機器人自動化弧焊生產線
2017-09-11 14:23:08葉坤
電焊機 2017年8期
關鍵詞:設備
葉坤
(安川首鋼機器人有限公司,北京 100176)
機器人自動化弧焊生產線
葉坤
(安川首鋼機器人有限公司,北京 100176)
機器人自動化弧焊生產線是運用機器人、焊接設備和輔助設備自動完成產品焊接過程的生產系統,簡稱“機器人焊接自動線”。該系統由弧焊機器人、數字化焊機、氣動夾緊工裝、伺服變位機、搬運機器人、自動化物流設備、自動打標設備、自動化檢測設備、PLC控制系統、二維碼識別設備、RFID智能識別設備、計算機MES管理系統、數據庫軟件系統、工裝自動切換系統組成,全面實現了汽車零部件的自動化、智能化、柔性化生產。生產線減少了人工干預,提升了自動化水平,同時為穩定產品質量,實現客戶定制化生產提供了堅實的保障。闡述機器人焊接自動線的自動化、智能化、柔性化關鍵技術及如何選擇和使用機器人焊接自動線。
機器人自動化弧焊生產線;自動化;智能化;柔性化
1 生產線自動化關鍵技術
機器人自動化生產線由機器人系統、焊接系統和一系列輔助設備組成。圖1為一條汽車底盤機器人焊接自動線,包括焊接機器人12臺、搬運機器人3臺、自動焊接工裝19套、伺服變位機11臺、自動檢測設備1套、自動打標設備1套、氣動移栽系統2套、冷卻輸送線2條、PLC控制系統9套。
整個生產線的自動化生產過程為:自動工裝采用氣缸驅動的定位壓緊機構定位壓緊沖壓件,采用焊接機器人和變位機實現產品的自動焊接,工位間物流輸送采用氣動移栽裝置自動輸送,下線部分由搬運機器人實現工件自動上下料,工作流程見圖2。
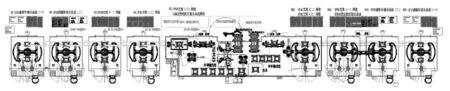
圖1 汽車底盤機器人焊接自動線布局

圖2 機器人焊接自動線工作流程
生產線自動化關鍵技術主要包括對工件自動定位夾緊技術、機器人自動焊接技術、工件自動搬運。
目前最常用的自動工裝是采用氣動夾緊技術實現對工件的自動定位壓緊。氣缸夾緊和打開快捷方便,常用的氣動品牌有日本的SMC、CKD,德國的FESTO、TUNKERS,國產的AIRTAC等。夾緊時操作員按順序先將工件放置到定位點,按夾具夾緊按鈕,氣缸將工件依次定位夾緊。打開時變位機回轉到位,按夾具松開按鈕,氣缸依次打開。自動工裝零件的定位原則是零件上有基準孔采用基準孔定位,無基準孔采用精度要求更高的孔定位。零件無孔或孔精度不好時采用邊或面定位。自動工裝卸件有兩種常用方式:定位銷自動退銷機構和工件自動頂升機構。此外,對于板厚較大的重型焊接件還會采用液壓夾緊技術。
