一種基于在線稱重的控制熱環軋產品尺寸的方法
2017-06-01 11:35:44江紹成錢東升中車集團成都機車車輛公司四川成都6005武漢理工大學湖北武漢430070
鍛壓裝備與制造技術 2017年2期
江紹成,錢東升(.中車集團成都機車車輛公司,四川 成都 6005;.武漢理工大學,湖北 武漢 430070)
一種基于在線稱重的控制熱環軋產品尺寸的方法
江紹成1,錢東升2
(1.中車集團成都機車車輛公司,四川 成都 610051;2.武漢理工大學,湖北 武漢 430070)
對每個上機前的環坯進行稱重,輸入計算機并與標準環坯的重量進行比對,用兩者重量的相對誤差,對應地修正環件厚度,即修正控制施壓行程終點的感應同步器的初始設定值,使有重量誤差的環件的中徑,保持與標準環件的中徑相一致。這樣,重量誤差就較均勻地分配到環件的外徑和內徑上,使外圓和內孔的加工余量等量增加或減少。
在線稱重;重量相對誤差;控制環件中徑;內外徑加工余量
自19世紀中期英國第一臺輾環機問世以來,至今已有170多年的歷史。它是回轉施壓連續局部塑性變形的鍛造成形工藝,與自由鍛、模鍛成形工藝相比,它需要的設備功率小、振動沖擊小、零件精度高、節能省材、生產成本低,顯示了巨大的技術經濟優勢,廣泛應用在軸承環、齒輪環、法蘭環、火車車輪、燃氣輪機等各類無縫環件的生產,目前世界各類環件的生產已達數千萬噸[1]。我國首創的多功能輾環機[2]的出現和三輥橫軋[3]、復合環軋[4]和錯位環軋技術的應用,更使輾環技術發展到復雜斷面環件的生產。現今輾環工藝在機械、汽車、火車、船泊、石油化工、管道輸送、航空航天和原子能等領域已得到廣泛應用。
因輾環工藝是回轉軋制成形技術,是粗加工工序,需要給后續的精加工工序預留必需且足夠的加工余量。余量留多了,不僅多耗能、多費材,而且增加后續工序的費用;余量留少了則可能加工不出來而成為廢品。如何控制環件產品尺寸,提高環軋產品的尺寸和形狀精度是輾環行業永久的課題和目標。
熱環軋生產過程中,環件尺寸精度受多種因素影響,主要有下料重量誤差、燒損量多少(與加熱時間及氧化氛圍等有關)、沖孔連皮的厚薄等,它們直接影響到環軋開始前環坯的重量G,造成重量誤差±△G,此外還有環坯的形狀差異及終軋時的溫度不同等因素的影響。一般條件的工廠,批量生產的環坯重量相對誤差±△G/G=±g常達到±5%。在這樣大的重量誤差下,如何保證能軋出內、外圓上有較少但足夠的加工余量的環件,是輾環工藝中控制環件尺寸的最重要的問題。目前國內外各類輾環機均采用即時測量手段檢查環件外徑是否達到預設的標準環件的外徑,達到前的瞬間,及時減慢直至停止施壓進給而進行精整成圓,使環件的尺寸和形狀精度達到產品要求。這種只單方面控制外徑的方法,有兩種結果:一是外徑尺寸比較穩定,其加工余量較合適,但環坯重量誤差全部反映到內徑尺寸上,造成內徑加工余量發生較大變化,或過多或過少,甚至不夠而報廢;二是因這種與熾熱環件表面接觸式測量的測量裝置,尤其臥式輾環機的隨動檢測系統,結構復雜制造成本高,工作環境惡劣,影響測量精度,以及終軋時環件溫度差異和人為判斷的誤差等,所測外徑也不易保持一致。為保證環軋的成品率,只有加大預留加工余量,顯然,耗能費材、成本提高是其必然結果。環件較大的加工余量是環件材料損耗的最大部分,這是環軋行業長期存在的問題。在現今比較先進的計算機控制的輾環機上,采用了環件外徑和壁厚同時動態即時檢測的手段,但壁厚的檢測只用于控制施壓過程,輾環工序結束的信號仍然取決于外徑的實測信息,因此它仍然是單方面控制外徑的方法,而無法根本改變這種現狀。
1 基于在線稱重的尺寸控制理論方法
本文提出一種基于在線稱重的控制熱環軋產品尺寸的方法:對每個上機前的環坯進行稱重,輸入計算機并與標準環坯重量比對,用兩者重量的相對誤差,相對應地修正環件厚度,即修正控制施壓行程終點的感應同步器的初始設定值,始終使有重量誤差的環件的中徑,保持與標準環件的中徑相一致。這樣,重量誤差就較均勻地分配到環件的外徑和內徑上,即外圓和內孔的加工余量同時均勻增加或減少。
