堆焊鎳基耐蝕層工藝的研究與應用
2018-01-03 07:41:37于建平陳彩俠
電焊機 2017年9期
關鍵詞:工藝
于建平,陳彩俠
(1.上海中洲特種合金材料股份有限公司,上海 201815;2.南德認證檢測(中國)有限公司上海分公司,上海 200070)
堆焊鎳基耐蝕層工藝的研究與應用
于建平1,陳彩俠2
(1.上海中洲特種合金材料股份有限公司,上海 201815;2.南德認證檢測(中國)有限公司上海分公司,上海 200070)
通過焊接工藝試驗,采用手工鎢極氬弧焊、脈沖-自動氬弧焊、熔化極氣體保護焊三種焊接方法在碳鋼母材上分別堆焊Inconel 625、Incoloy 825鎳基焊材,其堆焊層熔敷金屬的化學成分、力學性能、金相組織、抗晶間腐蝕能力均滿足客戶技術要求及ASME規范要求。此鎳基焊材已應用于生產制造中,且效果良好。
碳鋼;堆焊層;鎳基焊材
0 前言
隨著油氣田、石油化工、海洋石油工程等裝置設備的要求不斷提高,很多設備需要良好的耐高溫、耐腐蝕及較高的機械強度等性能,但價格昂貴。為降低成本通常根據腐蝕介質選用在碳鋼基材零部件的相關部位堆焊耐高溫氧化、耐腐蝕的鎳基焊材耐腐蝕層的方式,防止、降低腐蝕介質對裝置零部件的腐蝕等破壞性損失。若采用碳鋼部件,在腐蝕性介質中易發生腐蝕失效現象,嚴重時甚至會導致安全事故[1]。
上海中洲特種合金材料股份有限公司承接了若干套材質A105碳鋼且在腐蝕介質中工作的閥門、法蘭等零部件訂單,要求在零部件的端面、內外壁堆焊 Inconel 625(牌號:ERNiCrMo-3),Incoloy 825(牌號:ERNiFeCr-1)焊材,堆焊層需要加工的位置加工后合金厚度不小于3mm,不需要加工的位置合金厚度5~6 mm。由于工件均為大件,堆焊部位復雜,堆焊面積多,故控制焊接變形、保證堆焊質量、提高焊接效率、滿足訂單技術規范要求等均成為完成此訂單的關注點。
1 堆焊試驗
1.1 試驗材料
母材材料為 ASME SA105(ASTM A105)[2],其化學成分如表1所示,力學性能如表2所示。

