基于結構穩定性的不銹鋼點焊車體車頂焊點布置優化
2017-07-31 16:24:49謝素明袁璐馬紀軍李明高
大連交通大學學報 2017年4期
謝素明,袁璐,馬紀軍,李明高
(1.大連交通大學 交通運輸工程學院,遼寧 大連 116028;2. 中車唐山機車車輛有限公司技術中心,河北 唐山 064000)
基于結構穩定性的不銹鋼點焊車體車頂焊點布置優化
謝素明1,袁璐1,馬紀軍2,李明高2
(1.大連交通大學 交通運輸工程學院,遼寧 大連 116028;2. 中車唐山機車車輛有限公司技術中心,河北 唐山 064000)
依據結構穩定性理論,研究不銹鋼點焊車車頂焊點冗余問題.首先,研究某不銹鋼點焊車體的車頂焊點數量對車頂縱向剛度的影響以及車頂各區域發生屈曲的順序,確定車頂焊點冗余區域為弧頂;然后,對該冗余區域的三種焊點布置方案進行結構穩定性對比分析,確定弧頂區域可減少3 000多焊點的布置方案;最后,將弧頂區域焊點布置映射到整車車體模型中,在EN12663-2010標準的載荷作用下,對車頂焊點優化前后車體性能進行有限元分析.結果表明:超員狀態的車體底架邊梁下翼緣中心垂向位移變化小于0.2 mm;車頂邊梁高度300 kN壓縮下,最大應力發生部位不變,應力變化小于2 MPa;車體結構的一階垂向彎曲、一階扭轉和車頂橫向彎曲的振動頻率變化均在0.1Hz以內.
點焊車;結構穩定性;焊點布置
0 引言
不銹鋼車體是由底架、車頂、側墻及端墻等大部件組成的薄壁筒形整體承載全焊接結構,由于不銹鋼導熱系數極小,焊接時的熱影響會使其發生較大的變形,所以不銹鋼車體的焊接大多使用電阻點焊[1-2].車身上分布有上萬個焊點,焊點太多,導致熱影響區間距過小,使焊接后的殘余應力不能有效釋放,非常容易發生焊接變形[3].因此,保持良好的焊點間距,減少焊點布置的冗余,才能保證車體具有良好的強度和剛度,并減少制造工作量.
目前,不銹鋼點焊車的研究主要集中在車體制造、點焊工藝和力學性能等方面[4-5].高吉良對不同焊點數量和排布的點焊結構進行拉伸剪切試驗,分析不用焊點數量和焊點結構對焊接接頭性能的影響,并對車體門窗角部焊點結構進行了局部優化[6].
車頂與含有門窗的側墻和存在開口的貫通道相比,完整性更好,主要承受空調機組的載荷,但是車頂焊點布置與側墻、端墻和作為整個車體最重要承力部件的底架并無顯著差異,因此本文以存在眾多焊點冗余的車頂為研究對象,基于結構穩定性理論,找出車頂焊點冗余區域,并對該區域三種方案下的焊點布置進行對比分析,基于最優方案更新車體模型中的焊點布置,并進行模態、剛度和靜強度計算,最后,對比分析焊點優化前后兩種模型的計算結果.
1 結構穩定性分析算法原理
薄板在其邊界上承受的縱向載荷超過某一數值(即臨界載荷)時,一個微小的擾動就會破壞薄板的穩定狀態,發生撓曲,且任意擾動產生的撓曲在擾動除去后不僅不消失,而且還將繼續擴大,這種在外壓作用下,薄板突然失去原有形狀的現象稱為屈曲(又稱失穩).薄板在臨界載荷作用下產生失穩是它固有的性質,不是由于材料不均、結構瑕疵或其他原因所導致.臨界載荷的大小與薄板的幾何尺寸、材質及結構因素有關[7].
單向均勻受壓薄板如圖1所示,沿x軸方向承受均布壓力Px,板厚為t.板的四邊為簡支.屈曲前板的中面內力按平面應力問題求得:
(1)
薄板彈性屈曲微分方程式為:
(2)
設屈曲微分方程(2)式的解為重三角級數

式中,m和n分別為板屈曲時在x和y方向所形成的半波數目.則由上式可導出縱向載荷Px的臨界值:
(3)
上述通過求解薄板屈曲微分方程函數形式的非零解,獲得臨界載荷的精確值,僅適用于薄板結構十分簡單的情況.對復雜產品結構(如不銹鋼點焊車體)的穩定性分析,通常用有限元方法求解其屈曲微分方程.
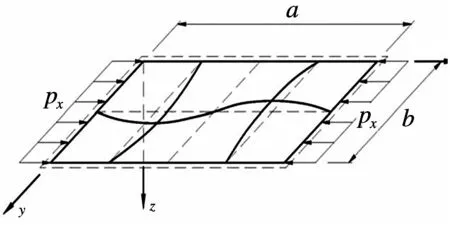
圖1 四邊簡支矩形薄板

(4)
將兩個方程相減得
(5)
這就是求取結構特征值λ的公式.用λ乘以施加的載荷即得到臨界載荷.
