一種精整機上下料生產線設計
2017-06-01 11:35:44顧明磊朱從武范慶豐周星源黃海洋揚州鍛壓機床股份有限公司江蘇揚州225128
鍛壓裝備與制造技術 2017年2期
關鍵詞:產品
顧明磊,朱從武,范慶豐,周星源,楊 洋,黃海洋(揚州鍛壓機床股份有限公司,江蘇 揚州 225128)
一種精整機上下料生產線設計
顧明磊,朱從武,范慶豐,周星源,楊 洋,黃海洋
(揚州鍛壓機床股份有限公司,江蘇 揚州 225128)
本文介紹了一種直線機械手+視覺檢測精整機上下料技術,闡述粉末冶金異型件在生產線上的加工工藝和流程。
壓力機;偏載;底傳動;雙伺服
粉末冶金零件大部分是異型件。將異型件上料至精整機模具內需要判斷零件特征點,目前國內暫沒有專用設備可識別異型件的特征點,因此尚不能實現自動化上下料,仍然以人工為主。精整機工作時噪聲較大,部分零件精整前需沾油處理,工作環境較差,加之用工成本不斷增加,市場上急需一種自動化設備來替代或者部分替代人工上下料。結合用戶提供的零件和現有壓機結構進行分析研究,設計一臺自動化設備實現精整機異型件自動上下料。
1 零件分析
如圖1所示一種異形齒輪零件。該齒輪有兩個特征點:一是齒輪內孔不規則,二是外面的齒形和內孔有位置要求。零件重量113.2g。
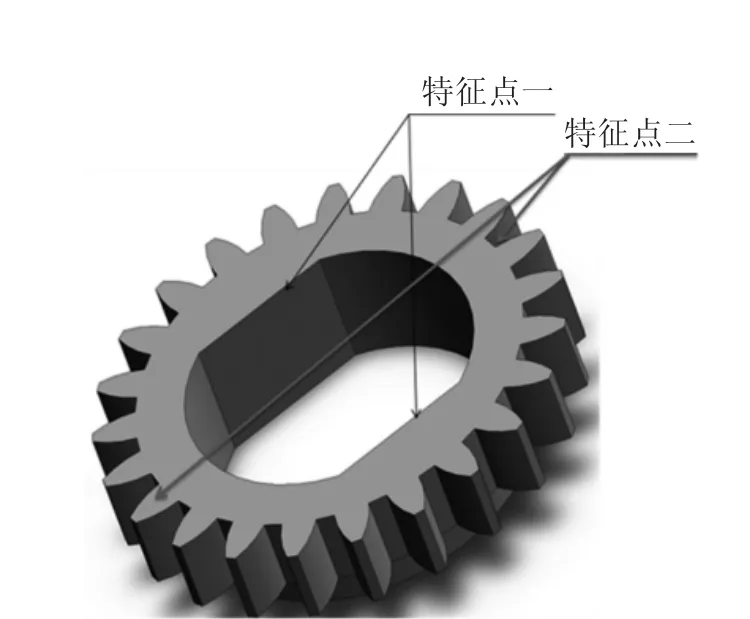
圖1 零件外形圖
2 工藝分析
精整機上料工作站由產品供給系統、上料系統、下料系統和產品收納系統四部分組成。
產品供給系統是集產品儲存、排列和輸送為一
體的系統,大體有三種方式:①振動盤振動碼料(外形是圓形且直徑較小零件);②傳送帶自動送料(異型件);③碼料小車加自動出料系統(異型件、系統結構復雜、制造成本高)。
上料系統是實現產品從供給系統出料位置到精整機模具定位位置運動的系統。由于該零件是多特征異型件,故上料系統應具有視覺分析、圖像處理、產品自動旋轉定位和沾油等功能。運動過程要具備重復定位精度高、響應時間短,運動速度快等特點。