表1 評定用母材及焊材)化學成分%

表2 評定用母材及焊材力學性能
焊材:焊絲 Inconel 625,牌號 ERNiCrMo-3,φ1.2mm(盤狀),φ2.4mm(直條);焊絲 Incoloy 825,牌號 ERNiFeCr-1,φ1.2 mm(盤狀),φ2.4 mm(直條),滿足 ASME Section Ⅱ Part C SFA 5.14[3],其化學成分如表1所示,力學性能如表2所示。
保護氣體:氬弧焊采用純度為99.99%的氬氣,熔化極氣體保護焊選用氣體組分φ(Ar)69.5%+φ(He)30%+φ(CO2)0.5%。
1.2 堆焊工藝
按項目要求,優先采用帶有自動編程功能的堆焊設備堆焊零部件。確定采用手工鎢極氬弧焊、脈沖鎢極氬弧焊、熔化極氣體保護焊制作6個試樣,其代號如下:
SM6——手工鎢極氬弧焊堆焊,ERNiCrMo-3;
SM8——手工鎢極氬弧焊堆焊,ERNiFeCr-1;
SGT——脈沖鎢極氬弧焊堆焊,ERNiCrMo-3;
SGT8——脈沖鎢極氬弧焊堆焊,ERNiFeCr-1;
SGM6——熔化極氣體保護焊堆焊,ERNiCrMo-3;
SGM8——熔化極氣體保護焊堆焊,ERNiFeCr-1。
試板規格為150 mm×150 mm×25 mm,符合ASMEⅨ QW-462.5(d)、(e)[4]。
1.3 堆焊技術
(1)焊前打磨試板堆焊面,見金屬光澤后將焊板焊在相應的鋼板上進行剛性固定,反變形。堆焊前用丙酮清洗堆焊區域,確保堆焊區域清潔,再堆焊后續焊道。