機器人自動焊接技術主要用到機器人與數字化焊機的通訊,目前主要的通訊方式有IO和總線通訊兩種方式。其中總線通訊方式常用的通訊協議有Devicenet通訊、Profinet通訊和Profibus通訊等。為實現工件的焊接姿態要求,機器人弧焊系統通常需配置變位機,變位機的主要特點是驅動系統由機器人控制柜進行控制。在使用變位機時,需要機器人控制柜追加外部軸給予支持。變位機的操作與機器人示教一樣,可以旋轉至任意角度。借助于機器人的外部軸協調功能,可以實現機器人與變位機之間的協調作業,大大縮短機器人系統的作業周期。
工件自動搬運設備目前常用的有工件自動化輸送線、氣動/電動移栽設備及搬運機器人和行走機構。
工件自動化輸送線種類很多,在此列舉其中一種積放式輸送線,其工作原理如圖3所示。輸送線含端部升降定位裝置兩套,中間段上下輸送裝置各一套。工件放置于輸送線托盤上進行定位,輸送線分上下兩層,上層實現工件輸送,下層用于空托盤返回,采用倍速鏈傳動。兩端升降裝置采用氣動或電動,用于托盤的升降、定位。此類型積放式輸送線的特點是不管取料端工件是否取走,只要輸送線上端托盤未放滿均可存放工件,可實現自動線緩存、積放功能。
氣動/電動移栽系統屬于半自動工件輸送設備,如圖4所示。采用氣動平衡吊或者電動葫蘆作為系統主機,升降動作由按鈕控制。取料時操作者按動剎車釋放按鈕,剎車松開,推動設備至取料工位上方,設備觸動剎車開關,剎車制動,操作者通過上升下降按鈕調節抓具高度到適當位置,操作者手動調整抓具提取工件,按動上升按鈕提起工件,按動剎車釋放按鈕,剎車松開,推動設備將工件放置在中間閑置工位,設備觸動中位剎車開關,剎車制動,等待下一工位取料。下一工位操作者按動剎車釋放按鈕,剎車松開,推動設備將工件移動到下一工位,設備觸動剎車開關,剎車制動,操作者通過上升下降按鈕將工件放置在下一工位焊接工作臺上,退出抓具,并按動上升按鈕將空抓具提起,推動設備返回中位并觸動剎車按鈕,剎車制動,等待下一工件。
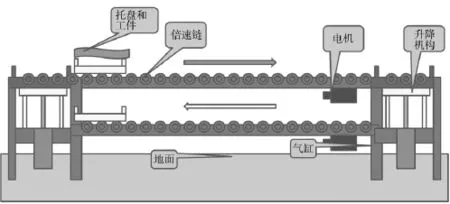
圖3 積放式雙層輸送線工作原理

圖4 氣動式移栽設備
