PLC在機床電氣控制中的應用
2017-05-30 10:48:04高雪松
現代鹽化工 2017年6期
關鍵詞:電氣控制
高雪松
摘要:PLC是可編程邏輯控制器的簡稱,其在機床電氣控制中的應用,極大地提高了機床控制水平及作業效率。因此,有關PLC在機床電氣控制中的應用研究,受到越來越多業內人士的關注。文章對PLC作簡單介紹,探討其在機床電氣控制中的應用,以供參考。
關鍵詞:PLC;機床;電氣控制
機床是機械制造業常用設備,構成復雜,需要各子系統密切配合,才能保證生產作業的順利進行,因此,提高機床控制水平及精密度,對保證生產質量意義重大。實踐表明,在機床電氣控制中應用PLC技術效果顯著,使得機床控制水平得以顯著提升,有效地促進我國制造業的蓬勃發展。
1 PLC構成及工作原理
PLC雖然外形存在一定差異,但內部構成相似,主要由中央處理器、存儲器、輸入∕輸出單元、編程設備、通信接口等部分構成,各部分相互配合,實現自動化控制功能。
PLC包括運行(RUN)與停止(STOP)兩種基本工作狀態。其中處于RUN狀態時不僅需要實現內部通信、處理功能,還需對用戶程序作出反應。處于STOP狀態時,PLC僅實現同步通信及內部處理,該狀態通常用于修改與編制程序。PLC功能的實現基于編制的程序,運行時PLC按順序對程序進行掃描,如程序以梯形圖表示,則執行順序為從上到下,從左到右。遇到跳轉指令,對跳轉條件進行判斷,決定是否跳轉。當程序執行結束后,PLC將元件映像寄存器中與輸出狀態相關的狀態轉存到輸出鎖存器中,并以一定方式輸出,對外部負載進行驅動。
2 PLC在機床電氣控制中的應用
PLC在機床電氣控制的應用體現在很多方面,接下來以機床基本電路中為例,對PLC的應用進行探討。機床基本電路較多,包括啟動―保持―停止電路、三相異步電動機正反轉電路、定時電路等。
2.1在啟動一保持一停止電路中的應用
2.1.1啟保停電路
在梯形圖程序中啟動一保持一停止是較為典型的程序結構,設計時應考慮的內容有:驅動線圈、線圈得電條件、線圈保持驅動條件,以及線圈失電條件。其中各梯形圖邏輯行均應對線圈進行驅動;同時,邏輯行需對線圈得電條件加以明確。按下并放開啟動按鈕后常開觸點能夠自鎖,使線圈能夠持續驅動。另外,在梯形圖邏輯行中應對線圈失電條件加以明確。
2.1.2啟保停電路指令實現
使用SET和RST指令實現啟保停電路的控制,即啟動信號、停止信號分別驅動SET和RST指令。啟動時將啟動按鈕按下則啟動信號處于ON狀態,線圈得電保持。停止時將停止按鈕按下,停止型號變為ON,線圈失電且保持。
2.1.3常閉觸點輸入信號處理
除外部常開觸點提供輸入信號外,部分常閉觸點也能提供輸入信號。如和PLC輸入端相連的為停止按鈕的常閉觸點,當將停止按鈕按下時,常閉觸點斷開,線路的常開觸點斷開。因此,在梯形圖中應將線路的常開觸點和線圈進行串聯。
2.2在三相異步電動機正反轉電路中的應用
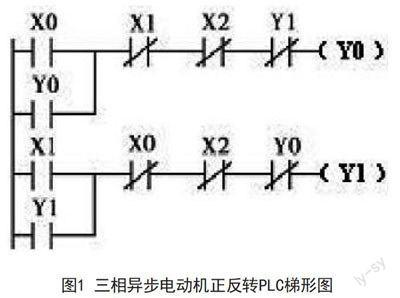
在PLC梯形圖中可使用兩個起保停程序,對電動機的正、反轉進行控制(梯形圖如圖1所示)。將正向啟動按鈕按下,XO狀態變為ON,常開觸點接通,YO線路得電保持,接觸器線圈得電,電動機正向轉動。按下停止按鈕,X2狀態為ON,常閉觸點斷開,YO失電,電動機運行停止。按下反向啟動按鈕電動機反向運轉。
另外,為保證安全性需實現“軟件互鎖”,即,將YO和Y1常閉觸點均串聯在對方線圈回路中,防止線圈YO和Yl同時得電。另外,在梯形圖中還應設置“按鈕聯鎖”,即,將控制正傳的YO線圈和X1常閉觸點串聯,將Yl線圈和XO串聯,以避免YO和Y1線圈同時得電。但需要注意外部硬件接線圖還應“硬件互鎖”,原因在于PLC內部繼電器互鎖響應時間掃描周期僅相差一個,而外部接觸器觸點動作時間通常超過一個掃描周期,具有較長的響應時間。
2.3在定時電路中的應用
機床中定時電路包括延合與延分電路、定時范圍擴展電路、閃爍電路等,接下來對PLC在該電路中的應用進行分析。