(2)堆焊過程中,保持較小的電流輸入,堆焊層表面呈亮色,堆焊3層,堆焊高度6~7 mm。層間溫度控制在100℃以下,不連續焊,堆焊焊道搭接60%~70%。不僅需要獲得致密、美觀、無缺陷的堆焊層,減小基體對堆焊層組織的稀釋傾向,而且需要保證Ni、Cr、Mo、Fe 元素的含量,使堆焊層具有良好的耐腐蝕性和耐高溫性能。
(3)焊前母材預熱200℃,焊接結束后,試板進行焊后消除應力:620℃、保溫2 h,隨爐冷卻。
(4)各堆焊工藝焊接規范如表3所示。
2 試驗結果和分析
2.1 試板檢驗
試板堆焊層進行無損探傷檢驗,焊縫進行100%PT檢驗,按ASTME165方法檢測,驗收準則為ASMEⅧ Div 1 Appendix 8,合格。
2.2 熔敷金屬化學成分
零件表面堆焊至少兩層,機加工后堆焊層的有效厚度大于等于3 mm,其化學成分應分別滿足:ASTM B443 UNS N06625(Inconel 625,且 w(Fe)≤5%,CE=%Cr+3.3%Mo+16%N≥45%)和ASTM B424 UNS N08825(Incoloy 825)的要求。距離母材熔合線1.5 mm、2.0mm、3.0 mm、5.0 mm處熔敷金屬化學成分結果如表4、表5所示。均符合訂單技術要求及ASME SectionⅡPart C SFA 5.14或AWS A5.14要求。
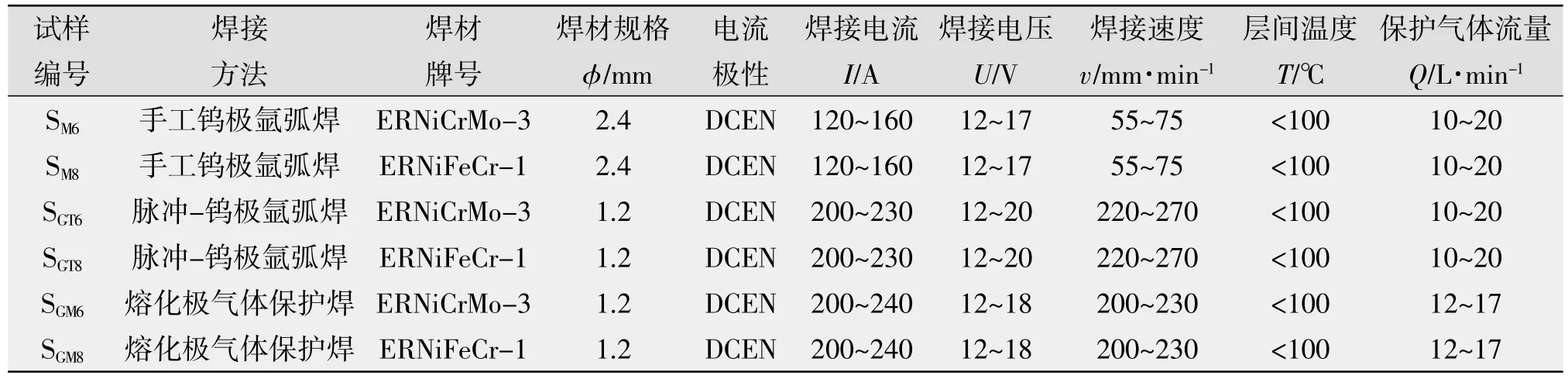
表3 焊接規范
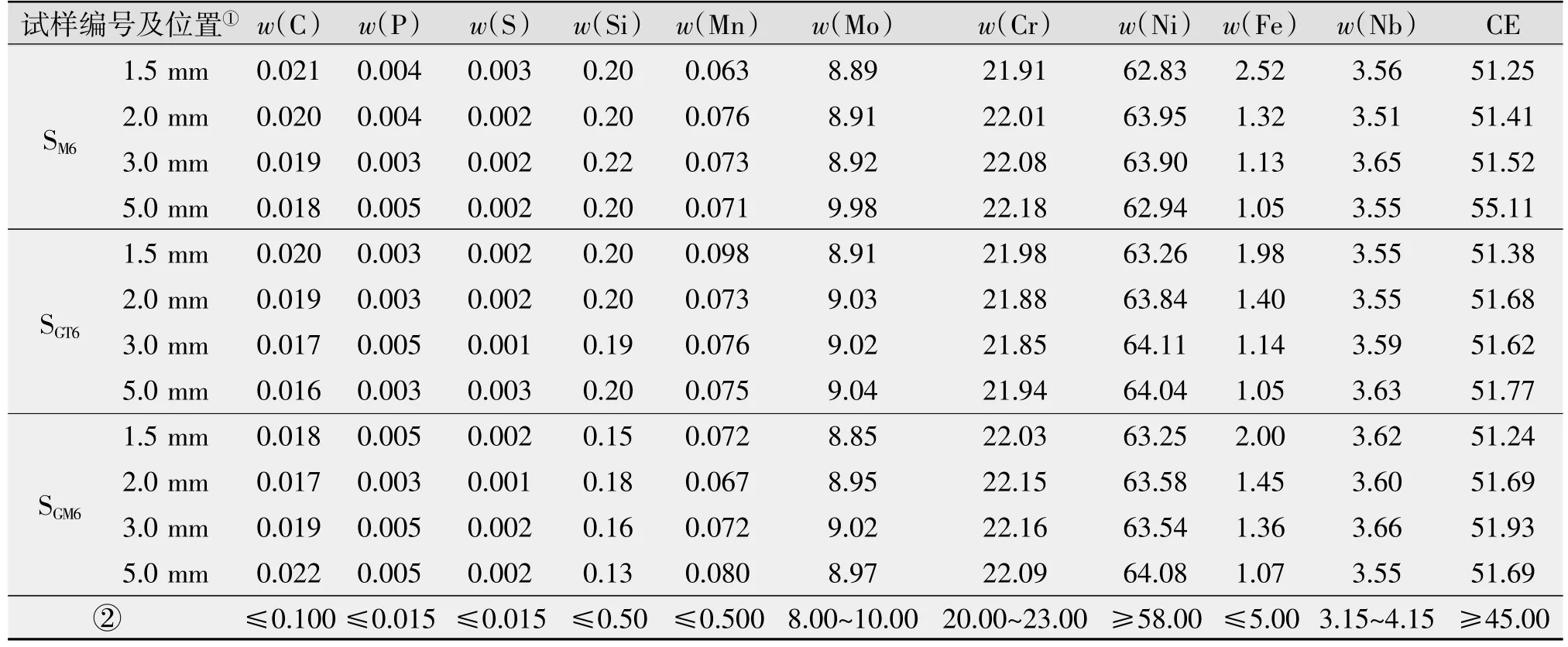
表4 熔敷金屬Inconel 625化學成分%