下面介紹具體技術方案。以最常見的矩形斷面的環件為例來說明,如圖1所示,設環件外徑為D,內徑為d,高度為H,則厚度為
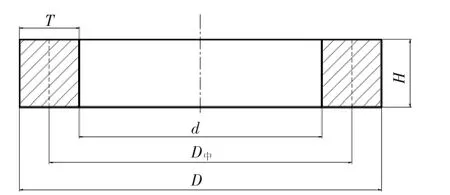
圖1 矩形縱截面環件示意圖

中徑為

式中:G——環件重量;
V——體積;
R——材料比重;
F——環件徑向斷面為圓環形的橫斷面面積;
A——環件的軸向截面為矩形的縱截面面積,A=T×H。
進而得出環件重量

其中材料比重r為常數,在一般僅有徑向環軋的輾環機上,環件高度H由于夾于輾輪槽形之中,誤差處于可控狀態,尤其在徑軸雙向輾環機上,環件的兩端面上因受到一對軸向輾輪的定距軋制,環件的高度H可視為不變。顯然,以上兩類輾環機,對縱截面為矩形的環件,環坯的重量誤差主要只影響環件圓環形橫斷面的面積,兩者之間為線性關聯G∝F。橫斷面面積可通過下式求解

因此,只要按重量誤差的相應比例去修正并控制環件壁厚T,就能使環件中徑D中保持不變,從而較好地控制環件的內外徑尺寸和加工余量。
依據這一原理,在輾環結束前控制主輾壓輪和芯輥的距離(即主輾輪下壓的終點位置或芯輥進給的終點位置),就能有效地控制環件壁厚T,在滑塊與床身導軌上或芯輥滑塊與床身上,安裝同步感應器并設定終點值就可方便實現。
通過上述分析可知,當環坯重量存在誤差為G± △G,環件高度H視為不變時,相應有環件橫斷面圓環面積的誤差為F±△F及中徑不變時的厚度誤差T±△T,其三者相對誤差相同,互為線性關聯,即有

由此知

因此當環坯因下料、燒損、沖孔等引起重量誤差時,只需在輾環前稱重得知其與標準環坯的重量誤差為±△G,借助計算機求出±△G/G=±g=±t,自動修正按標準環坯重量所設定的輾環終點位置
2 實施舉例
2.1 示例1
如圖1所示,設矩形縱截面的標準環件的尺寸如下:外徑D=300,內徑d=240,厚度T=(300-240)/ 2=30,中徑D中=(300+240)/2=270;精加工后環件成品為:外徑D0=297,內徑d0=243,厚度T0=(297-243)/ 2=27,中徑D中0=(298+242)/2=270,標準環件的內、外徑的單邊加工余量為1.5mm,若環坯重量誤差為± 5%,當環件高度不變時其縱截面面積誤差也應為± 5%,厚度相對誤差t=±△T/T=±0.05。
2.1.1 用修正環件厚度的方法控制環件尺寸
圓環F=π(D2-d2)/4=πD中T(1±t),中徑D中不變,厚度T(1±t)=30(1±0.05)。計算得出:當g為+5%時,環件最大外徑Dmax=301.5,最小內徑dmin=238.5,內外徑上單邊最大加工余量均為2.25,當g為-5%時,最小外徑Dmin=298.5,最大內徑dmax=241.5,內外徑上單邊最小加工余量均為0.75,雖然環件毛坯重量誤差達±5%,用該方法生產的環件均為合格產品,且在同一環件上,內外徑的加工余量勻等。
2.1.2 用單方面只控制外徑不變方法控制環件尺寸
即有F=π(D2-d2)/4=25446.9mm2,控制外徑為300mm,外徑單邊加工余量為1.5mm,若環坯重量誤差為±g=±5%時,面積誤差也為±f=±5%,當g為+5%時,即最大面積Fmax=26719.2mm2,算出最小內徑dmin=236.6,內徑單邊加工余量為3.2mm。當g為-5%時,最小面積Fmin=24174.5mm2,算出最大內徑Dmin=243.4,內徑已超差而成廢品。
2.1.3 用已被否定的控制厚度不變的方法
當g為±5%時,即中徑D中(1±5%),D中max=283.5,D中min=256.5。算出最大外徑Dmax=313.5,最大內徑dmax=253.5,外徑余量過大,內徑已嚴重超差,當g為-5%時,最小外徑Dmin=286.5,最小內徑dmin=226.5,內徑余量過大,外徑過小而成廢品。此方法因誤差太大無實用意義。
2.2 示例2