搬運機器人是焊接自動線上下料最常用的方式,其具有無需人工參與、操作效率高、柔性化程度高等特點。因搬運機器人成本較高,為提高搬運機器人的使用率,通常與外部軸驅動的行走機構配合使用,擴大搬運機器人的工作范圍,實現多工位自動上下料。搬運機器人帶行走機構如圖5所示。

圖5 搬運機器人帶行走機構
2 生產線智能化關鍵技術
生產線智能化是指通過智能化的感知、人機交互、決策和執行技術,實現制造過程和制造裝備的智能化。生產線智能化的關鍵技術主要包括傳感器技術、PLC電器控制技術、工控機生產線管理技術、二維碼打標識別技術、RFID智能識別技術和自動檢測技術。
機器人自動化生產線應用的傳感器主要有磁感應接近開關、光電式傳感器、氣缸磁性感應開關、行程限位開關等。磁感應式接近開關的原理是霍爾效應,主要用于焊接夾具和抓手等工裝上工件的有無檢測;光電式傳感器常用于輸送線上的工件到位檢測;氣缸磁性感應開關主要應用于氣缸夾緊、松開檢測;行程限位開關用于移動組件到位檢測。這些傳感器將檢測結果傳輸給PLC,PLC則根據檢測結果快速判斷生產線的當前狀態和下一步所需要執行的動作。
目前焊接自動生產線上常用的PLC控制系統有三菱PLC控制系統、歐姆龍PLC控制系統、西門子PLC控制系統、AB PLC控制系統等。PLC電氣控制系統采用集中監控、分散控制的原則,整個控制系統可依據實際情況分成多個子控制系統,在各控制部分中,采用設備層和控制層的典型控制模式,能夠實現設備安全運行,反應迅速,及時提供生產線狀況和設備運行狀態,快速提供故障信息,便于檢修。通常每一個機器工作站由單獨的PLC系統控制,主要包含:PLC主控制柜、機器人控制柜、可編程安全繼電器、帶觸摸屏的操作盒、雙手啟動盒、遠程端子箱、水氣控制盤、安全防護裝置等。機器人焊接生產線電器控制系統組成如圖6所示。
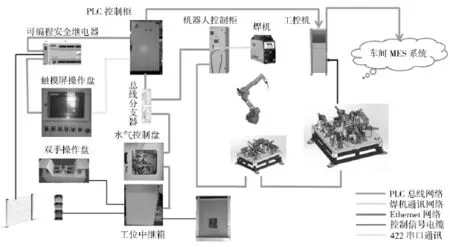
圖6 機器人焊接生產線電器控制系統組成
控制系統需靈敏可靠,故障少,安全且操作和維護方便,并具有手動、自動快速切換功能。夾具上的氣缸及工件到位傳感器均由PLC控制。系統能自動檢測工件的裝卡情況,并有防錯措施,工件裝卡不到位或未壓緊、裝錯時,系統能自動報警,不執行下一步動作。控制系統PLC具有自動控制、檢測、保護、報警等功能,在系統運行過程中出現故障時能自動報警并停機。PLC系統監控機器人工作站的壓縮空氣壓力、保護氣流量、焊絲等狀況,若無壓縮空氣或保護氣流量不足時,實現異常報警并停機;當變位機旋轉時,有人通過光柵進入裝卸工件工位時,系統立即停止運行并報警。能顯示機器人的運行狀態、外圍設備運行狀態、安全故障模式及故障診斷等信息,故障診斷信息及具體發生故障的部位均能顯示在觸摸屏上。