表5 熔敷金屬Incoloy 825化學成分%
2.3 彎曲、硬度試驗
(1)彎曲試驗按ASMEⅨ QW-160[4]進行,每個焊板4件試樣按彎曲直徑D=40 mm,彎曲角度180°,目視結果(QW-163):在彎曲后的凸面上,焊縫和熱影響區內無開口缺陷,試樣合格。
(2)硬度測試按ASTME92進行,符合NACEMR 0175/ISO15156要求:堆焊層小于等于345 HV,HAZ小于等于248HV),檢測示意如圖1所示,結果見表6。采用相同的焊接工藝,焊絲ERNiFeCr-1堆焊層的硬度略低于焊絲ERNiCrMo-3堆焊層的硬度。
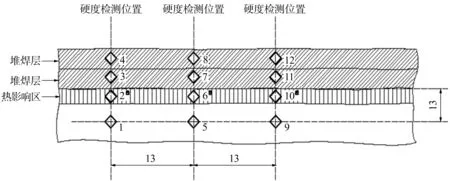
圖1 硬度檢測示意

表6 硬度HV10
2.4 金相檢驗
測試依據為ASME IX QW-183[4]。按QW-462.5(e)取樣,用雙氧水(濃鹽酸:濃硝酸的體積比 3:1)浸蝕劑浸蝕試樣,使基體與焊縫金屬、熱影響區呈現清晰界面,在光學顯微鏡下觀察焊縫金屬和熱影響區的橫斷面,界面熔合處熔合完全,無氣孔、無裂紋等缺陷。試樣的宏觀形貌如圖2~圖7所示。
觀察到堆焊層微觀組織為呈樹枝晶形態生長的奧氏體組織,如圖8~圖13所示。手工堆焊試件,堆焊層組織為同一方向分布較均勻的奧氏體;自動堆焊試件,堆焊層組織為較均勻的奧氏體,有利于減小晶間腐蝕傾向。
2.5 晶間腐蝕試驗
腐蝕試樣取自堆焊層,規格40 mm×20 mm×5 mm,不允許帶母材。按ASTMG28試驗方法A,試樣在硫酸鐵-硫酸溶液中進行120 h沸騰試驗[5],經檢驗,試樣表面無缺陷,腐蝕率見表7(腐蝕率0.9 mm/year)。

圖2 SM6試樣的宏觀形貌
3 工程應用
將上述三種堆焊工藝和焊材應用于閥體、法蘭等零部件的生產制造,如圖14~圖17所示,堆焊其端面、內外壁,堆焊厚度5~6 mm。焊前及焊接過程中保持焊接區域清潔,嚴格按照堆焊工藝操作,控制焊接規范,獲得低碳、高鉻的熔敷金屬層,具有良好的耐腐蝕、抗高溫氧化、硫化等性能。
圖3 SM8試樣的宏觀形貌
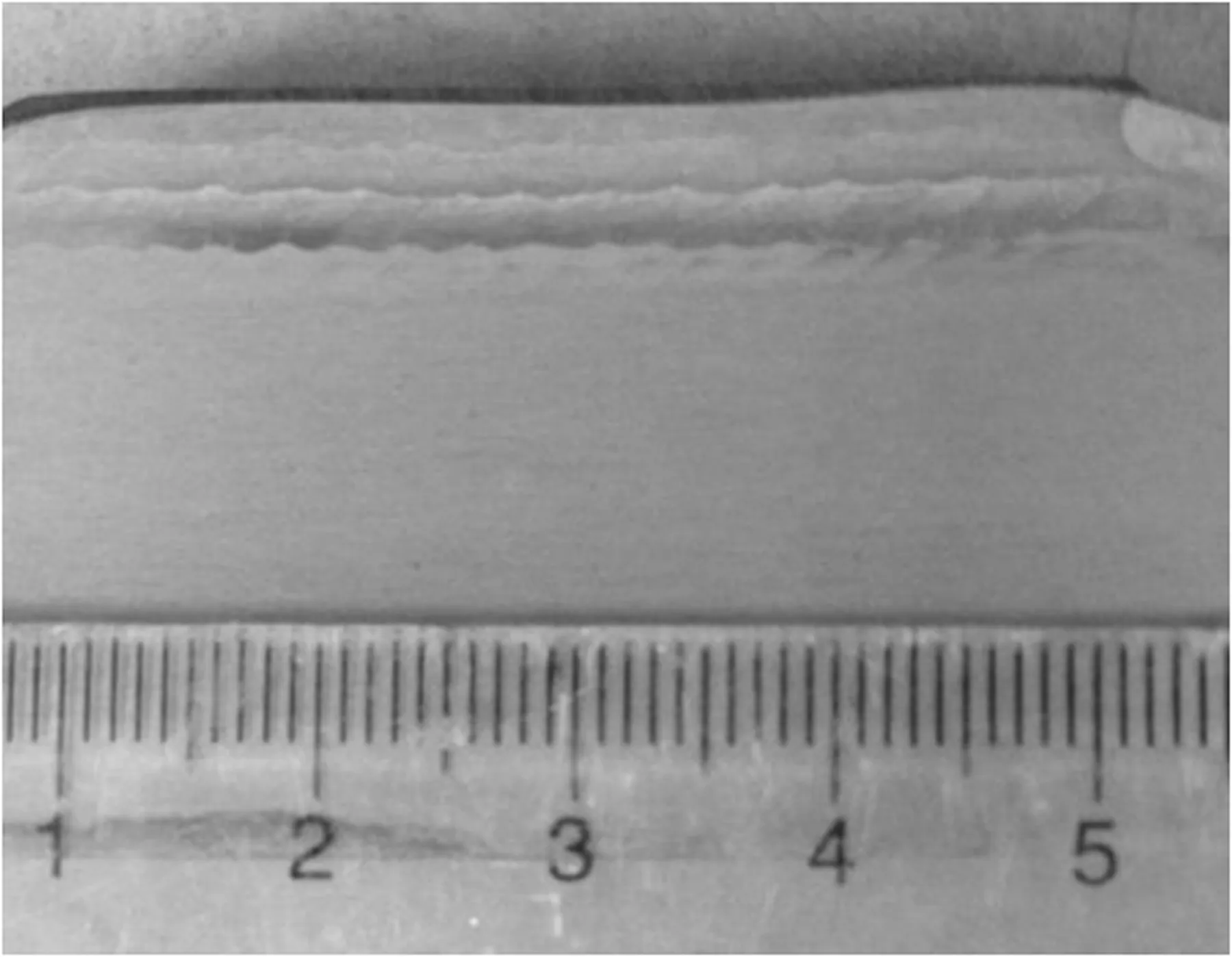
圖4 SGT6試樣的宏觀形貌

