薄壁圓筒初步圓整工藝及其專用技術裝備研究
2017-09-10 01:11:24梁東凱
科學與財富 2017年22期
關鍵詞:檢測
梁東凱
摘 要:針對薄壁圓筒初步圓整傳統手工作業的眾多難題,筆者設計了薄壁圓筒初圓整專用設備,將薄壁圓筒的誤差檢測與檢測后的修整、整合在同一設備上完成;同時將薄壁圓筒的誤差檢測與檢測后的修整,分開在兩套相似的機構上進行;采用絲杠螺母傳動,十分方便的實現了誤差檢測與薄壁圓筒修整兩套傳動系統的切換。有效降低了工人的勞動強度,節省了工作場地面積,改善了工人的工作條件,提高了工作效率;順利解決了加工難題,為企業創造了良好的經濟效益。
關鍵詞:薄壁圓筒;初步圓整工藝;誤差位置判定;檢測;修整;運動切換
1、前言
在我國現有紡織機械、如印染、漿紗機械產品中,有許多烘筒類零件[1],采用3毫米厚的0Cr19Ni9不銹鋼薄板制作,其規格有:Ф570, Ф800、Ф1200等直徑系列;1600、1800、2000、2200、2400等長度系列。它屬于壓力容器,有嚴格的密封性要求,又因轉速高,有動平衡要求[2],為節省材料,降低造價,減輕重量,降低能耗,需采用無切削成形加工工藝,是紡織機械產品加工中的一項難題。
2、不銹鋼薄壁圓筒初步圓整傳統制作工藝中的問題
我們以Ф800、長2000的不銹鋼烘筒為例。
其傳統工藝流程是:3mm厚不銹鋼板按圓筒周長切割下料→卷圓機卷圓→縫隙焊接→焊道磨削、修整→焊道酸洗鈍化→圓筒初圓整→圓筒精圓整→兩端面切割修整→安裝中間輻撐,焊接兩端軸頭結合件→以薄壁圓筒外圓為基準加工兩端軸頭,以滿足烘筒的同軸度、徑向跳動、直線度以及整體的動平衡要求。
在此工藝流程中,初圓整的允許圓柱度誤差是±1.5mm;在沒有初圓整專用設備之前,工人憑經驗,用木榔頭敲敲打打,工作效率低,占地面積大,工作枯燥,重復勞動強度很大,一些年輕工人辛苦一天、因為通過驗收的合格率太低,嚴重挫傷了工人的勞動積極性。因此設計制作初圓整專用設備,成為當時刻不容緩的當務之急。
3、薄壁圓筒初圓整專用設備設計方案及工作原理
針對薄壁圓筒初圓整的現場工藝要求,筆者做出了以下設想:
1)為了節省工作場地,提高工作效率,所設計的專用設備,應集檢驗與修整為一體,也就是盡可能在同一臺設備上完成薄壁圓筒的自我檢驗和修整功能[3],避免工人修整之后再去不同設備上檢驗所造成的時間浪費和多次檢驗造成的重復無效勞動。
2)薄壁圓筒在誤差檢測過程中,應能比較方便的判定最大誤差存在的位置,以便作出記號,為薄壁圓筒的下一步修整工序提供方便。
3)由于薄壁圓筒的檢驗有嚴格地精度要求,用于檢驗的裝置、系統決不允許工人在設備上直接動榔頭修整,否則,薄壁圓筒的檢驗機構無論怎樣設計,都無法同時滿足其使用壽命要求和檢驗精度要求。也就是說:檢驗與修整兩種功能雖然設置在同一設備上,但必須采用完全不同的兩套機構,各司其職,各盡所用。
4)薄壁圓筒的檢驗與修整雖然采用兩套不同的傳動系統,但是其功能的切換、或者說傳動裝置、系統的變換應該是盡可能簡單、方便。用不著工人浪費太多的時間,花費太大的力氣,而且要盡可能符合操作工人的習慣。
5)專用設備不宜作的太龐大、太復雜;應當盡可能的節省空間,降低造價;