如圖2所示,若環件縱截面為非矩形,D1、D2、D3、d0表示環件各處外徑及內徑,H1、H2、H3、H分別表示各處的高度及總高,則需計算該縱截面(圖2左側剖面線所示形狀和面積)的形心位置,確定其到環件軸線的距離,若以此作為等效中徑D中的位置,可得出一個與該非矩形縱截面面積A和體積V均相等的矩形縱截面環件,作為該非矩形縱截面環件的假想等效環件(圖2右側剖面線所示的矩形面積),D和d分別是等效環件的外徑和內徑,T為等效環件的厚度,以等效環件的中徑D中為控制目標,將該等效環件的厚度T為修正對象,以稱重后的環坯與標準環坯重量進行比對,通過計算機對機床上加工的等效環件厚度T進行相應的修正,修正預先設定的標準等效環件的輾壓輪軸線與芯輥軸線的距離(輾環結束時同步感應器的位置的初始設定值),因為此時環件外部形狀是由輾壓輪槽形決定的,不同外徑處的厚度增量值是相同的,沒法隨外徑不同按線性比例作出相應調整,因此,按等效環件對厚度作出修正的結果是存在一定的誤差的,計算結果表明:這種方法與理論計算誤差很小可以忽略,完全能滿足該類環件尺寸控制的要求。
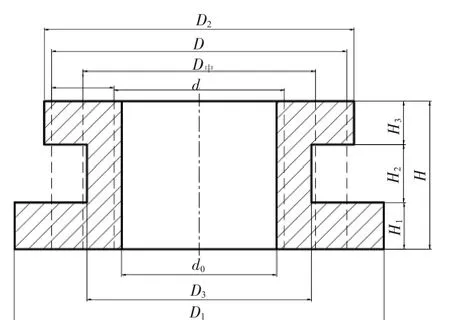
圖2 非矩形縱截面環件示意圖
3 具體實施方案
大型臥式輾環機,因零件重量大,通常用吊車或機器人上下工件,可在吊具或抓具上安設在線自動稱重器,逐個對上機前的環坯稱重,在上料過程中將稱重信息輸入到計算機與標準環坯重量進行比較,算出重量的相對誤差±△G/G=±g,得出該環件厚度的修正值T(1±t),相應修正同步感應器終點位置的初始設定值即可。
數量巨大的中小型環件,都是在立式輾環機或多工位輾環機的生產線上生產的,現以立式輾環機為例,設置了在線自動稱量裝置和上料機械手,如圖3所示。預鍛成形的環坯10沿下坡輸送滾道6滾到稱重V形鐵5上,V形鐵5通過橡膠皮膜4坐落在充滿油液但不通壓力油的油缸上腔上,滾道擋板12可使因慣性而滾過頭的環坯10回到V形鐵5上,該環坯10的重力通過皮膜4對封閉的上油腔造成一定的靜壓增量,該靜壓信息通過壓力變送器3輸入到控制系統中,與根據標準環坯的重量所形成的靜壓增量進行比對,計算出相對誤差并相應修正同步感應器的終點位置的初始設定值。與上腔成一體的油缸下腔2在油壓作用下,沿固定在基礎17上的導套1運動,將V形鐵5連同其上的環坯10舉升至機械手16上的可擺動夾頭7的中心上,其舉升高度位置可由行程開關11根據該批環坯10的直徑不同而預先設定調好,可轉動機械手16上的夾緊油缸15,推動鉸結在支點9上的杠桿8及可擺動夾頭7夾緊環坯10,坐落在滑塊14上的機械手16的大臂,逆時針翻轉180°,將環坯10送至對準輾環機的芯輥18的中心,滑塊14連同其上的機械手16和環坯10,沿固結在基礎17上的滑座13的導軌上向輾環機工作面上運動,使環坯10套進芯輥18上并靠近輾環機的擋板處,再松開夾頭7。滑塊14在滑座13上后退到位后,機械手16反向轉動回到原位,準備接受下一個環坯。此時已套入芯輥的環坯10,先后或同時在徑軸雙向輾壓機上自動進入輾環過程,直至同步感應器發出環件厚度已達修正厚度的信息,輾環工序自動進入精整成圓過程,環軋工序結束后,徑軸雙向輾壓輪退回原位,卸料機構將環件從芯輥上脫出,并沿下坡滾道送至環件集放處,從而實現徑軸雙向立式輾環機的全自動生產。該裝置也可用于無軸向輾壓功能的立式輾環機,此時,環件端面上的毛刺和凹陷等缺陷,會造成環件高度尺寸不太準確,引起環件尺寸存在一定誤差。此外,該稱重裝置和上料機械手可識別過輕的環坯,使其不進入輾環工序而直接送往廢料堆集處,使生產設備具有一定的預判功能。
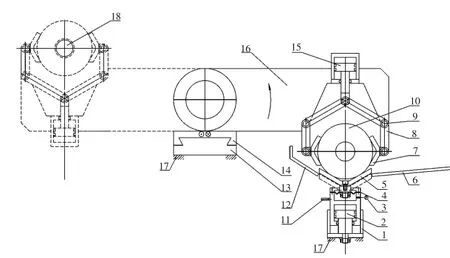
圖3 在線自動稱重機構和上料機械手工作原理圖
4 結束語
相比于傳統的測量方法,本方法具有顯著的技術和經濟優越性。
(1)將環坯的重量誤差均分到外徑和內徑上,提高了環件的尺寸精度和成品率。
(2)加工余量的合理分配,可減少預留的加工余量,節能省材,降低成本。