圖5 SGT8試樣的宏觀形貌

圖6 SGM6試樣的堆焊層微觀組織

圖7 SGM8試樣的堆焊層微觀組織

圖8 SM6試樣的堆焊層微觀組織

圖9 SM8試樣的堆焊層微觀組織
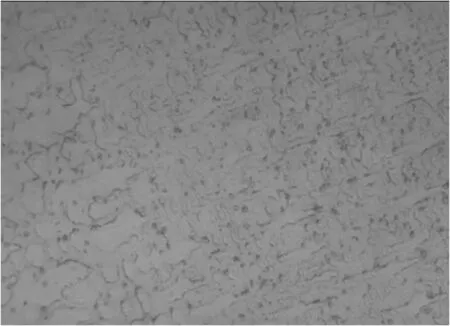
圖10 SGT6試樣的堆焊層微觀組織
4 結論
(1)采用手工鎢極氬弧焊、脈沖-自動氬弧焊、熔化極氣體保護焊堆焊工藝,在ASME SA105(ASTM A105)材質上堆焊焊絲Inconel 625(牌號ERNiCrMo-3)、Incoloy 825(牌號 ERNiFeCr-1),其堆焊層經無損檢測、熔敷金屬化學成分、力學性能、金相檢驗和抗腐蝕試驗,均滿足客戶技術規范及ASME規范要求。