6)針對產品特點(薄壁圓筒有不同的長度和直徑要求),專用設備應具有較寬的適應性,應設計相應的調速機構[4],并通過少量、簡單的零件調整,迅速適應不同規格產品的檢驗與修整要求。
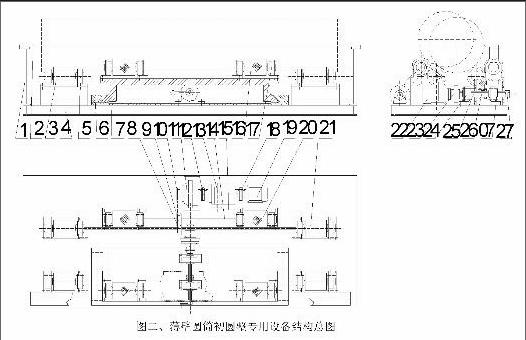
按照上述設想,筆者參照無心磨削傳動原理,做出了相應的設計方案,如圖所示:
圖中由4個鋼輥組成的傳動系統為薄壁圓筒的誤差檢測系統;鋼輥軸向間距較大,有利于提高檢測精度;鋼輥的軸承座05和支撐架全部固定在底座04上;位置不可調;其中主動鋼輥21由通軸15連接,通過鏈輪8、9、10組成的鏈傳動系統[5],實現兩個主動鋼輥的同步轉動。兩個從動鋼輥03分別固定在底座上,支撐薄壁圓筒并依靠薄壁圓筒和從動鋼輥之間的摩擦力轉動。
驅使主動輥轉動的動力系統[3],由電動機19、多盤無極調速器13、擺線針輪減速機11及聯軸器18、12組成,操作工人可根據薄壁圓筒的直徑和轉速要求,在1:10的調速范圍內,轉動手輪合理調整鏈輪及薄壁圓筒的檢測轉速。
薄壁圓筒的修整系統由四個包膠輥組成,,在薄壁圓筒誤差檢測時,薄壁圓筒落在4個檢驗鋼輥上,而4個包膠輥中心線間跨距較大,與薄壁圓筒不接觸,此時,兩個安裝在滑座上的從動包膠輥遠離薄壁圓筒,處于靜止狀態;兩個主動包膠輥處于空轉狀態。
當薄壁圓筒由鋼棍檢驗系統檢測完誤差,并在薄壁圓筒的最大誤差處畫出記號后,采用由減速電機22、聯軸器23、軸承座24、絲杠25組成的第二套動力系統,通過絲杠螺母傳動,驅使與螺母連接的滑坐07沿絲杠軸線方向移動,進而驅動固定在滑座上的兩個從動包膠輥向主動包膠輥軸線方向靠近,如圖所示:由于包膠輥軸心線高度高于檢驗鋼棍軸心線50毫米,在從動包膠輥向主動包膠輥軸心線方向靠近時,從動包膠輥會逐漸推動薄壁圓筒脫離檢驗鋼棍,托起并變換薄壁圓筒的位置,使其靠近并逐漸被4個包膠修整輥支撐、托起,使薄壁圓筒脫離檢驗鋼棍系統,這時、薄壁圓筒完全由4個包膠輥組成的修整系統支撐、驅使轉動,操作工人可在薄壁圓筒上做出誤差標識記號的位置,進行相應的敲擊、修整。結構設計中的手動搖柄,可用于薄壁圓筒在檢驗工序和修整工序間的手動切換操作。
對薄壁圓筒進行一番敲擊修整之后,操作工人再通過絲杠螺母驅動機構,拉開包膠修整輥中心線間的跨距,讓薄壁圓筒落在檢驗鋼輥系統上再次檢驗,接著再次修整,即可有效縮小薄壁圓筒的誤差,使其逐漸達到初圓整工藝的檢驗精度要求。
4、使用效果
薄壁圓筒初圓整專用設備設計與應用,從根本上改變了原有傳統手工操作的混亂局面,工作場地面積減小為原來的四分之一,十分有效的減輕了工人的勞動強度,提高了工作效率,更重要的是,明確了操作工人的工作目標,使工人自我檢測、有針對性的修整,有效提高了工人的工作熱情和積極性,有效緩和了操作工人與檢驗人員之間的矛盾,因此這個項目的設計制作,受到了現場操作工人的好評。
參考文獻:
[1]楊志清.漿紗工程的現代化[J].現代紡織技術.2007(5):39—43.
[2]濮良貴.機械設計[M ] .北京:高等教育出版社, 2007.3(P389—P408)endprint
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48