(3)可取消立式輾環機的信號輪或臥式輾環機結構復雜的外徑檢測機構,使數控輾環機的結構和控制變得更簡單、更可靠。
[1]華 林,黃興高,朱春東.環件軋制理論和技術[M].北京:機械工業出版社,2010.
[2]江紹成,解光浦.多功能輾環機[J].鍛壓裝備與制造技術,2009,44 (2):28-30.
[3]江紹成.旋轉反擠壓鍛造[J].鍛壓裝備與制造技術,2006,41(1):44-45.
[4]錢東升,華 林,張志強.一種環件復合軋制成形新技術[A].第十二屆全國塑性工程學術年會第四屆全球華人塑性加工技術研討會論文集[C].重慶,2011.
A method of controlling ring size during hot ring rolling process on the basis of onlineweighing
JIANG Shaocheng1,QIAN Dongsheng2
(1.CRRC Chengdu Co.,Ltd.,Chengdu 610051,Sichuan China; 2.Wuhan University of Technology,Wuhan 430070,Hubei China)
A method of controlling ring size during hot ring rolling process on the basis of onlineweighing has been put forward in the text.Firstly,each ring blank has been weighed before being put on the rolling mill.Then the weight has been input into the computer by comparing with the weight of standard blank. The relative error between the two weights has been adopted to correct the ring thickness correspondingly. That is to say,the initial set value of the inductosyn to control the end point can be corrected,which makes the middle diameter of the ring consistent with the standard ring.Thus in this way,the weight error can be uniformly distributed on the ring outer and inner diameter.As a result,the machining allowances of outer and inner surface have been equally increased or reduced.
Weighing online;Relative weight error;Control ring middle diameter;Outer and inner diameter machining allowance.
TG335.1
B
10.16316/j.issn.1672-0121.2017.02.021
1672-0121(2017)02-0070-04
2016-09-24;
2016-12-16
江蘇省重點研發專項資助項目(BE2016009);JGXM (201607GC01);教育部創新團隊發展計劃項目(IRT13087)
江紹成(1939-),男,高工,享受國務院特貼專家,從事金屬成形非標設備研究設計。
E-mail:qiands@whut.edu.cn