圖11 SGT8試樣的堆焊層微觀組織

圖12 SGM6試樣的堆焊層微觀組織
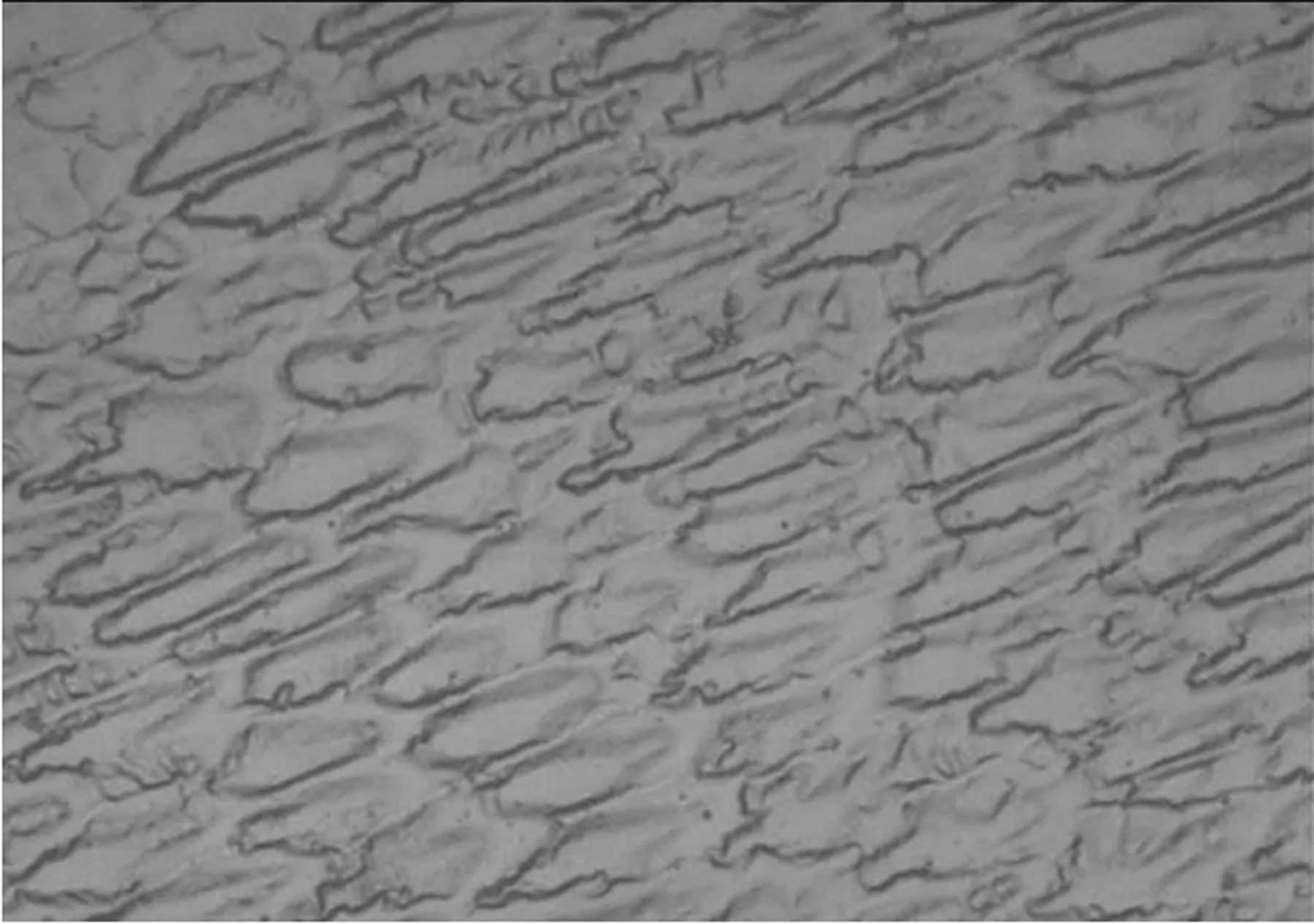
圖13 SGM8試樣的堆焊層微觀組織

表7 晶間腐蝕腐蝕率mm/year

