六輥可逆軋機板形閉環反饋控制系統開發
2017-06-01 11:35:44武維凱石曉東朱殿瑞太原重工軋鋼設備分公司山西太原030024
鍛壓裝備與制造技術 2017年2期
關鍵詞:設備
武維凱,梁 飛,石曉東,朱殿瑞(太原重工軋鋼設備分公司,山西 太原 030024)
六輥可逆軋機板形閉環反饋控制系統開發
武維凱,梁 飛,石曉東,朱殿瑞
(太原重工軋鋼設備分公司,山西 太原 030024)
對于高等級冷軋薄板的板形質量控制問題,本文在對六輥可逆軋機的設備組成、板形控制原理等進行分析基礎上,對目標板形曲線制定、板形控制策略和板形反饋控制數學模型等進行了充分研究,并編制了六輥可逆軋機板形閉環反饋的二級系統監控軟件,軟件應用效果良好,同時本文研究成果可為同類型軋機的板形控制設計提供參考。
六輥可逆軋機;板形;閉環反饋;控制
近年來,我國鋼鐵工業發展迅猛,粗鋼產量已嚴重過剩,而高等級汽車板等精度和強度要求較高的薄板仍大量依賴進口。同時,高精度板軋設備的設計和生產也尚未完全獨立,多與日立、西馬克等國外廠家聯合制造。因此,切實提高我國高端軋鋼裝備的制造能力,以及提升高等級、高精度薄板的生產能力,已成為我國裝備制造業和鋼鐵工業轉型發展過程中面臨的重大機遇和挑戰。
由于單機架六輥可逆軋機設備成本低、投資見效快、故障率低,因此備受中小企業青睞,主要用于對原料熱軋卷進行多道次可逆軋制,從而為制罐、家電等行業提供包裝原材料。為進一步提高冷軋薄板的板厚、板形和粗糙度等加工質量,需在測厚儀、板形儀等設備配置基礎上,通過基礎自動化系統實現板厚、板形的閉合反饋控制[1-3]。本文將對1420六輥可逆軋機板形反饋系統的構建過程進行研究,為同類型機組的自動化設計提供參考。
1 六輥可逆軋機組成
如圖1所示,單機架六輥可逆軋機設備結構緊湊,具體包括開卷機、夾送輥、出入口卷取機、入口測厚儀、軋機本體、乳化液噴射裝置、出口測厚及板形儀等輔助設備。熱軋來料在夾送輥輔助下,從開卷機打開并送入軋機輥縫,隨后帶卷在軋機兩側卷取機的張力作用下,進行奇數次的往復軋制,直到軋至設定厚度。在此過程中,軋機輥縫按照程序設定,在每道次軋制中調整輥縫開口度,完成壓下操作;而出入口卷取機則負責建立軋制張力,減小帶鋼變形抗力。由于軋制速度較高,各處設備需緊密配合,而人工操作無法保證控制的精準和及時,因此為使冷軋帶鋼具有穩定的板形質量,需在以上機械設備基礎上,建立一套反應迅速、準確可靠的板形閉環反饋控制系統。
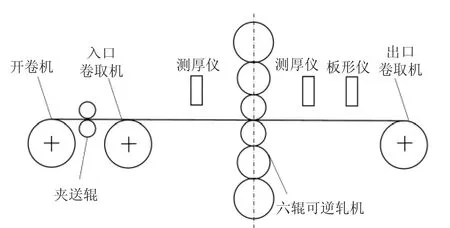
圖1 單機架六輥可逆軋機主要設備組成
2 板形控制原理
帶鋼板形也稱為平直度,是對帶鋼縱向相對變形程度的衡量。板形的產生是由于帶鋼在軋制過程中,來料截面形狀和實際輥縫形狀不相匹配,導致帶鋼縱向各條元的延伸率出現差異,進而使其內部出現橫向不均勻分布的殘余內應力,該內應力超過一定數值時,對帶鋼外觀最直接的影響即是產生中浪、邊浪等宏觀可見的板形缺陷,嚴重影響產品質量。
板形控制方法一般分為前饋控制和反饋控制兩種,其中,前饋控制適合于對軋制參數的初始化;反饋控制則適用于在軋制過程中對板形相關軋制參數的實時調控。板形反饋的目的是消除實際板形測量值與板形目標曲線值之間的偏差,其控制原理是:首先,收集出口側板形儀測量數據,然后在設定的數學模型下將該數據與目標板形進行對比分析,并根據系統板形控制策略分別對傾輥、彎輥、分段冷卻等調控手段進行指令下發,輥縫形狀發生相應變化。該過程不斷往復循環,保證對帶鋼板形的連續、動態和實時反饋控制,最終獲得與目標板形接近的冷軋帶鋼[4,5]。
3 板形閉環反饋控制系統設計方案
3.1 目標板形曲線制定
目標板形曲線是指連軋或可逆軋制中,每道次軋制后所希望獲得的在線板形分布曲線。由于目標曲線是系統反饋計算中的參考標準,因此其參數制定的優劣直接影響帶鋼的板形質量。以往板形設定認為,軋后帶材殘余應力橫向分布為一條零直線即為板形良好,實際上,隨著板形控制思想的發展,獲得一定形狀的在線板形已成為實際生產中的最優選擇,主要因為以下三點:
(1)補償板形離線變化。一方面,在線軋制時,帶鋼橫向溫度分布不均,存在熱應力;另一方面,帶鋼凸度對卷曲過程產生影響,造成卷曲內應力,開卷后無法卸除,從而發生疊加變化;通過控制獲得相反的在線板形可對離線板形變化進行補償。
(2)滿足后續工序對板形的特殊要求。若冷軋后的帶卷需要進行罩式退火,為避免帶鋼層間粘接,一般要求冷軋后的帶鋼具有微雙邊浪;而需要進行連續退火的帶鋼,為避免帶鋼中部與爐輥接觸過熱,則要求冷軋帶鋼具有微中浪。
(3)滿足各道次軋制的不同控制目標。在多道次軋制中,一般前兩道次主要控制帶鋼的板凸度,因此選擇對凸度控制有益,而對板形控制無大害的目標曲線;其后各道次則正好相反,尤其最末兩道次,以獲得最優板形為目標。
在此基礎上,根據以往生產經驗,為達到板形的快速分析和控制,一般采用偶數次冪函數來設定目標曲線,如式(1)所示:

3.2 板形控制策略制定
板形控制策略是指將板形儀測得的數據與目標曲線對比后,通過怎樣的調節手段進行反饋控制。六輥可逆軋機常用的板形控制手段包括傾輥、彎輥、分段冷卻等,每種方法對輥縫形狀和軋后帶鋼板形具有不同方面和強度的影響。如圖2所示,傾輥的主要作用是調節帶鋼的一次板形分量,即通過分別調整兩側AGC液壓缸的壓上量來消除帶鋼的單邊浪等一次板形缺陷;彎輥包括中間輥彎輥和工作輥彎輥,對于兩種能力均配備的軋機,一般使用中間輥彎輥消除近帶鋼中部的中間浪等二次板形缺陷,而用工作輥彎輥消除靠近帶鋼邊部的二次雙邊浪或四次肋浪等板形缺陷;由于彎輥功能對四次及更高次板形的控制能力有限,因此增加了工作輥精密分段冷卻功能,可使工作輥產生特定的復雜形式的熱凸度,從而對高次板形缺陷進行調控。

圖2 板形調控策略
另外,實際生產中,以上三種板形調控手段與板凸度調節的中間輥竄輥功能聯合使用,對板形和板凸度進行有目的的綜合控制。
3.3 板形閉環反饋控制數學模型
六輥可逆軋機的板形控制一般采用PI比例積分反饋控制系統,配合軋機兩側的AGC伺服液壓缸和軋輥軸承座兩側的彎輥缸的動作來實現。
其中傾輥值計算公式如式(2)所示:

式中:△S*——傾輥值;
KSP——傾輥系統PI基本增益;
TSI——傾輥積分增益;
αs——非對稱板形優化增益;
S——傾輥傳遞函數計算符;
Ai——非對稱目標板形分量,i=1,3。
對二次和四次板形控制的彎輥計算值如式(3)所示:

式中:△F*——彎輥值;
KFP——彎輥系統PI基本增益;
TFI——彎輥積分增益;
αF——對稱板形優化增益;
F——彎輥傳遞函數計算符;
Ai——對稱目標板形分量,i=2,4。
4 二級系統板形監控軟件開發
在此研究基礎上,利用VB和C++混合編制完成了“六輥可逆軋機板形閉環反饋控制”的二級系統監控軟件開發,如圖3所示,可實現對帶鋼目標板形曲線的設定、板形實時跟蹤監測和歷史數據回訪等功能。
5 實踐與應用
結合生產實際,該套系統在國內1420六輥可逆軋機板形控制系統中應用,如圖4所示,經過調試已投入生產,效果良好,板形精度≤10I達到95%以上,完全滿足其制罐帶鋼精度要求,同時極大提高了金屬收得率,為企業帶來較大經濟效益。

