長均為1 s,扭矩為0.095 N·m,橫梁總轉(zhuǎn)動(dòng)慣量為8.824×10-5kg·m2,減速比為 20。
焊槍擺動(dòng)幅度20 mm,橫梁上的滾珠絲杠導(dǎo)程6 mm,焊接平臺(tái)行走速度600 mm/min,啟動(dòng)和制動(dòng)時(shí)間均為0.2 s,運(yùn)動(dòng)總時(shí)長1.2 s,扭矩0.01 N·m,平臺(tái)總轉(zhuǎn)動(dòng)慣量 5.26×10-6kg·m2,減速比為 20。
在調(diào)整焊槍姿態(tài)的齒輪傳動(dòng)機(jī)構(gòu)中,大齒輪分度圓直徑為264 mm,齒數(shù)為132,小齒輪分度圓直徑為66mm,齒數(shù)為33,模數(shù)都為2。焊槍1s內(nèi)需旋轉(zhuǎn) 60°,即大齒輪旋轉(zhuǎn) 60°,小齒輪旋轉(zhuǎn) 240°,電機(jī)啟動(dòng)和制動(dòng)時(shí)間都為0.2 s,扭矩為0.018 N·m,轉(zhuǎn)動(dòng)慣量為 1.77×10-5kg·m2,減速比為 40。
因?yàn)閄、Y電機(jī)在焊接過程中需要對(duì)傳感器的反饋信息作出實(shí)時(shí)響應(yīng),調(diào)整焊槍位置,所以該處電機(jī)需響應(yīng)快,以達(dá)到實(shí)時(shí)調(diào)整的目的,現(xiàn)設(shè)計(jì)電機(jī)的啟動(dòng)和制動(dòng)時(shí)間為0.05 s,扭矩為0.037 N·m,轉(zhuǎn)動(dòng)慣量為 3.25×10-5kg·m2。
焊槍擺動(dòng)頻率為16 Hz,因?yàn)殡姍C(jī)難以在1 s內(nèi)實(shí)現(xiàn)16次換向,所以設(shè)計(jì)一平面盤形凹槽凸輪,電機(jī)不用換向即可實(shí)現(xiàn)焊槍的高頻擺動(dòng)。該電機(jī)啟動(dòng)和制動(dòng)時(shí)間均為2 s,扭矩為0.28 N·m,轉(zhuǎn)動(dòng)慣量為5.6×10-3kg·m2。凸輪的轉(zhuǎn)速為 16 r/s,基圓半徑為20mm,升程為20mm,即焊槍的擺動(dòng)寬度為20mm。
2 SIZER應(yīng)用
2.1 通過SIZER軟件配置驅(qū)動(dòng)系統(tǒng)
確定上述運(yùn)動(dòng)參數(shù)后,利用SIZER配置驅(qū)動(dòng)系統(tǒng),并選擇各電機(jī)型號(hào),如表2所示。
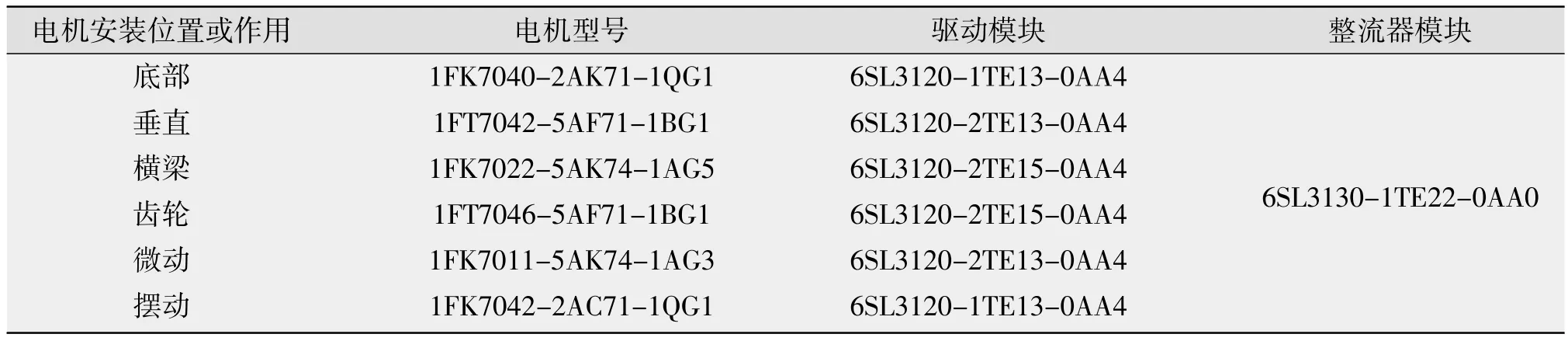
表2 SIZER電機(jī)及相關(guān)元器件選型
底部電機(jī)、擺動(dòng)電機(jī)和另外6個(gè)電機(jī)沒有關(guān)聯(lián)性,且距離遠(yuǎn),所以這2個(gè)電機(jī)的電機(jī)模塊選用單電機(jī)模塊;門架頂部的2個(gè)電機(jī)需完全同步,共用1個(gè)雙電機(jī)模塊;橫梁上的電機(jī)與調(diào)整焊槍姿態(tài)的電機(jī)共用1個(gè)雙電機(jī)模塊;調(diào)整焊槍X、Y方向的2個(gè)電機(jī)共用1個(gè)雙電機(jī)模塊。所選用的整流器模塊都為6SL3130-1TE22-0AA0。
2.2 通過SIZER軟件配置控制系統(tǒng)
選擇SIMOTION D435-2DP/PN運(yùn)動(dòng)控制系統(tǒng)進(jìn)行配置,此時(shí)CPU使用率達(dá)138%,在實(shí)際中該情況不可能發(fā)生,因此選擇添加新的控制單元CU320-2DP。經(jīng)過合理配置,SIMOTION D435-2DP/PN的CPU使用率降至72%,同時(shí)CU320-2DP的CPU使用率為53%,因?yàn)橄到y(tǒng)周期對(duì)SIMOTION D435-2DP/PN的使用性能有影響,為了充分利用SIMOTION D435-2DP/PN的性能以及保證其穩(wěn)定工作,選擇系統(tǒng)周期為0.75 ms。
對(duì)驅(qū)動(dòng)系統(tǒng)和控制系統(tǒng)配置完畢后,可以通過Results查看項(xiàng)目中的設(shè)備技術(shù)數(shù)據(jù)。
2.3 電氣控制拓?fù)鋱D
根據(jù)SIZER配置的驅(qū)動(dòng)系統(tǒng)和控制系統(tǒng)畫出電氣控制拓?fù)鋱D,如圖5所示。PC/PG、HMI等通過工業(yè)以太網(wǎng)與SIMOTION、CU320進(jìn)行通訊,繼而通過電機(jī)模塊控制電機(jī)。

圖5 電氣控制拓?fù)鋱D
3 結(jié)論
(1)設(shè)計(jì)的機(jī)械結(jié)構(gòu)通過電機(jī)驅(qū)動(dòng)實(shí)現(xiàn)了焊槍的多軸運(yùn)動(dòng),提高了自動(dòng)化程度,減少了人工參與,提高了生產(chǎn)率。
(2)利用SIZER軟件對(duì)電機(jī)等相關(guān)電氣元器件進(jìn)行選型,并配置驅(qū)動(dòng)系統(tǒng)和控制系統(tǒng),獲得該設(shè)備電氣零件技術(shù)數(shù)據(jù)。
[1]張憲,趙章風(fēng),王揚(yáng)渝,等.電站鍋爐膜式水冷壁管屏自動(dòng)焊接生產(chǎn)線設(shè)計(jì)研究[J].制造技術(shù)與機(jī)床,2005(2):43-46.
[2]汪耕米.膜式水冷壁的保護(hù)技術(shù)[J].冶金設(shè)備,2000(6):21-24.
[3]孫煥煥,劉愛國,孟凡玲.堆焊Inconel625合金的鍋爐膜式水冷壁組織和性能[J].材料熱處理學(xué)報(bào),2013(34):96-99.