工控機生產線管理系統主要是由生產線上位工控機和各工作站進行通信,實時監測生產線信息、水電氣能源消耗等情況、以及焊接電流、電壓。上位機通過工業以太網連接各功能部分的PLC及機器人,PLC和工控機通過OPC交換數據,當PLC發生數據更新時,通過OPC自動將數據發往工控機本地服務器,工控機按照與車間MES約定好的格式編制數據并以消息方式發給車間MES系統。車間MES系統可以要求工控機重新發送其要求的消息。
焊接生產線管理系統能夠從PLC采集運行數據、故障信息等,并將相關信息存儲在數據庫中,遠程調用數據,實時檢測運行狀態。系統能直觀、實時、正確地顯示整條線上全部監控對象的工作狀態及運行參數,并進行相應操作,信號的顯示能夠進行分類和排序,主次分明,主要包括:運行模式,累計產量、工位操作狀態、工位生產節拍統計,輸送循環時間等信息作為生產調度調整的依據;報警處理功能,系統能自動檢測并報告整條線的異常情況,包括報警顯示、報警等級、報警確認、報警配置、報警查詢等功能;對故障和停機進行分類統計;對操作模式變化的狀態記錄;系統可根據需要方便、快捷地查詢所有存貯的各種歷史數據;系統可對報表的樣式、報表的內容進行靈活自定義,進而查詢用戶所關心的報表;監測焊機,焊機通過D-NET網絡連接至PLC系統,觸摸屏上精確顯示焊機的當前狀態,實時的電壓、電流值、壓縮空氣及焊接保護氣消耗總量,方便客戶查看統計。焊機狀態及能耗顯示界面如圖7所示。
二維碼打標識別技術、RFID智能識別技術和自動檢測技術主要應用于機器人焊接自動線工件相關信息的管理與傳輸。
二維碼打標目前常用氣動打標、電動打標、激光打標三種形式,前兩種打標深度大、識別容易,但噪音大、效率低;激光打標技術效率高,對工件表面尺寸要求不高,但要求電泳后識別率的不建議采用激光打標技術,采用電動打標尤其是氣動打標會產生很大噪音,需要設置在封閉式隔音房中,以免對操作人員造成噪聲傷害。
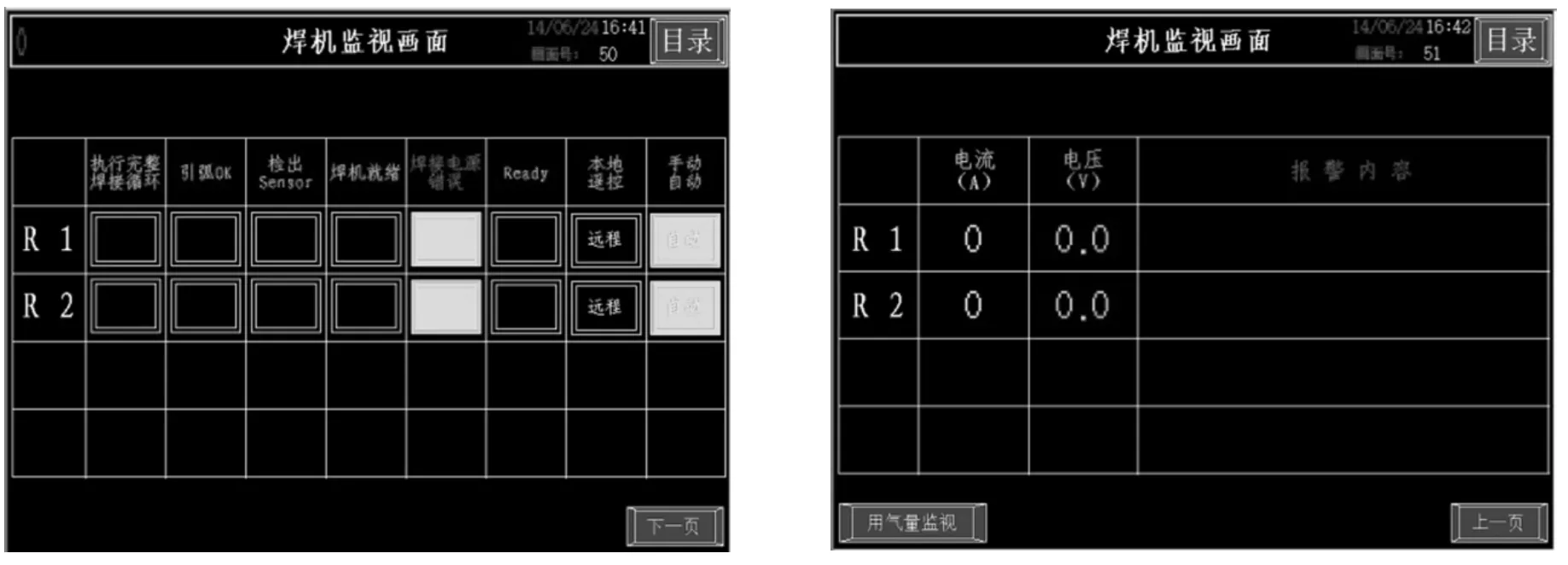
圖7 焊機狀態及能耗顯示界面
二維碼主要應用于零部件和焊接總成,可將零部件的身份、焊接參數、生產信息存儲到二維碼中,便于后續查詢和管理。焊接總成打標常用于檢測工位前,來確立焊接總成零件的身份,并在后續的檢測中將該工件的檢測信息傳輸到該二維碼中。