圖3 板形監控軟件工作界面
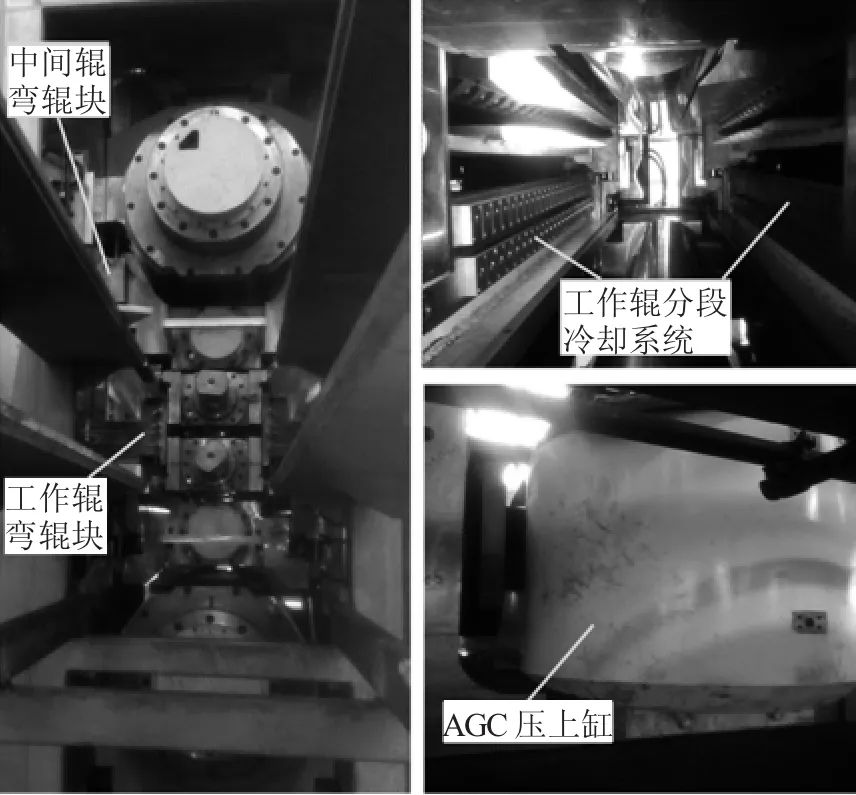
圖4 1420六輥可逆軋機板形控制系統組成及調試
6 結論
結合國內高等級冷軋薄板的生產現狀,本文在對六輥可逆軋機的設備組成、板形控制原理等進行分析基礎上,對目標板形曲線制定、板形控制策略和板形反饋控制數學模型等進行了充分研究,并編制了六輥可逆軋機板形閉環反饋的二級系統監控軟件,軟件應用效果良好,為企業帶來較大經濟效益。
[1]王曉晨,楊 荃,孫友昭.六輥冷軋機的彎輥力組合板形控制策略[J].北京科技大學學報,2014,(6):824-829.
[2]馬 靜,黃景冬,商玉華,等.萊鋼1500 mm六輥可逆式冷軋機的板形控制技術[J].山東冶金,2008,(1):36-38.
[3]宋曉云,馬 凈.萊鋼1500mm六輥可逆冷軋機的板形控制技術[J].一重技術,2008,(3):34-36.
[4]閆沁太,張 杰,賈生暉,等.冷軋機板形調節能力分析方法的研究與應用[J].機械工程學報,2011,(4):77-81.
[5]劉佳偉.冷軋帶鋼板形控制系統的研究與開發[D].沈陽:東北大學,2010.
Development of closed loop feedback control system of plate flatness for six-high reversible rolling mill
WU Weikai,LIANG Fei,SHI Xiaodong,ZHU Dianrui
(Taiyuan Heavy Industry Steel Rolling Equipment Branch,Taiyuan 030024,Shanxi China)
Aiming at the flatness quality control issue of high-grade cold-rolled sheet,the equipment composition and the flatness control principle of the six-high reversible rolling mill have been analyzed in the text.The curve formulation of the target shape,the shape control strategy and control mathematical model of the shape control feedback have been fully studied.The secondary systemmonitoring software of plate-shaped closed-loop feedback for six-roller reversing rolling mill has been established.The effect of software application is good,and the research results can provide reference for the flatness control design of the same type rolling mill.
six-high reversible rolling mill;plateflatness;closed loop feedback;control
TG333.11
B
10.16316/j.issn.1672-0121.2017.02.017
1672-0121(2017)02-0055-03
2016-11-09;
2017-01-20
武維凱(1989-),男,助工,從事軋鋼設備經銷工作。
朱殿瑞(1985-),男,碩士,工程師,從事軋鋼設備制造研究。
E-mail:592652621@qq.com
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00