圖14 堆焊位置之一
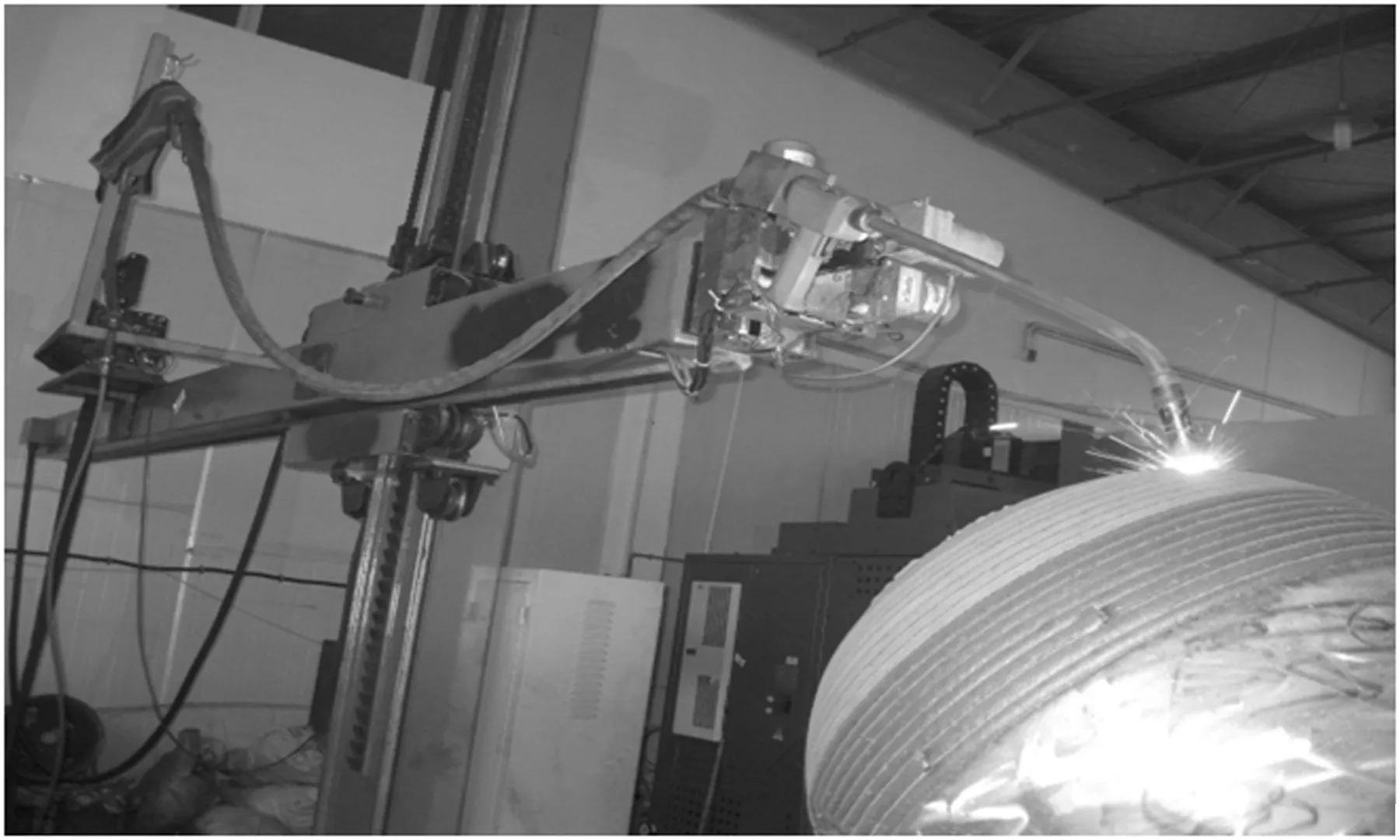
圖15 外壁堆焊(GMAW)
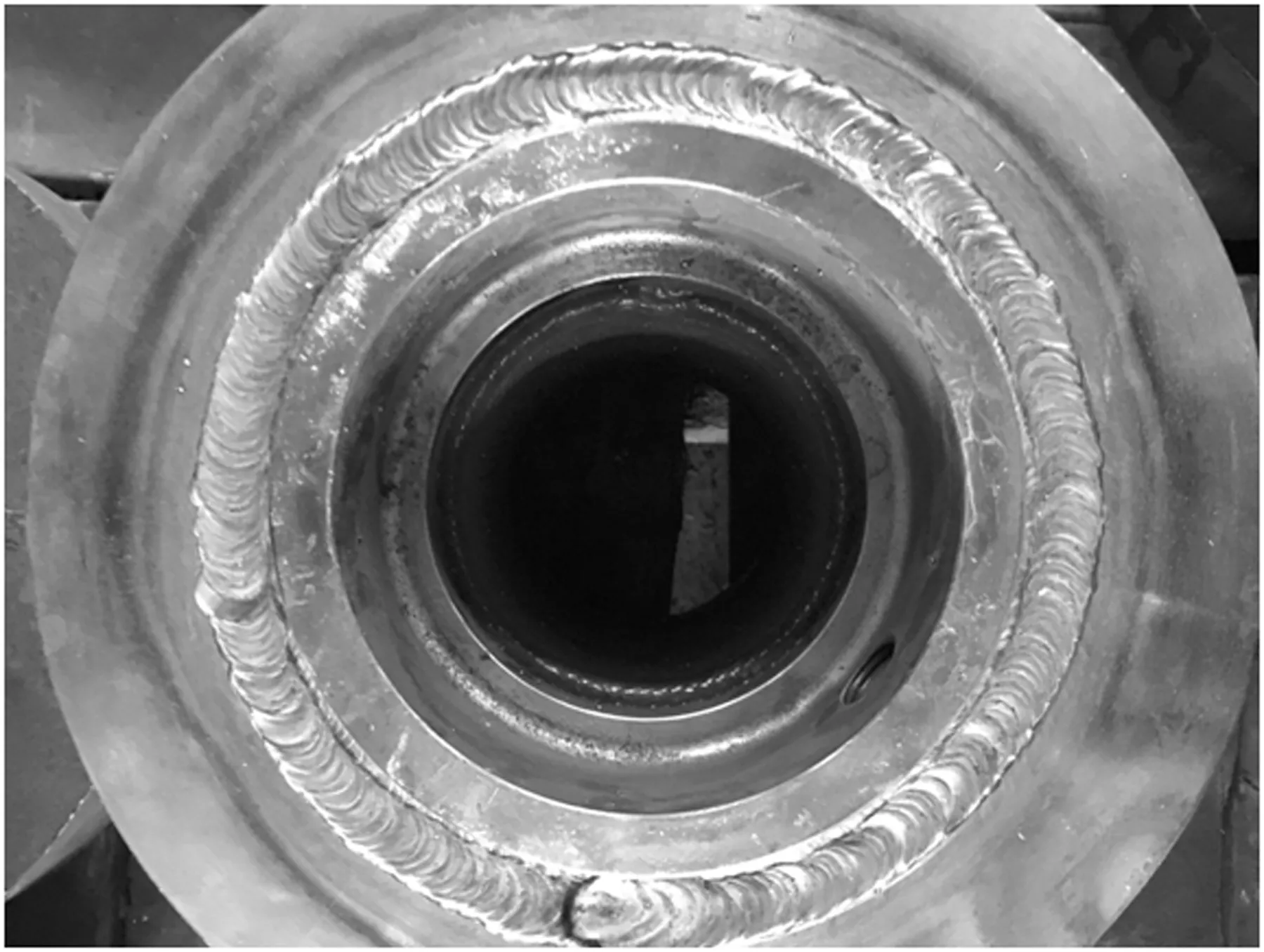
圖16 端面堆焊層(手工GTAW)