自動檢測技術常用于機器焊接自動線下線工位前的尺寸公差檢測,以免不合格件流入到生產環節。
RFID智能識別技術應用于工件下線工位。由生產線工控機生成工件編碼信息,將該信息打包通過RFID射頻技術發送給下料框接收端,再通過AGV小車將下料框轉運到后續工位。
3 生產線柔性化關鍵技術
機器人自動化生產線的所謂柔性化就是同一條生產線可以生產多種產品,產品切換時間短,切換后生產準備時間短。柔性化的關鍵技術是如何實現工裝的快速切換。
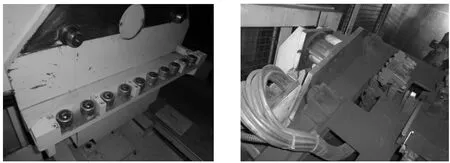
圖8 氣缸插銷半自動快換形式
目前,按工裝切換范圍可分為部分組件快換和整體工裝快換。部分組件快換在消聲器焊接夾具、底盤焊接夾具和車橋焊接夾具上均使用較廣,主要用于產品主定位基準不變,存在焊接多種小件的情況。夾具必須進行模塊化設計,將需要快換的定位單元設計到一塊基準板上。夾具快換單元的電路和氣路需要設計成快換形式,并采用航插形式智能識別不同的快換單元。部件快換單元的主要形式有插銷機構加快松墊片形式和漲銷形式的零點定位系統。
整體工裝快換按切換自動化程度又可分為半自動化柔性生產線和全自動化柔性生產線。半自動快換形式(見圖8)主要借助于手動夾具快換小車(見圖9)人工輔助進行夾具快換。
全自動快換柔性生產線如圖10所示,主要由夾具和變位機快換接口、夾具立體存放庫和夾具自動快換小車組成。工作站兩端均設置卷簾門,一端進行夾具快換,另一端人工裝卸件。
變位機與夾具采用快換模塊連接如圖11所示,變位機與夾具側均配備氣/電快換模塊。將機器人放置到變位機上,變位機與夾具的連接采用ATC快換形式,可實現夾具的快速切換。
4 機器人焊接自動線的選擇和使用
隨著國內汽車行業自動化水平的提高,各大廠家紛紛采購機器人焊接自動線,但往往生產線不能達到預期的生產效率。原因是對自動線認識不足,機器人焊接自動線雖然能提高生產效率,但如何使用和選擇好生產線、提高生產效率,主要包括“人”“機”“料”“法”四個方面。
(1)“人”是指生產線操作人員、設備維護人員的專業水平。因為自動線上使用了大量的機器人、變位機、自動夾具、自動物流設備以及PLC控制系統,因此對操作者和維護者的專業水平提出了更高的要求。機器人焊接自動線需要按使用要求進行定期的維護保養,這關系到生產線的使用壽命和故障率。在設備產生故障時需要進行準確的故障排查,減少停產時間。