下料系統是實現產品從精整機到產品收納系統集料位置運動的系統。
產品收納系統是精整合格產品的儲存排料系統。
根據零件特點,做出工藝流程圖如圖2所示。
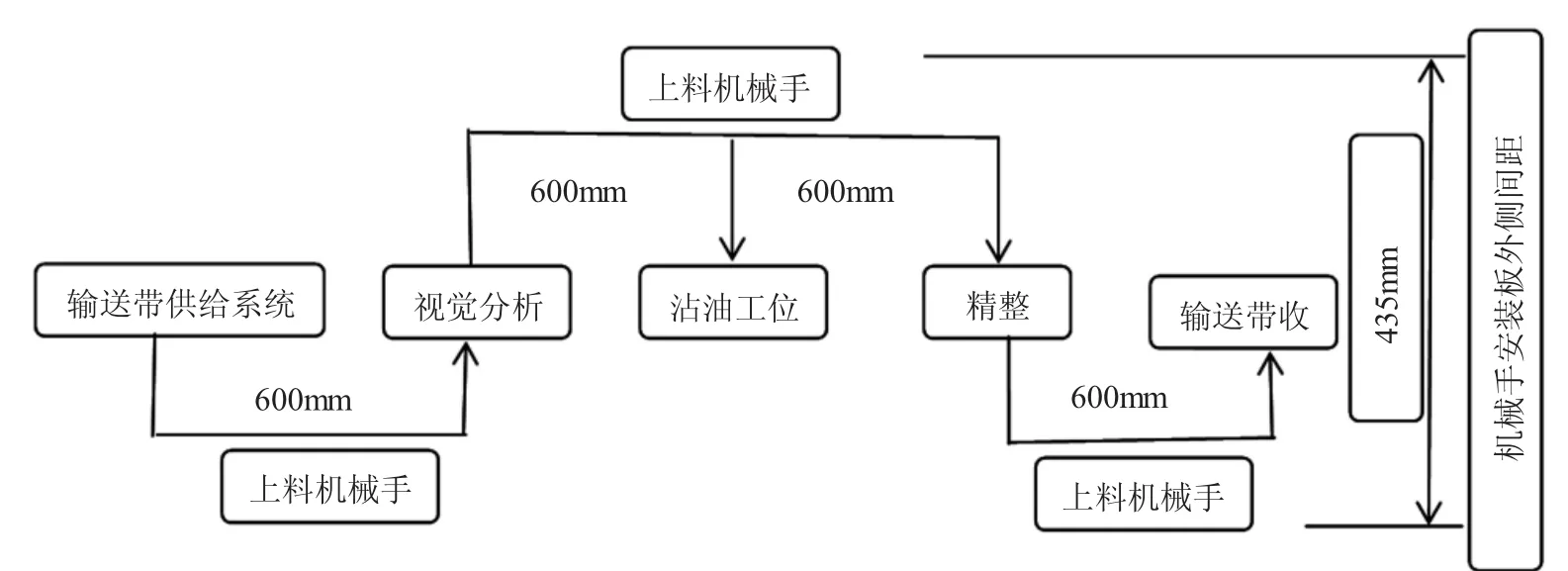
圖2 工藝流程圖
3 工作站工位間尺寸確定
精整機模具長度690mm,寬度650mm,上模和下模最大間距240mm。
為確保沾油工位安裝和油槽儲油量,現設定模具中心到沾油工位中心距600mm,則根據該尺寸確定出工作站相鄰工位間距,如圖2所示。
4 外購件選型
4.1 輸送帶
帶寬140mm,電機輸出功率90W,皮帶長度2m(一次可上料32個齒輪)。
4.2 搬運機械手
搬運機械手包括電機、直線機器人、伸縮滑臺、氣爪。
直線機器人:最大速度1050mm/s;重復定位精度0.01mm;電機功率400W;額定轉速3000r/min。
直線機器人額定速度:1000mm/s導程乘以電機額定轉速)。
伸縮滑臺:缸徑16mm;最大允許集中負載質量4kg;活塞速度50~500mm/s;行程50mm;調整裝置后端調程。
氣爪:缸徑20mm;把持力有效值45N;行程10mm;重復精度0.02mm;最高頻率120cpm。
4.3 上料機械手
上料機械手包括直線機器人、電機、伸縮滑臺、氣爪。
直線機器人、電機、伸縮滑臺與搬運機器人型號相同,由于氣爪把工件分別定位到沾油裝置和精整機后需不碰到工件的情況下返回,故氣爪選用齒輪式180°開閉氣爪。
氣爪:缸徑25mm;夾持力矩0.73N·m(產品中心到轉動中心距離100mm,大概能夾持0.73kg產品);行程180°開閉;重復精度0.2mm; 最 高 頻 率60cpm。
4.4 視覺分析
視覺分析包括工業相機、背光、直驅電機。