圖17 內壁堆焊層(脈沖-GTAW)
(2)根據零部件的工況、堆焊位置及上述焊接試驗結果發現,內壁(深孔小直徑)堆焊宜采用脈沖-自動氬弧焊堆焊,內、外壁堆焊宜采用熔化極氣體保護焊堆焊,其熱輸入小,可以避免熱裂紋產生,改善熔合區質量,改善熔池結晶形態,減少枝晶間偏析,使堆焊后零件變形小,堆焊層成形美觀,減少加工工作量,且提高了焊接效率,生產制造效果良好。
[1]伍鋼,余進,蔣凱,等.Q235基體上CMT-TWIN技術堆焊鎳基合金[J].電焊機,2015,45(8):184.
[2]ASME SA105《管道用碳鋼規范》[S].
[3]ASMEⅡC篇,《焊條、焊絲及填充金屬》[S].
[4]ASMEⅨ,《焊接、釬接和粘結評定》[S].
[5]ASTM G28《高Cr、Ni合金晶間腐蝕檢測方法》[S].
Research and application of welding technology for Nickel-based corrosion resistant overlayer
YU Jianping1,CHEN Caixia2
(1.Shanghai Zhongzhou Special Alloy Materials Co.,Ltd.,Shanghai 201815,China;2.TUV SUD Certification and Testing(China)Co.,Ltd.,Shanghai Branch,Shanghai 200070,China)
Through welding experiment,confirming three kinds of welding method,overlaying Inconel 625,Incoloy 825 Nickel-based w elding material on the carbon steel material,the welding layer deposited metal chemical composition,mechanical properties,microstructure and resist-intergranular corrosion can satisfy the technical requirements of customer and ASME specifications.All have been applied in the company's production and manufacturing,and the effection is good.
carbon steel;overlaying;Nickle-base welding material
TG455
A
1001-2303(2017)09-0018-05
10.7512/j.issn.1001-2303.2017.09.04
本文參考文獻引用格式:于建平,陳彩俠.堆焊鎳基耐蝕層工藝的研究與應用[J].電焊機,2017,47(09):18-22.
2017-01-11;
2017-05-15
于建平(1968—),女,高級工程師,學士,主要從事耐磨、耐腐、耐沖擊等工況的高溫合金、雙相不銹鋼及硬面焊接材料(合金焊絲、焊粉、焊條)的研發和應用工作。E-mail:Donghaiz@sina.com。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
