基于PLC的自動貼標機控制系統應用
2017-06-16 15:15:07譚錦雄
科學與財富 2017年17期
關鍵詞:應用
譚錦雄


(江門市大光明電力設備廠有限公司 廣東江門 529000)
摘要:貼標機是當前包裝不可或缺的重要工具之一,而自動貼標機已成為當前貼標機發展的趨勢。本文對基于PLC的自動貼標機控制系統進行了介紹,分析了系統的硬件結構,并對該系統軟件的實現進行了詳細的介紹。
關鍵詞:PLC;貼標機;應用
0 引言
隨著自動化技術的快速發展,自動貼標機以其貼標質量好、穩定性高、調節簡單、應用靈活等優點,已成為現代包裝中必不可少的工具。在自動貼標機控制系統中,PLC控制技術具有功能強大、性價比高、可靠性高、使用簡便等優勢,得到了廣泛的應用。
1 系統硬件結構
本控制系統主要是由PLC可編程控制器、人機界面、傳感器光電接口電路、測物傳感器、測標傳感器、伺服電機以及調速電機組成。貼標機控制系統結構框圖如圖1所示:當待貼物被送至傳送帶上,傳送帶在伺服電機的驅使作用下以一定的速度運轉并將待貼物傳送至貼標位置。
1.1 系統控制部分
為了實現良好的人機友好界面,系統關鍵的控制器PLC選用的是三菱公司FX2N系列PLC。由于FX2N系列具備如下特點:最大范圍的包容了標準特點、程式執行更快、全面補充了通信功能以及滿足單個需要的大量特殊功能模塊,因此它可以為工廠自動化應用提供最大的靈活性和控制能力。
1.2 系統各執行部分
貼標機作為自動工作機中的一個特定的類型,它具有一般自動工作機的基本共性,在結構上包括驅動元件、工作機構、傳動機構和自動控制裝置系統四大部分,同時貼標機也具有其自身的一些特點,根據本貼標機的工藝,可將貼標機的結構劃分為以下幾個部分,各子部分分別完成各自的功能,并協調工作實現貼標機的貼標功能。貼標機的結構主要包括貼標系統、壓標系統、分瓶系統、貼標傳送機構以及輸送裝置幾個部分。貼標機的實物圖如圖2所示。貼標機的結構組成圖如圖3所示。
(1) 輸送帶的輸送速度可根據生產線的具體要求在調速電機的驅動作用下來控制,輸送帶使被貼物在貼標系統上勻速通過,當即將到達貼標頭時自動貼上標簽。
(2) 分瓶系統是一種將待貼物分開并保持在一定距離以便于后期貼標工作順利進行的裝置。調速電機通過控制分瓶系統的速度從而使待貼物達到預期的間隔距離。
(3)貼標系統的動力由伺服電機提供,伺服電機在PLC發給伺服驅動器高速脈沖信號的驅動作用下進行運作,從而將標簽貼附到被貼物上。貼標過程分為以下五道工序,如圖4所示。
2 系統軟件實現
軟件程序流程由下位機和上位機開發兩個部分組成。
下位機部分:下位機PLC通信程序主要用來與上位機的通信連接、通信參數設置以及將控制系統的機械動作發送給上位機工控機,PLC控制程序主要是用來控制系統的機械動作。圖5為PLC下位機流程圖。
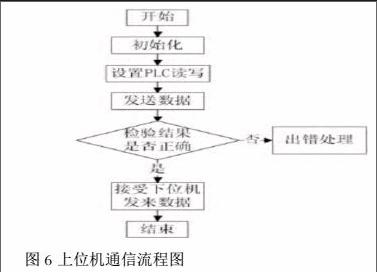
上位機部分:上位機通過RS-232C接口與PLC進行數據通信,并通過串口通信數據對可編程控制器PLC進行內部繼電器、定時器、輸入輸出口進行讀寫操作。圖6為上位機通信程序流程圖。
3 結語
綜上所述,當前,貼標機已從手動、半自動貼標的模式向自動化貼標機方向迅速轉變,并占據了廣大的市場格局。本項目基于PLC控制技術,設計的自動貼標機控制系統具有性能良好、抗干擾能力強、可靠性高、操作簡便等優點,滿足自動貼標機的使用需求,具有一定的推廣價值。
參考文獻:
[1]自動貼標技術在橢圓罐頭包裝中的應用[J].周燦宇.食品工業科技.2014(15)
[2]自動掃碼貼標機中PLC實現條形碼識別的應用設計[J].田常青,張艷冬.自動化技術與應用.2017(01)endprint
猜你喜歡
考試周刊(2016年76期)2016-10-09 08:45:44
科技視界(2016年20期)2016-09-29 14:22:00
科技視界(2016年20期)2016-09-29 12:03:12
科技視界(2016年20期)2016-09-29 11:47:01
科技視界(2016年20期)2016-09-29 11:02:20
大眾理財顧問(2016年8期)2016-09-28 13:45:18