目前北京三寶興業視覺有限公司和北京大恒集團在視覺領域比較專業,代理品牌較多,可以提供技術支持。西安市碑林區光良電子產品有限公司代理的背光產品比較多,可以根據相機具體尺寸確定背光型號。
直驅電機:電機功率377W,額定轉速200r/min,絕對精度12.5s。
4.5 沾油裝置
沾油裝置包括伸縮滑臺、產品。
伸縮滑臺:缸徑16mm;最大允許集中負載質量4kg;活塞速度50~500mm/s;行程100mm;調整裝置后端調程。
4.6 下料機械手
下料機械手包括無桿氣缸、伸縮滑臺、氣爪。
伸縮滑臺、氣爪與上料機器人型號相同,由于下料過程中要求產品位置精度不是很高,而且只有一個伸縮動作,故X軸運動采用無桿氣缸代替直線機器人。
無桿氣缸:缸徑25mm;行程600mm;重復精度1.8mm;最高頻率80~1000mm/s。
4.7 傳感器
直線機器人上配三個磁性開關,氣缸、氣爪配兩個磁性開關。
上料傳送帶上料處、視覺檢測的直線電機旋轉位置、沾油裝置產品托架正上方各固定一個光電開關,光電開關來檢測料的到位情況,通過PLC控制機械手運動。
5 數字樣機
數字樣機構成示意圖如圖3所示。
6 時序分析
(1)機器循環運行前需要機械手事先抓取好料,在相應位置等待,該過程需要設定初始化程序,待初始化完成后工作站自動運行。
(2)代號A代表搬運機械手,代號B代表上料機械手,代號C代表下料機械手,對每個機械手和工位每個動作分析,得到如圖4所示時序圖。
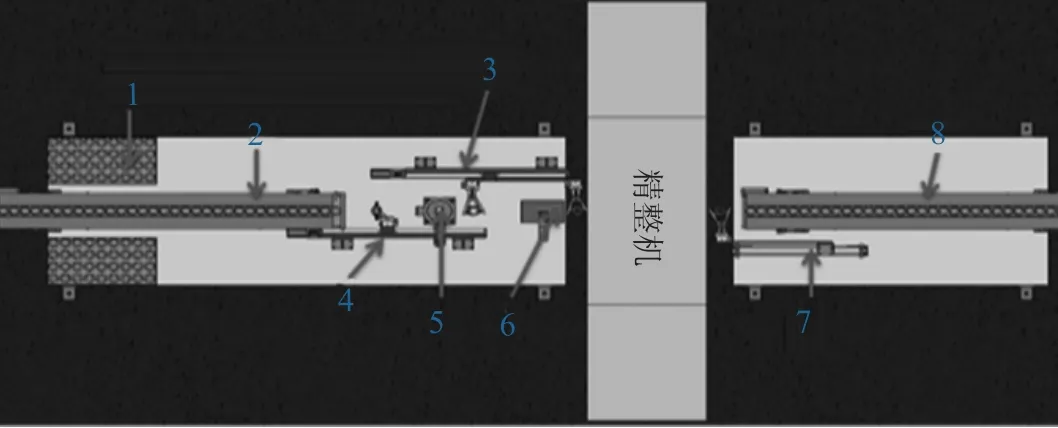
圖3數字樣機
(3)經過以上對每個動作時間分析,得出理論上的一個產品產出時間是9s。由于這個值是理論值,實際工作中要比理論時間長,預估在10s左右,這樣一臺精整機8h產量2880件。輸送帶供給系統一次上料可運行5min。
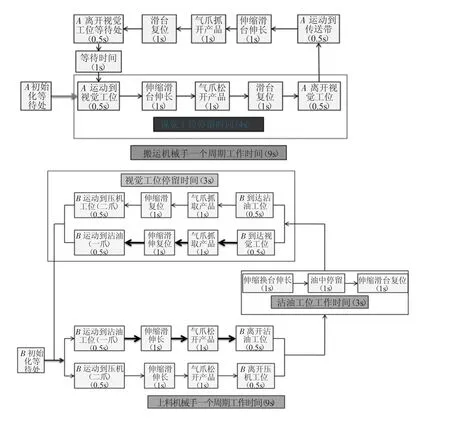
