不同返修次數對6082-T6鋁合金對接接頭疲勞性能的影響
2017-09-11 14:23:08許鴻吉宗桓旭祁藝洋
電焊機 2017年8期
關鍵詞:焊縫
耿 濤,許鴻吉,宗桓旭,祁藝洋
(大連交通大學材料科學與工程學院,遼寧大連116028)
不同返修次數對6082-T6鋁合金對接接頭疲勞性能的影響
耿 濤,許鴻吉,宗桓旭,祁藝洋
(大連交通大學材料科學與工程學院,遼寧大連116028)
對不同返修次數的高速列車用6082-T6鋁合金攪拌摩擦焊對接接頭進行脈動拉伸疲勞試驗,并對疲勞斷口進行掃描觀察與分析。結果表明,焊接接頭指定壽命為1×107次的中值疲勞極限隨返修次數的增加而升高。攪拌摩擦焊返修兩次時焊接接頭的疲勞極限強度較高,疲勞試驗中的試件斷裂位置主要集中在背面焊縫邊緣。啟裂區(qū)和擴展區(qū)疲勞紋清晰,終斷區(qū)為淺韌窩型韌性斷口。
返修次數;攪拌摩擦焊;疲勞性能
0 前言
鋁合金作為我國高速列車、地鐵列車輕量化的首選材料,目前已經大量應用于我國的鐵道運業(yè)中[1]。攪拌摩擦焊因其熱輸入小、焊接變形小等優(yōu)點被廣泛應用于鋁合金的焊接[2],但鋁合金攪拌摩擦焊接頭結構斷裂事件也時有發(fā)生,且大部分是由于承受重復性載荷引起的疲勞斷裂[3-5]。因此,開展鋁合金攪拌摩擦焊返修次數對接頭疲勞性能影響的研究具有十分重要的現實意義。
在此,針對不同返修次數的6082-T6鋁合金攪拌摩擦焊接頭疲勞性能進行系統(tǒng)研究,掃描分析疲勞斷口,以確定不同返修次數對6082-T6鋁合金攪拌摩擦焊接頭疲勞性能的影響。
1 試驗材料及試驗方法
1.1 試驗材料
試驗材料為板厚5 mm的6082-T6鋁合金,采用攪拌摩擦焊(FSW)焊接試板,試驗材料的化學成分和力學性能如表1和表2所示。

表1 6082-T6鋁合金化學成分Table 1 Chemical composition of 6082-T6 Al alloy%

表2 6082-T6鋁合金力學性能Table 2 Mechanical properties of 6082-T6 Al alloy
1.2 試驗方法
6082-T6鋁合金試板尺寸為700 mm×300 mm× 5 mm,采用單軸肩攪拌摩擦焊,焊接裝配如圖1所示。分別進行攪拌摩擦焊返修0次、1次和2次的工藝試驗,組裝間隙0 mm,攪拌頭轉速1 200 r/min,焊接速度800 mm/min,壓力值11 000 N。試件焊后均進行外觀檢測和滲透檢測。

圖1 焊接坡口裝配Fig.1 Picture of welding assembly
疲勞試驗參照GB/T13816-92《焊接接頭脈動拉伸疲勞試驗方法》,試驗設備為PLG-100型微機控制高頻疲勞試驗機,技術規(guī)格為:靜態(tài)負荷精度±1%,動負荷平均波動度±1%,動負荷振幅波動度±2%。試驗采用的循環(huán)應力比R=0.1,指定循環(huán)壽命取1× 107次。在試驗過程中,當疲勞裂紋尺寸足夠大導致載荷加不上去時,自動卸載停振,并記錄循環(huán)次數。疲勞試件形狀和尺寸如圖2所示。
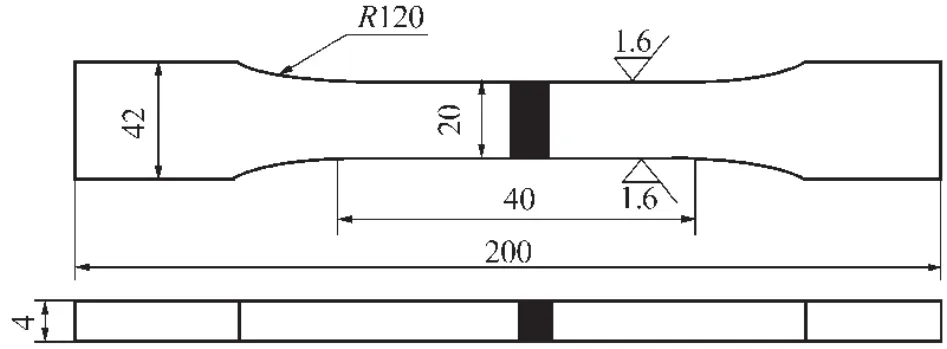
圖2 疲勞試樣形狀和尺寸Fig.2 Shape and dimensions of fatigue samples
2 試驗結果和分析
2.1 疲勞試驗結果和分析