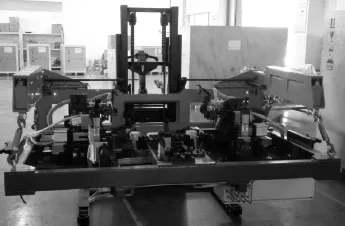
圖9 手動夾具快換小車
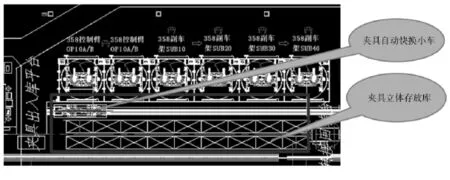
圖10 全自動快換柔性生產線
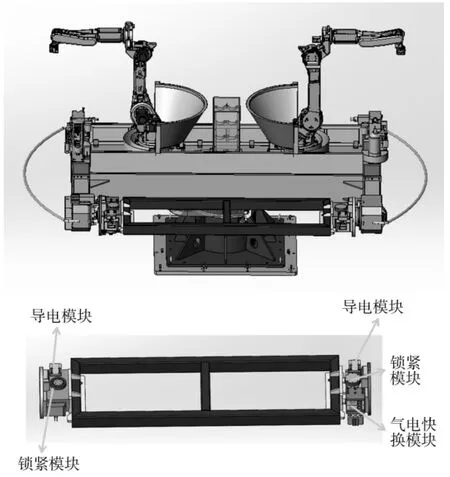
圖11 全自動柔性線夾具及變位機快換接口
(2)“機”是指機器人焊接線的設備選擇。自動化生產線設備之間均存在聯動關系,因此某一環節出現問題,可能導致全線停產,因此設備品牌的選擇和匹配尤為重要。
(3)“料”是指焊接沖壓件質量。機器人焊接自動線對沖壓件的一致性、沖壓件匹配后焊道的一致性及焊縫間隙要求更高,因此建議廠家在選擇機器人焊接自動線時先要提高自身的沖壓件水平。
(4)“法”是指生產線方案選擇和工藝規劃。在選擇機器人焊接自動線方案時需要考慮以下方面:
a.首先機器人焊接自動線較獨立的機器人焊接站成本投入高,生產線制造周期長,對沖壓件的質量要求高。因此對于產品結構簡單、工藝要求簡單、生產節拍長、沖壓件質量差、預算少、工期短的項目建議采用獨立機器人焊接站;對于產品工藝復雜、節拍短、投入高、周期長,要求操作工數量少的適合機器人自動焊接線。
b.其次,根據產品的長期規劃和物流形式考慮不同的規劃方案。例如一條十萬產能的生產線,既可以考慮一次規劃成十萬產能生產線,也可考慮規劃成兩條五萬產能的生產線。在物流形式上也需要根據客戶現場的廠房布局考慮采用雙邊物流還是單邊物流,下料從一端下料還是從中間下料。具體采用哪種方案形式,需要根據設備投資、操作人員數量、占地面積、自動化水平綜合考慮。這里主要提一種情況,對于采用雙工位A/B面相同夾具的方案,需要考慮A/B面夾具的加工制造誤差帶來的調試誤差,若組合較多則需要考慮將A/B面夾具焊接工件進行區分,避免A/B面夾具混線生產造成產品質量不穩定。
c.最后,自動線在規劃時還需考慮緩存和產品的冷卻,緩存主要是為了減少自動線停線次數,冷卻是為了減少焊接變形對產品質量的影響。
幾種常用的自動線布置方案如圖12所示。
規劃機器人焊接自動線工藝時需考慮以下方面:
(1)首先是工藝規劃時應考慮各工序的節拍平衡,因為自動線中只有各工序生產節拍整條生產線利用率才能達到最大,方案布置時盡量避免瓶頸工序增加生產線的等待時間。