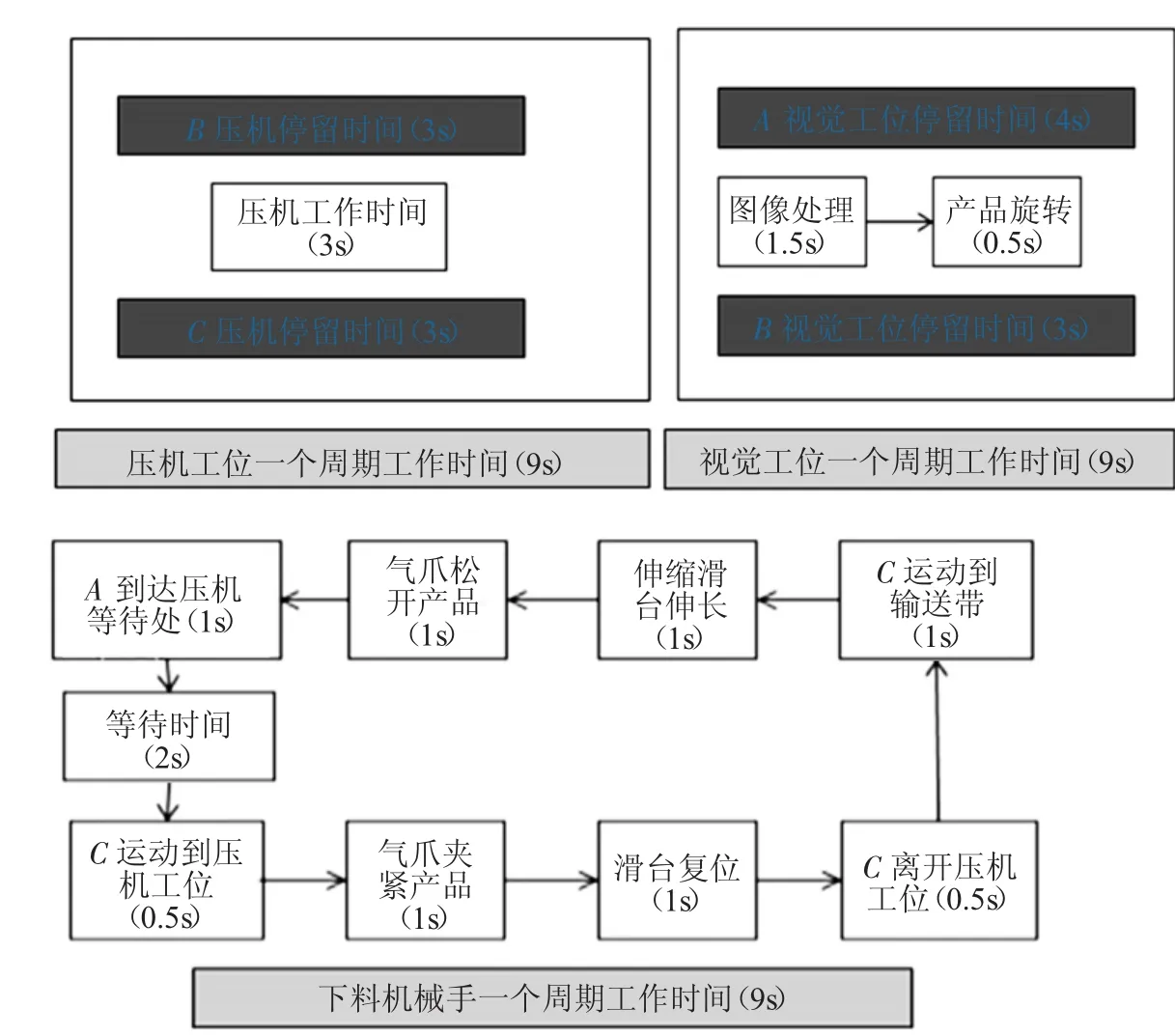
圖4時序圖
7 誤差分析
精整機上下料工作站誤差主要有兩種,一種是加工裝配誤差,一種是運動部件重復定位誤差。
設計選型時氣缸都帶有伸縮距離微調部件,Z軸方向誤差可以通過調整氣缸伸縮距離消除。直線機器人運動距離程序可以控制,通過控制直線機器人移動距離可以消除工位之間的距離誤差。
運動部件的重復定位誤差是不確定值,隨機誤差,裝配調整無法消除。現從上料傳送帶到精整機模具中心,X軸方向最大可能產生重復誤差是0.5mm(齒輪式180°開閉氣爪重復定位誤差0.2mm,設備中共兩處使用),視覺工位旋轉電機旋轉產品可產生12.5s角度誤差。為了消除這兩個誤差,擬設計兩處帶錐度過定位處。一處是在視覺定位工位對產品下面臺階定位,可以消除搬運機器人產生的誤差。一處是在精整機模具下模中心處對內孔定位,可以消除旋轉電機和上料機器人運動產生的誤差。
[1]何德譽.曲柄壓力機[M].北京:機械工業出版社,1981.
[2]陳文軍,王發展,丁秉鈞.粉末冶金工藝及材料[M].北京:冶金工業出版社,2011.
[3]陳振華.現代粉末冶金技術[M].北京:化學工業出版社,2007.
[4]宋久鵬,日爾曼.粉末注射成形:材料、性能、設計與應用[M].北京:機械工業出版社,2011.
[5]韓鳳麟,馬福康,曹勇家.粉末冶金工藝及材料[M].北京:化學工業出版社,2009.
Design of loading and unloading for fine finishing press production line
GU Minglei,ZHU Congwu,FAN Qingfeng,ZHOU Xingyuan,YANG Yang,HUANG Haiyang
(Yangzhou Metal Forming Machine Group Co.,Ltd.,Yangzhou 225128,Jiangsu China)
One kind of loading and unloading technology combining with linear manipulator and visual inspection for fine finishing presshas been introduced in the text.The processing technology and flow of powder metallurgy parts in the production line have been described.
Fine finishing press;Powder metallurgy;Manipulator
TG315.5
B
10.16316/j.issn.1672-0121.2017.02.002
1672-0121(2017)02-0009-04
2016-10-27;
2017-02-20
顧明磊(1982-),男,工程師,從事鍛壓設備設計開發。
E-mail:beijing2008chenc@163.com
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
物流技術與應用(2022年5期)2022-06-17 06:01:38
快樂語文(2021年36期)2022-01-18 05:48:46
金橋(2021年4期)2021-05-21 08:19:22
中國化妝品(2018年6期)2018-07-09 03:12:40
中國化妝品(2018年6期)2018-07-09 03:12:32
Coco薇(2015年1期)2015-08-13 02:23:50
汽車維修與保養(2015年6期)2015-04-17 03:31:50
玩具(2009年10期)2009-11-04 02:33:14