分別對攪拌摩擦焊返修0次、1次和2次的試件進行脈動拉伸疲勞試驗,通過升降法確定不同返修次數下的6082-T6鋁合金攪拌摩擦焊接頭指定壽命為1×107次下的疲勞極限,其疲勞極限升降如圖3所示。
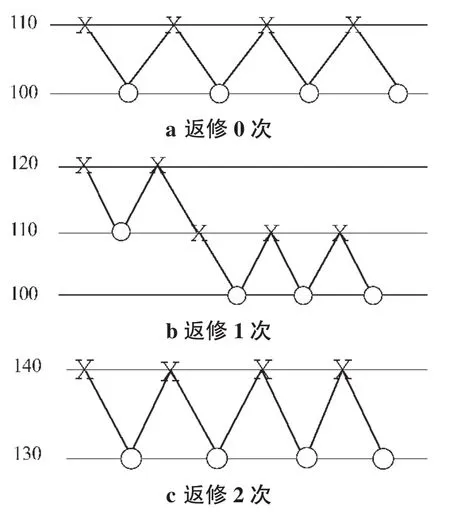
圖3 不同返修次數的疲勞極限升降Fig.3 Lifting chart of fatigue limit in different times of repair
通過升降法確定不同返修次數的6082-T6鋁合金攪拌摩擦焊接頭指定壽命為1×107次循環(huán)下的中值疲勞極限,可按以下公式計算
返修0次的中值疲勞極限強度σ0.1=(105×4)/ 4=105 MPa;返修1次的中值疲勞極限強度σ0.1=(105×3+115)/4=107.5 MPa;返修2次的中值疲勞極限強度σ0.1=(135×4)/4=135 MPa。
通過以上數據分析,最終確定的不同返修次數的6082-T6鋁合金攪拌摩擦焊接頭脈動拉伸疲勞(應力比R=0.1)的中值S-N曲線對比如圖4所示。
由圖4可知,脈動拉伸疲勞試驗確定的指定壽命為1×107次的中值疲勞極限強度σ0.1:攪拌摩擦焊返修0次時為105 MPa;攪拌摩擦焊返修1次時為107.5 MPa;攪拌摩擦焊返修2次時為135 MPa。因此,攪拌摩擦焊返修2次時,焊接接頭的中值疲勞極限較高,隨著返修次數增加,疲勞極限升高。這是因為攪拌摩擦焊返修是在原有焊縫上進行,反復的機械作用使焊縫晶粒更細,疲勞極限升高。
2.2 疲勞斷口掃描分析
不同返修次數6082-T6鋁合金攪拌摩擦焊接頭脈動拉伸疲勞試驗中的試件斷裂位置主要集中在背面焊縫邊緣。利用JSM-6360LV型掃描電鏡進行斷口微觀形貌掃描分析,疲勞斷口的掃描照片如圖5所示。啟裂區(qū)(見圖5a、圖5b)和擴展區(qū)(見圖5c)具有典型的疲勞斷裂特征,疲勞紋清晰,且擴展區(qū)的大小隨疲勞循環(huán)次數的增加而增大;終斷區(qū)(見圖5d)為淺韌窩型韌性斷口。
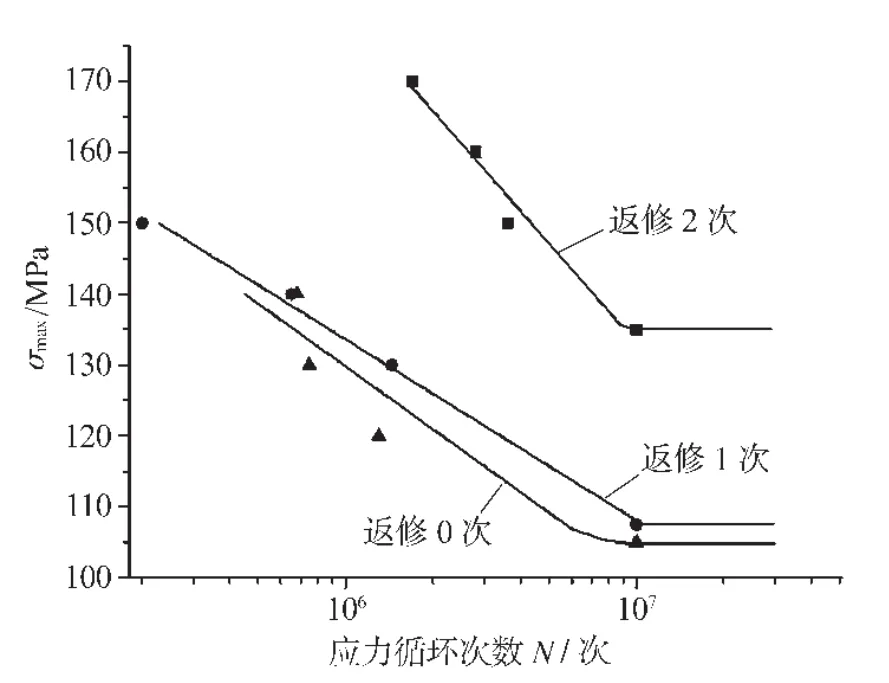
圖4 不同返修次數S-N曲線對比Fig.4 S-N curve contrast for different times of repair
3 結論
(1)6082-T6鋁合金焊接接頭指定壽命為1×107次的中值疲勞極限強度σ0.1:攪拌摩擦焊返修0次時為105 MPa;攪拌摩擦焊返修1次時為107.5 MPa;攪拌摩擦焊返修2次時為135 MPa。

圖5 疲勞斷口掃描照片Fig.5 Scanned images of fatigue fracture
(2)隨著返修次數的增加,疲勞極限升高。這是因為攪拌摩擦焊返修是在原有焊縫上進行,反復的機械作用使焊縫晶粒更細,疲勞極限升高。
[1]欒國紅,胡煌輝,柴鵬.攪拌摩擦焊-新型列車制造新技術[J].電力機車與城軌車輛,2006,29(4):40-43,87.
[2] 欒國紅.攪拌摩擦焊技術在軌道列車制造中的應用[J].焊接,2015(1):7-12.
[3]王訓宏,王快社,沈洋,等.攪拌摩擦焊和鎢極氬弧焊焊接接頭的殘余應力[J].機械工程材料,2007,31(1):26-28.
[4]羅傳孝,王少剛,翟偉國.軌道交通用6082鋁合金焊接接頭組織與性能[J].電焊機,2011,41(11):68-69.