2 車頂結構穩定性分析
不銹鋼車體車頂兩側為角型斷面的不銹鋼邊梁,車頂骨架上面鋪設波紋型頂板.車頂各部件除平頂和弧頂過渡處采用塞焊外,其余部件均采用點焊連接.基于ANSYS軟件,采用梁單元beam 188模擬焊點.但是對于塞焊孔徑過大的情況,由于焊縫區域只涉及孔周,因此可以考慮直接用rigid單元約束孔邊.車頂薄壁部件主要離散為四節點等參數單元shell 181.根據車頂與側墻實際塞焊位置約束橫向和垂向線位移,不銹鋼邊梁一端約束縱向線位移,一端施加150 kN縱向載荷.圖2給出了某不銹鋼點焊車體車頂穩定性分析的有限元模型,單元總數為384774,結點總數為398640.表1給出了車頂焊點布局說明,焊點總數為7239.
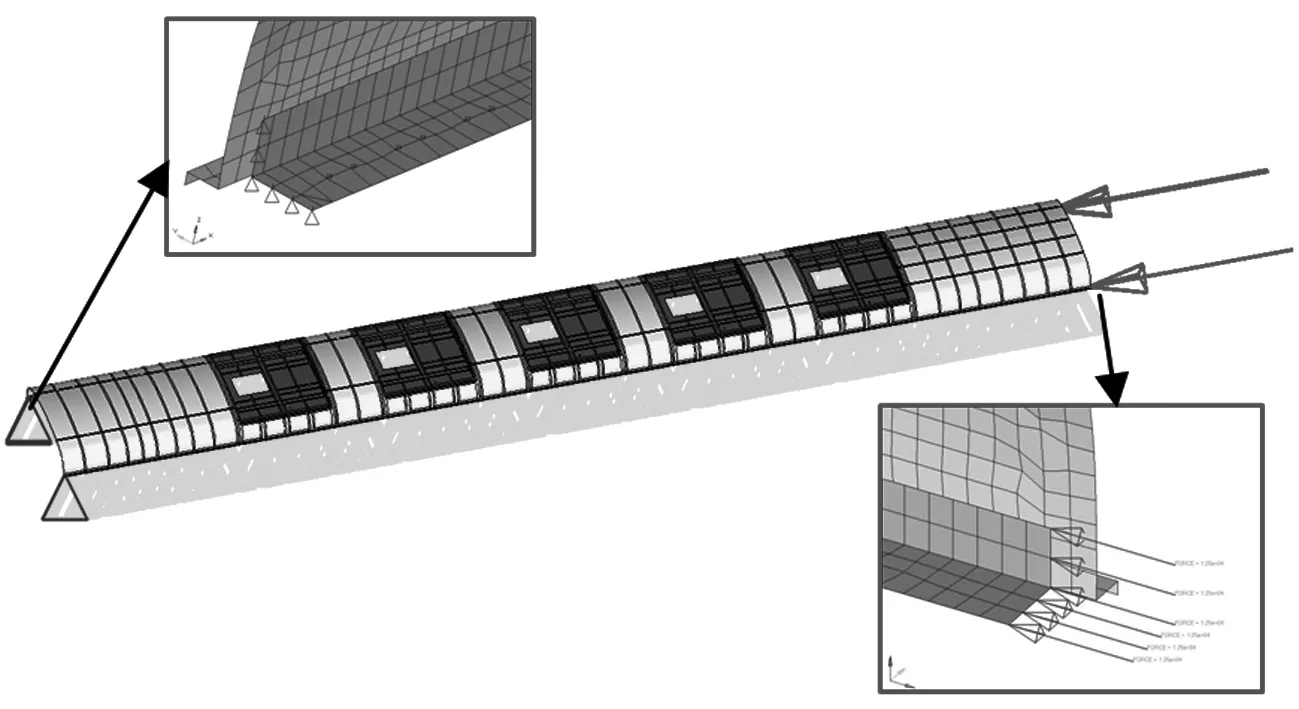
(b)邊界條件及載荷施加示意圖
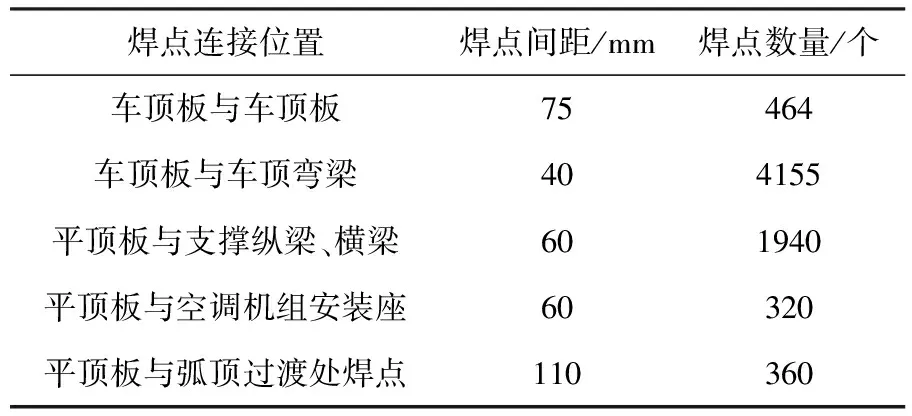
表1 車頂焊點布局說明
EN 15085-3-2007標準中提供了電阻點焊時根據工件厚度確定的焊點間距的最低設計參數[8],見表2.該車車頂各部位焊點間距以此為標準進行設計,因此車頂各部位焊點間距均滿足最小焊點間距規定值.