[4]Janusz Adamiec.High temperature corrosion of power boiler components cladded with nickel alloys[J].Materials Characterization,2009,60(10):1093-1099.
[5]王為術(shù),陳飛,劉美玲,等.電站鍋爐膜式水冷壁溫度場特性的數(shù)值計(jì)算[J].水力電力機(jī)械,2007,29(12):23-27.
[6]張憲,楊文崗,鐘江,等.膜式水冷壁對(duì)稱單元GMAW多焊道焊接工藝參數(shù)與變形的關(guān)系[J].焊接學(xué)報(bào),2012,33(5):82-86.
[7]曾豪.鍋爐膜式水冷壁堆焊工藝優(yōu)化[D].上海:上海交通大學(xué),2009.
[8]于宗海.球形封頭自動(dòng)堆焊數(shù)字模型的建立[J].焊接學(xué)報(bào),2003,24(3):68-71.
[9]白潔,馮和永,崔東冉,等.復(fù)雜曲面零件自動(dòng)堆焊制造技術(shù)研究[J].焊接技術(shù),2014,43(11):80-81.
Application of SIZER in the design of automatic welding machine control system
GUI Pengqian,TIAN Songya,YANG Zhu,LI Xiaobo
(College of Mechanical and Electronic Engineering,Hohai University,Changzhou 213022,China)
Membrane wall has been widely applied in boiler industry,but it is corroded and worn by the high temperature flue gas and the airflow in the working environment,so a layer of heat resistant and corrosion resistant material should be welded on the surface of the membrane wall.In order to ensure low dilution rate,vertical down welding is used.Automatic welding equipment is designed,including pipe racks for fixed membrane wall straight and the frame with the beam driven by the motors on the top of the frame to move from top to down.In the meantime,the welding platform is driven by the motors on the beam to move from left to right,and then complete surfacing of the membrane wall.Before welding,the welding torch gesture is adjusted by a rotating motor and two adjusting motors on the welding platform.In welding,the distance between the welding torch and the membrane wall is detected by sensors and adjusted by the two adjusting motors in order to track the welding position.The device uses eight motors to achieve multi-axis motion of the torch,which requires the construction of drive system and control system.According to the requirements of the mechanical movement,the SIZER software is used to configure the drive system and control system,technical data of all electrical components in the equipment are achieved,and foundation is laid for the production of the automatic welding equipment.
membrane wall;automatic surfacing;drive system;control system;SIZER
TG409
A
1001-2303(2017)09-0034-05
10.7512/j.issn.1001-2303.2017.09.07
本文參考文獻(xiàn)引用格式:桂鵬千,田松亞,楊柱,等.SIZER軟件在自動(dòng)堆焊機(jī)控制系統(tǒng)設(shè)計(jì)中的應(yīng)用[J].電焊機(jī),2017,47(09):34-38.
2017-01-17;
2017-03-17
桂鵬千(1991—),男,在讀碩士,主要從事焊接自動(dòng)化的研究。E-mail:guipengqian@163.com。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07