(2)其次是減少每一工序焊接時零件的數量,焊接量過多產生的焊接變形會導致夾具的設計困難,自動工裝焊接完工件無法打開,以及工件焊接變形導致尺寸位置偏差,工件無法自動傳輸等問題。
在進行工藝分序時需要考慮工件的焊接順序,保證所有的焊道均可實現最佳的焊接姿態;將具有相互位置關系的零部件放到同序焊接;將焊接變形影響大的關鍵零部件放到后序焊接,以減少焊接變形對尺寸的影響。
5 展望
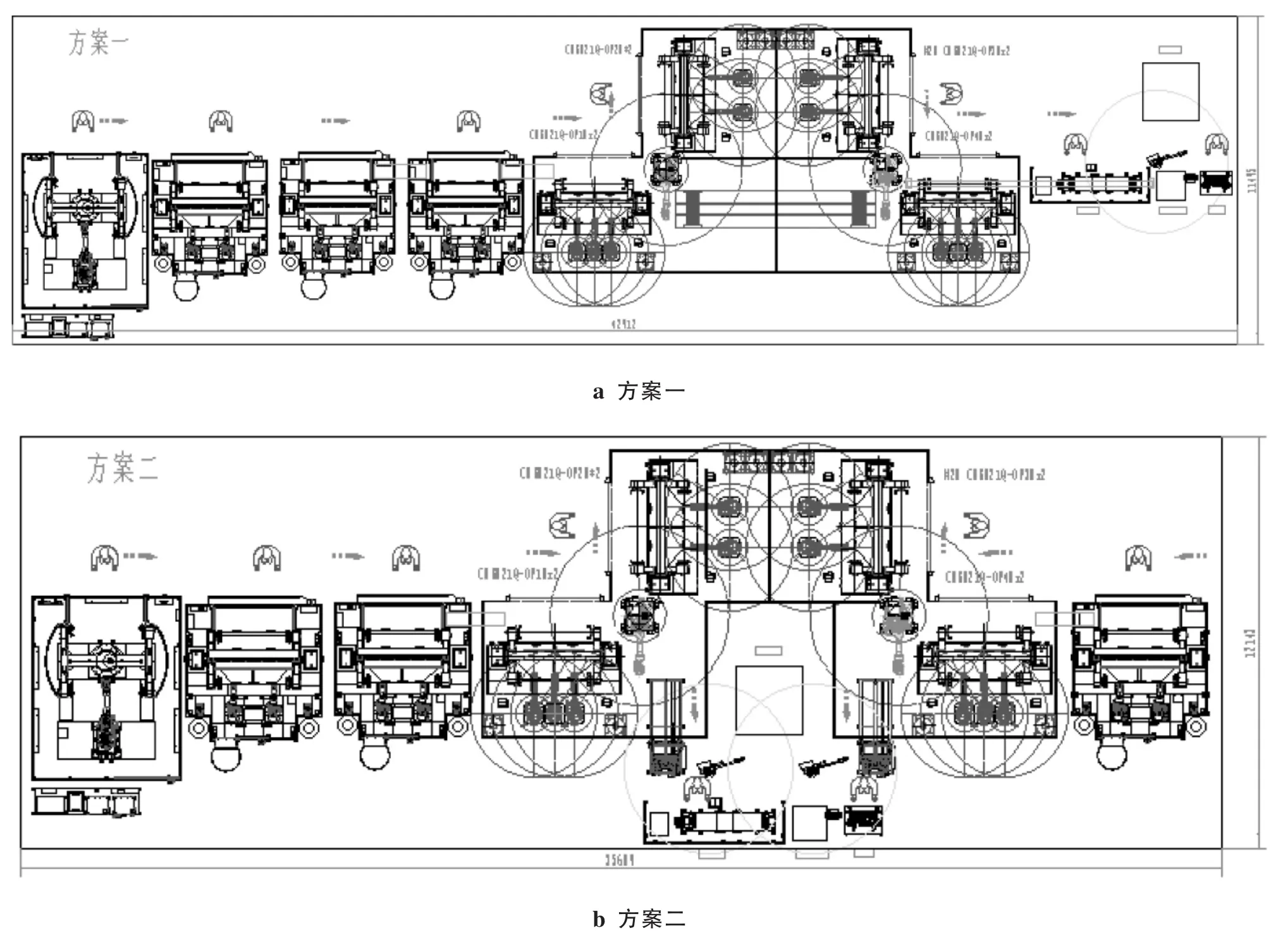
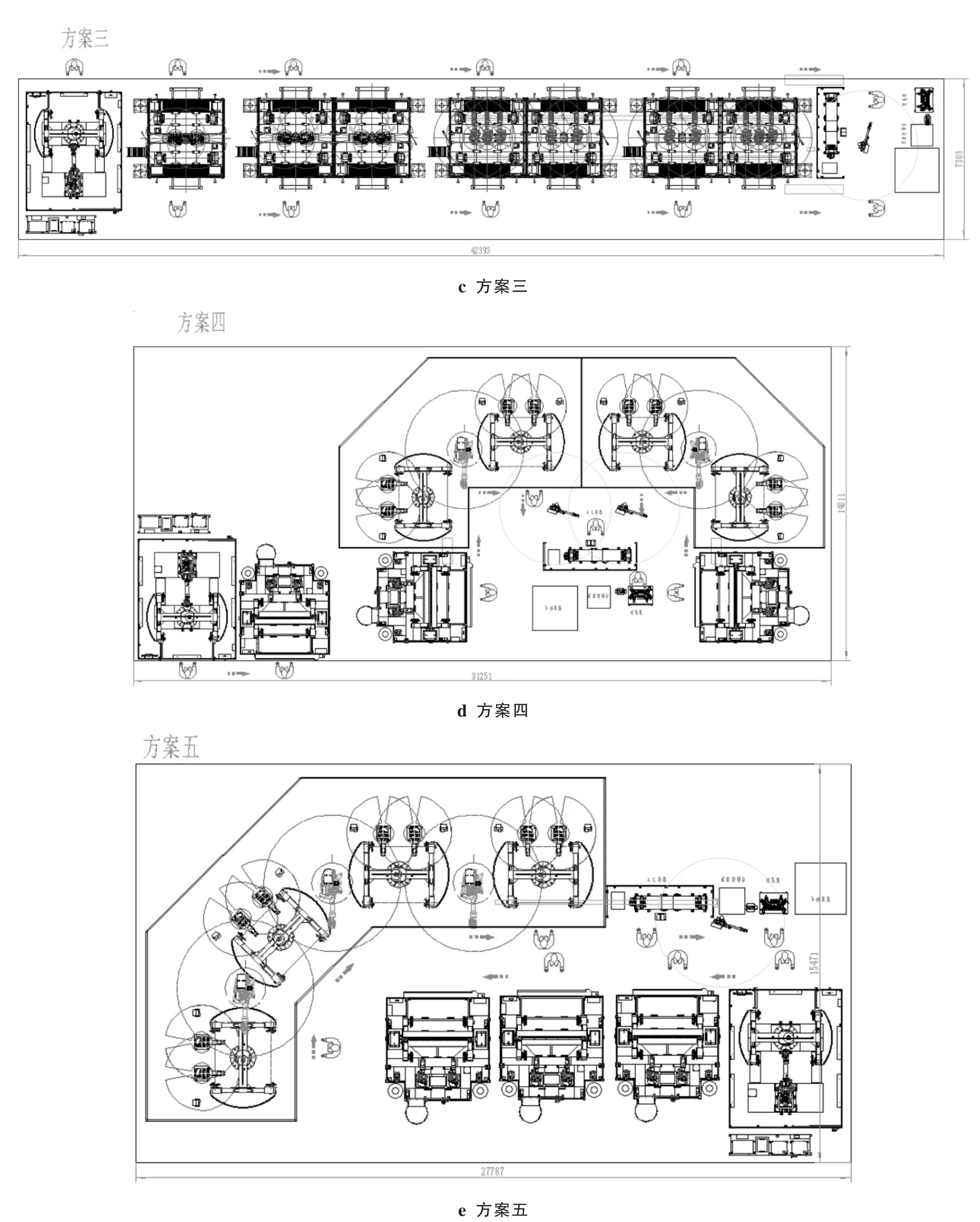
圖12 機器人焊接自動線方案布置
隨著中國汽車消費水平的不斷提高、市場的不斷增長,中國的汽車產業處于經歷飛速發展的階段,各大國際知名汽車品牌紛紛在國內投資建廠,圍繞這些汽車主機廠的知名汽車零部件生產廠家也相繼在國內建廠并不斷投入新的生產線,國內的汽車廠商如長城汽車、長安汽車、吉利、比亞迪等也紛紛推出自主研發的新車型、擴大生產規模。中國的汽車零部件生產廠家急需質量穩定、自動化程度更高的機器人生產線。在這樣的需求之下,自動化、智能化、柔性化機器人自動生產線必將引領中國汽車零部件產業邁向工業4.0、中國制造2025的新階段。
Robot automatic arc welding line
YE Kun
(YASKAWA Shougang Robot Co.,Ltd.,Beijing 100176,China)
Robot automatic arc welding line is a production system which uses robot,welding equipment and auxiliary equipment to automatically complete the welding process of products,which is called"robot welding automatic line".The system is composed of digital welding machine,welding robot,pneumatic clamping fixture,servo positioner,handling robots,automatic logistics equipment,automatic marking equipment,automatic test equipment,PLC control system,two-dimensional code recognition equipment,RFID equipment,MES computer intelligent identification management system,database system,software tooling automatic switching system composition,the full realization of the automation,intelligent and flexible production of auto parts.The production line reduces manual intervention and improves the automation level.At the same time,it provides a solid guarantee for stabilizing product quality and achieving customized production.The automatic,intelligent,flexible key technology of robot welding automatic line and how to choose and use robot welding automatic line are expounded.
robot automatic arc welding line;automation;intelligence;flexibility
TG409
A
1001-2303(2017)08-0030-08
10.7512/j.issn.1001-2303.2017.08.06
2017-07-28
葉 坤(1981—),男,高級工程師,學士,主要從事工作機器人系統非標項目管理工作。E-mail:yekun@ysr-motoman.cn。
本文參考文獻引用格式:葉坤.機器人自動化弧焊生產線[J].電焊機,2017,47(08):30-37.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00