表2 焊點間距 mm
注:t1為較小的板材厚度
不銹鋼點焊車車頂結構穩定性分析的部分結果見表3.平頂處各區域發生屈曲的順序如圖3所示.結合表2和圖3可以看出:車頂平頂結構首先失穩,且平頂兩端區域穩定性較中間區域更為薄弱,弧頂結構直到屈曲因子達到3.8以上才發生失穩,具有很高的縱向剛度.將車頂板與車頂彎梁之間40 mm焊點間距的初始焊點布置定為方案一,此方案下,車頂各區域首次發生屈曲的位置如圖4所示.不同區域發生屈曲的振型如圖5所示.
表3 車頂結構穩定性分析部分結果
圖3 平頂處發生屈曲的順序示意圖
圖5 方案一時車頂不同區域首次屈曲振型
3 車頂焊點布置優化
由于車頂弧頂部位穩定性好,臨界載荷為其承受壓縮載荷的3.8倍,且弧頂部位的焊點總數占車頂焊點總數的57%,因此選擇弧頂部位為研究對象,取車頂板與車頂彎梁之間80 mm焊點間距為焊點布置方案二,車頂板與車頂彎梁之間160 mm焊點間距為焊點布置方案三,對比分析三種焊點布置方案對車頂穩定性的影響.將40 mm間距的焊點變為80 mm間距,焊點減少2143個;將80 mm間距的環向焊點變為160 mm間距,焊點減少978個.
焊點布置為方案二時,車頂各區域首次發生屈曲的結果見表4.不同區域的屈曲振型如圖6所示.
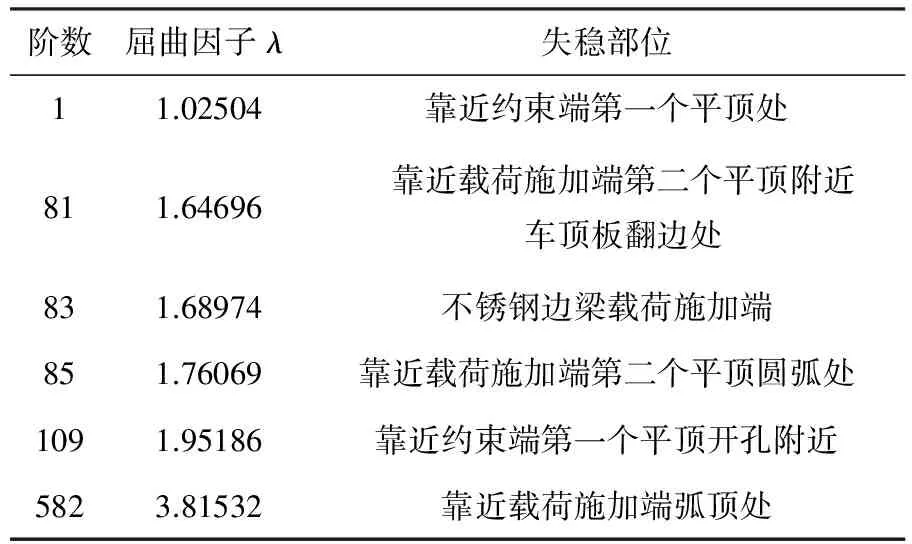
表4 車頂結構各區域首次屈曲分析結果
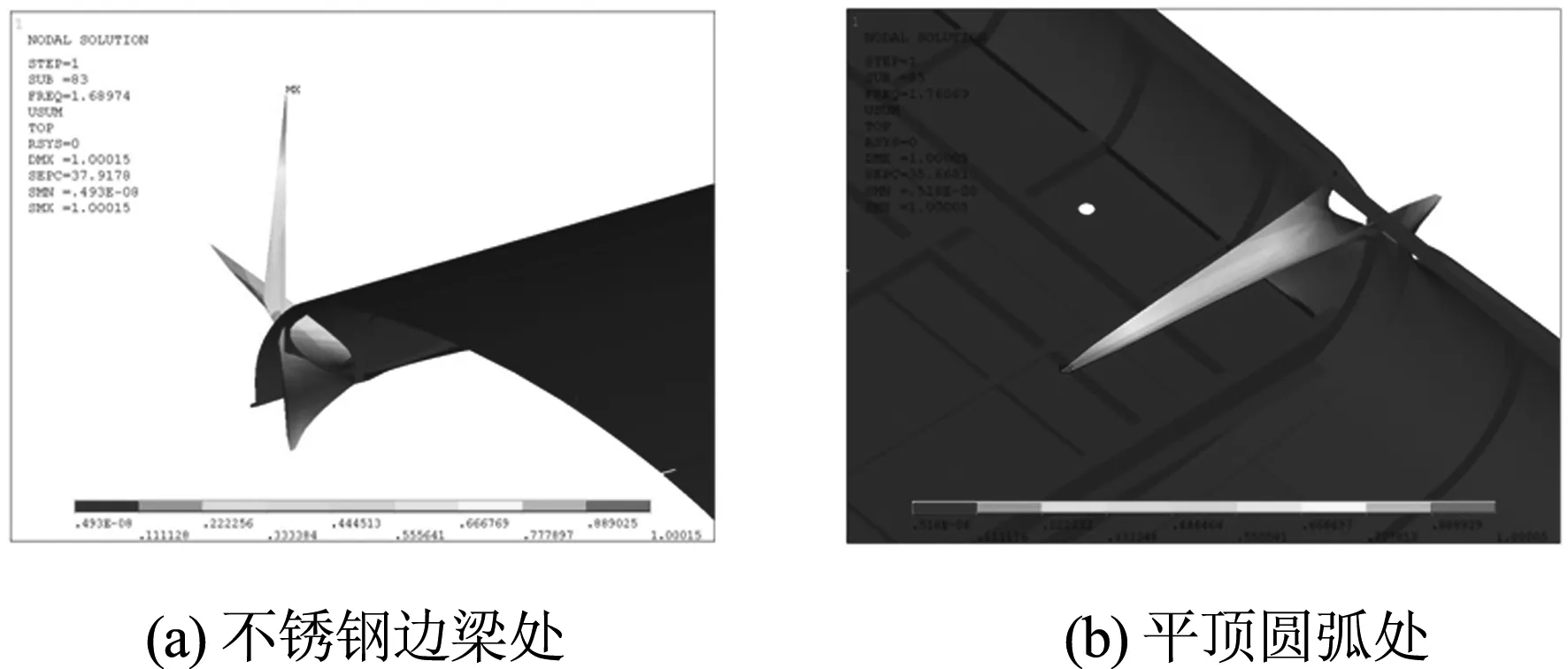
圖6 方案二時車頂不同區域首次屈曲振型
焊點布置為方案三時,車頂各區域首次屈曲分析結果見表5.不同區域的屈曲振型如圖7所示.