[5]王希靖,王小龍,張忠科,等.鋁合金攪拌摩擦點焊疲勞性能研究[J].電焊機,2015,45(4):85-86.
Effect of different times of repair on fatigue properties of 6082-T6 aluminum alloy butt joints
GENG Tao,XU Hongji,ZONG Huanxu,QI Yiyang
(School of Materials Science and Engineering,Dalian Jiaotong University,Dalian 116028,China)
TThe 6082-T6 aluminum alloys butt-joints of different times of repair,which is used for high-speed train,were studied respectively through pulsating tensile fatigue test and scanning analysis for the fatigue fractures.The results showed that:the welding joints median value fatigue limit strength that specifies life of 1×107increased with the increase of repair times.When the friction stir welding was repaired two times,the fatigue limit strength of welded joint was higher,the fracture location of the FSW specimen was mainly concentrated on the edge of the back surface welding seams.The scanning photos showed that the panorama of the fracture was like fibrous;the fatigue beach on the crack initiation zone and extending zone was vivid;the final broken zone was the toughness fracture of low dimple type.
repair times;friction stir welding;fatigue performance
TG405
A
1001-2303(2017)08-0084-03
10.7512/j.issn.1001-2303.2017.08.16
2017-03-20
耿 濤(1992—),男,在讀碩士,主要從事軌道交通關鍵材料連接工作。E-mail:taogeng@foxmail.com。
本文參考文獻引用格式:耿濤,許鴻吉,宗桓旭,等.不同返修次數對6082-T6鋁合金對接接頭疲勞性能的影響[J].電焊機,2017,47(08):84-86.
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術學院學報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