2.3.1延合與延分電路
延合與延分電路指當按下或松開啟動按鈕,保持一定時間后電路才會接通或斷開。該類型電路在機床中較為常見,可通過設計PLC程序確定延遲時間。
2.3.2定時范圍擴展電路
當PLC定時器最長定時時間無法滿足實際要求時,可設計定時范圍擴展電路延長最長定時時間。例如FX系列PLC定時器最長定時時間為3276.7s,可采用以下方法對這一時間進行延長。一方面,應用多個定時器,即當將XO接通后,TO線圈延時時間設置為3000s,延時時間到后,常開觸點TO閉合,T1線圈得電進行3000s的延遲,延時時間達到后YO線圈得電,使得XO至YO共獲得6000s的延遲。另一方面,將定時器和計數器組合在一起。將XO斷開,TO與CO復位,一旦XO接通,TO開始定時,當定時時間到后,常閉觸點TO斷開使其復位。常開觸點閉合計數器CO計為1。TO復位后當前值變為0。同時,常開觸點斷開、常閉觸點接通,TO線圈再次得電計時,反復進行,達到延遲目的。
2.3.3閃爍電路
閃爍電路本質上為具備正反饋的振蕩電路,能夠產生特定通斷時序脈沖,在閃光報警以及脈沖信號源電路中較為常用。一方面,定時器閃爍電路的實現。定時器閃爍電路的實現有兩種方法:(1)使用TO和T1兩個定時器分別進行定時。開始時設TO與T1均處于OFF狀態,當XO轉變為ON時,TO線圈得電開始定時,0.5sTO常開觸點接通,TO得電而接通。與此同時,Tl線圈得電定時開始,Tl線圈得電0.5s后,常閉觸點斷開,TO線圈失電,TO常開觸點斷開,YO和T1線圈斷電。當Tl線圈斷電后Tl常閉觸點接通,TO再次定時,YO線圈也呈現周期性的斷電與通電,當XO變為OFF為止。(2)使用TO定時器與Tl累計定時。YO通電與斷電時間和Tl與TO的設定值保持一致,對定時器設定值進行調整,對輸出脈沖的寬度進行調整。另一方面,二分頻電路的實現。二分頻電路指通過一定的電路同一個時鐘信號轉變為頻率不同的時鐘信號。應用PLC程序時,當XO的上升沿要到來時,第一個掃描周期映像寄存器狀態為ON,Ml線圈因YO斷開而失電,YO線圈因連通而得電。進入下個掃描周期MO映像寄存器狀態為OFF, YO常開觸點接通,但MO常開觸點斷開。因此,M1線圈仍處于失電狀態,YO線圈因自鎖觸點一直處于得電狀態,當下個XO上升沿達到時,M1線圈得電,YO線圈斷電,達到二分頻目標。
3 結語
在科技發展推動下,PLC技術在各個領域廣泛應用,極大地提高各領域的生產控制水平,尤其在機床中的應用,大大提高機床控制水平與效率,推動我國機械制造業的快速發展。
本研究通過研究得出以下結論:(l) PLC構成復雜,應用中需要根據實際情況進行編程,因此,要求技術人員明確PLC工作原理,熟練掌握各種程序指令,按照一定的流程編制控制程序,保證程序編制的合理性。(2) PLC在機床電氣控制中的應用體現在很多方面,要求技術人員明確不同電路運行特點,做好電路設計以及PLC控制分析,設置合理的程序參數,保證PLC執行相關程序對機床電路進行精確控制。
[參考文獻]
[1]黃麗梅.機床電氣控制中PLC的應用分析[J]科技經濟導刊,2017(4):43.
[2]付 強.PLC技術在數控機床電氣控制中的應用[J]現代制造技術與裝備,2017 (5):141-142.
[3]蔣可可.PLC在機床電氣控制中的應用探討[J]時代農機,2017,44(7):41.
[4]魏立國.機床電氣控制PLC的應用分析[J]山東工業技術,2015(18):148.
猜你喜歡
通信電源技術(2018年5期)2018-08-23 01:16:18
電子制作(2018年2期)2018-04-18 07:13:37
電子制作(2017年19期)2017-02-02 07:08:54
山東工業技術(2016年15期)2016-12-01 05:31:49
機電信息(2014年20期)2014-02-27 15:53:20
河南科技(2014年10期)2014-02-27 14:09:38