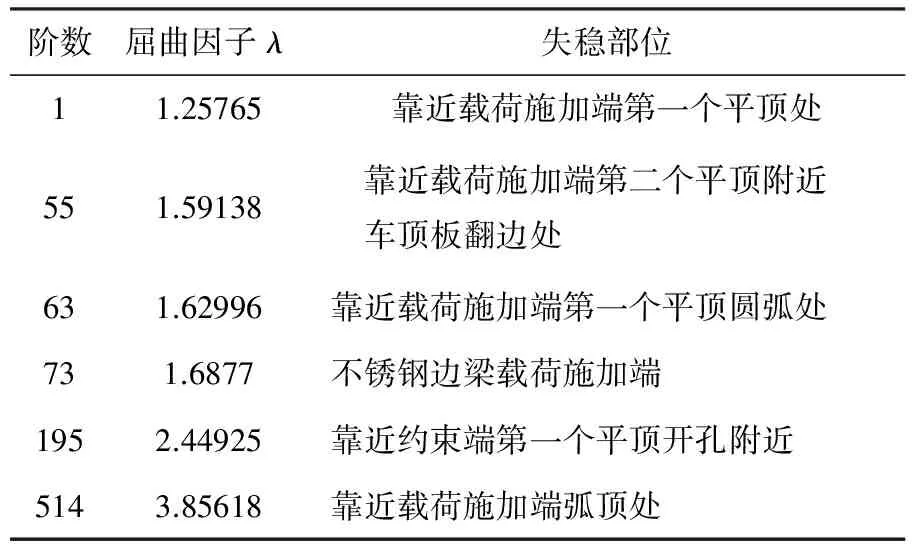
表5 車頂結構各區域首次屈曲分析結果
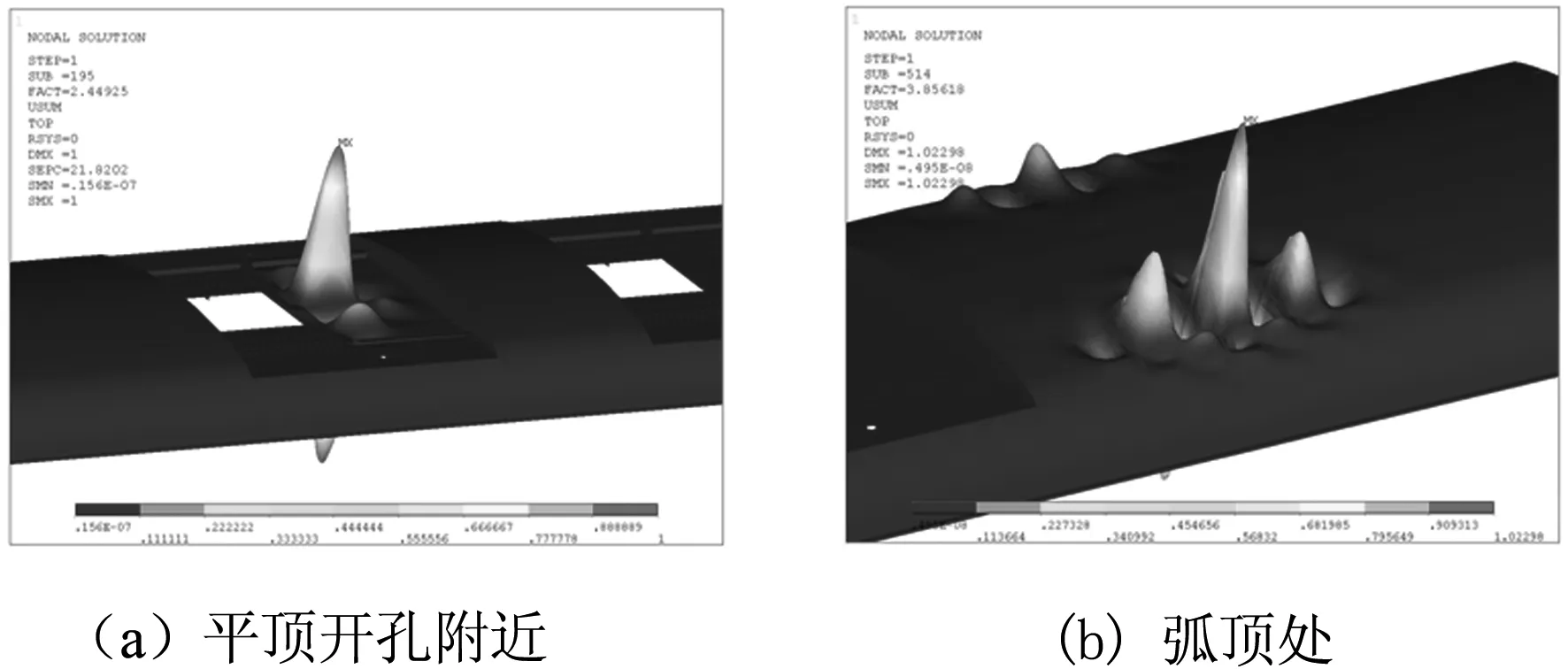
圖7 方案三時車頂不同區域首次屈曲振型
三種焊點布置方案下,車頂各區域首次發生屈曲對應的屈曲因子對比分析如圖8所示.可以看出:隨著焊點間距的增大,平頂處、平頂開孔附近和弧頂處的第一階屈曲因子也隨之增大,而車頂板翻邊、 平頂圓弧和不銹鋼邊梁處的第一階屈曲因子稍有減小.方案三與方案一相比,平頂處、頂開孔附近、 弧頂處屈曲因子分別增大0.331512、 0.691 94和0.045 33,車頂板翻邊、平頂圓弧和不銹鋼邊梁處屈曲因子各減小0.08728、0.174 24和0.00268.
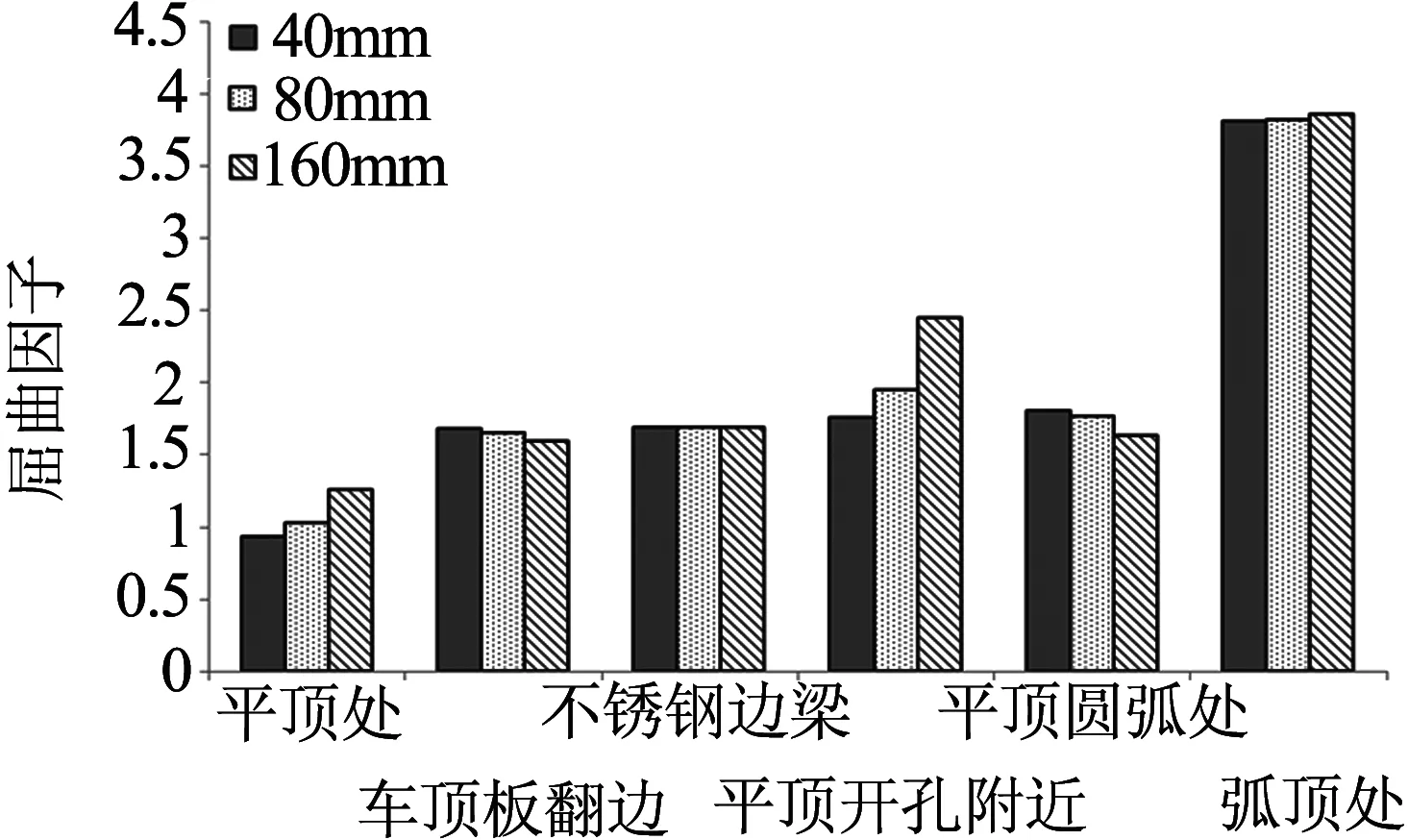
圖8 車頂各區域首次發生屈曲的屈曲因子對比圖
依據圖3所示的方案一焊點布置時,平頂處40個區域發生失穩的順序,對比方案二和方案三焊點布置時,平頂處相同區域屈曲因子的變化,分析結果如圖9所示.可以看出:車頂板與車頂彎梁之間焊點間距由40 mm變為80 mm,再變為160mm,平頂處40個區域的屈曲因子均稍有增大.
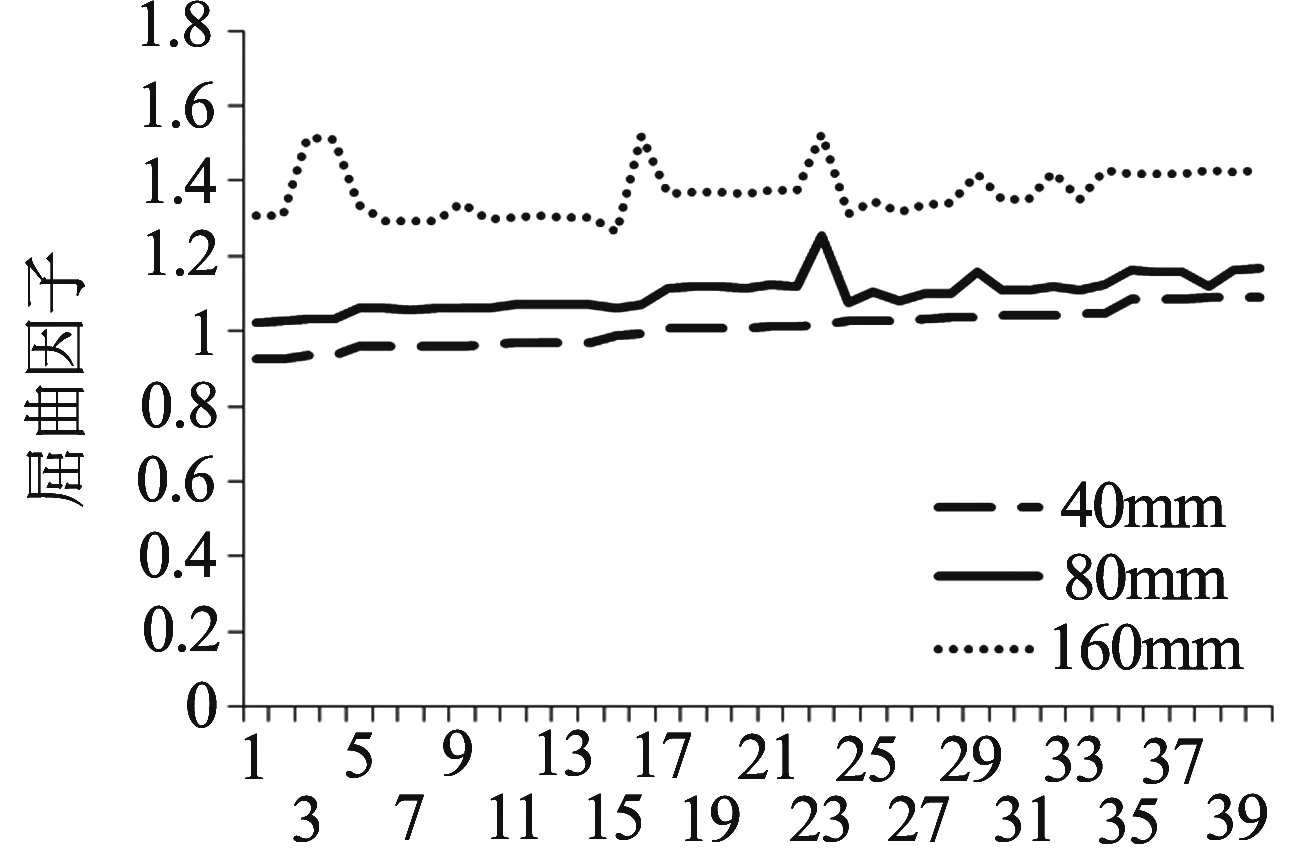
圖9 三種方案下平頂處各區域屈曲因子對比圖
4 整車車體性能分析
由于車頂焊點布置對車頂邊梁高度縱向壓縮工況的計算結果影響最大,因此依據EN12663-2010標準[9],對該工況進行計算以評價車體靜強度.同時,對車輛超載重量垂直負載工況和剛結構模態進行計算,并對比分析方案一和方案三焊點布置時車體模型的計算結果.
兩種焊點布置方案的車體,在最大垂向載荷作用下,底架邊梁下翼緣中心垂向位移如圖10所示;在車頂邊梁高度300 kN縱向壓縮作用下,靜強度分析結果見表6. 兩種焊點布置方案的車體自由模態分析的主要低階振動頻率的結果見表7.
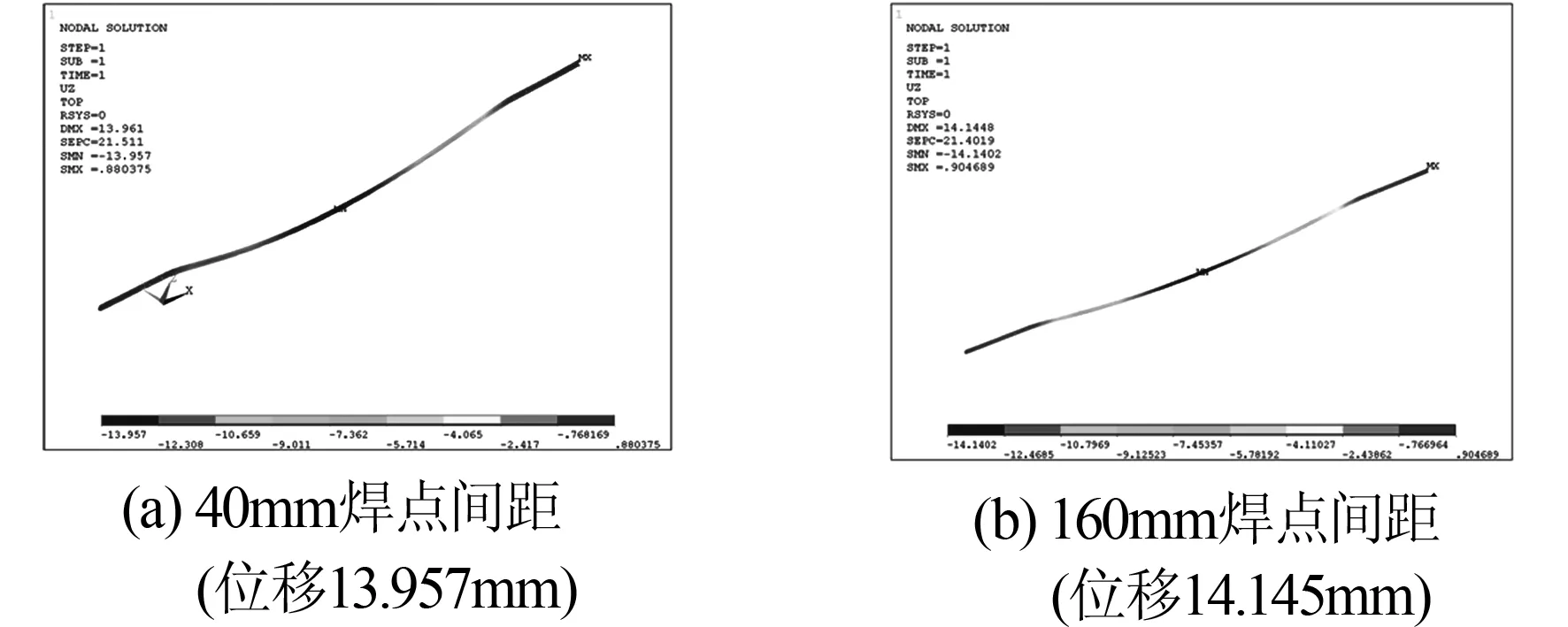
圖10 底架邊梁垂向位移云圖

表6 車體靜強度計算結果對比 MPa

表7 車體振型頻率值對比結果 Hz
5 結論
(1)不銹鋼點焊車體車頂的弧頂區域縱向剛度相對大,其屈曲因子達到3.8以上,可減少該區域的焊點數量;
(2)隨著弧頂區域焊點間距增大,平頂和弧頂區域的第一階屈曲因子也隨之增大,最大增加0.69194;車頂板翻邊、平頂圓弧和不銹鋼邊梁區域的第一階屈曲因子稍有減小,最大減少0.17424.所以,當弧頂區域焊點間距為160 mm,可減少焊點3121 個;
(3)車體弧頂區域焊點間距為160 mm時,最大垂向載荷作用下的車體底架邊梁中心垂向位移增加0.188 mm;車頂上邊梁高度300 kN壓縮工況下的最大應力減小1.852 MPa;車體一階垂向彎曲振動頻率減小0.044 Hz,一階扭轉頻率減小0.034 Hz,車頂一階橫彎頻率減小0.089 Hz.
[1]大塚陽介. 電阻焊在不銹鋼車輛上的實際應用[J]. 溶接技術,2011(3):54-58.
[2]薛河.點焊結構應力應變場數值模擬分析[J].材料·工藝·設備,2002(10):33-35.
[3]王潤姣.冷軋奧氏體不銹鋼車體材多點焊結構強度和疲勞可靠性的試驗研究[D].北京:北京交通大學,2010.
[4]焦銳. 安卡拉地鐵不銹鋼車體焊接工藝特點[J].科技創新與應用,2013,30:55.
[5]姚曙光. 高速不銹鋼車體結構設計[J]. 鐵道科學與工程學報,2008,5(1):72-76.
[6]高吉良. 301L不銹鋼多點焊結構強度試驗研究及車體點焊結構的局部優化[D].呼和浩特:內蒙古農業大學,2014.
[7]尹晶. 370t凹底車車體穩定性分析[J].鐵道機車車輛,2008,28:196-199.
[8]英國標準學會.EN 15085-3:2007 附錄F(信息性)電阻點焊[S].英國:BSI,2007.
[9]英國標準學會.BS EN 12663-1:2010 鐵路車輛車體的結構要求(第一部分:機車和客運車輛)[S].英國:BSI,2010.
Welding Spots Layout Optimization for Stainless Steel Spot Welding Carbody Roof based on Structural Stability
XIE Suming1, YUAN Lu1, MA Jijun2, LI Minggao2
(1. School of Traffic and Transportation Engineering, Dalian Jiaotong University, Dalian 116028,China; 2. CRRC Tangshan Co., Ltd,Tangshan 064000,China)
Based on the theory of structural stability, the problem of redundant welding spots for stainless steel carbody roof is studied. First, arc area is determined as the redundant welding spots area after analyzing influence of the roof welding spot number on the longitudinal stiffness and the sequence of buckling region. Then, comparing structural stability results of three kinds of welding spots layout scheme, the arrangement scheme of reducing more than 3000 is determined. Finally, welding spot arrangement of the carbody is updated, and the finite element analysis is carried out between the pre-and post-optimization carbody supported by the load form EN12663-2010 standard. According to the results after welding spots layout optimization, in the maximum vertical load case, the vertical displacement of underframe side beam bottom flange center changes less than 0.2 mm, and in the 300 kN longitudinal compression of the roof edge beam load case, the maximum stress is located at the same position, and the figure changes less than 2 MPa. Modal calculation is made on the carbody structure, and the first step vertical bend vibration, torsion and the lateral bending of the roof frequency change within 0.1 Hz.
spot welding carbody; structural stability; welding spots layout
1673- 9590(2017)04- 0064- 05
2016-04-21
謝素明(1965-),女,教授,博士,主要從事機車車輛CAE關鍵技術的研究E- mail:sumingxie@163.com.
A
猜你喜歡
今日農業(2021年9期)2021-11-26 07:41:24
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
石油化工建設(2016年4期)2016-02-27 15:03:16
電測與儀表(2015年5期)2015-04-09 11:30:52