HBR-02缸套專用車床液壓系統(tǒng)設(shè)計
2017-01-13 03:46:02陳正國
黃岡師范學(xué)院學(xué)報 2016年6期
李 亮,陳正國
(1.黃岡師范學(xué)院 機(jī)電工程學(xué)院,湖北 黃州 438000;2.湖北福欣機(jī)床制造有限公司,湖北 黃州 438000)
HBR-02缸套專用車床液壓系統(tǒng)設(shè)計
李 亮1,陳正國2
(1.黃岡師范學(xué)院 機(jī)電工程學(xué)院,湖北 黃州 438000;2.湖北福欣機(jī)床制造有限公司,湖北 黃州 438000)
根據(jù)揚州某汽車缸套毛坯零件粗車外圓工藝要求,研制了一種專用機(jī)床:設(shè)計了上、下兩組排刀架,上刀架同時定位裝夾6把車刀,可完成一次加工零件的5個外圓尺寸任務(wù),外圓加工效率提高近5倍;下刀架液定位安裝2把車刀,可完成加工零件的2個端面尺寸;采用液壓控制刀架動作,非接觸式渦流傳感器檢測加工到位,PLC自動控制液壓系統(tǒng)電磁閥換向,完成動作快速轉(zhuǎn)換。可以滿足用于揚州某汽車缸套從毛坯加工到半成品加工高效、快速加工,并對其液壓系統(tǒng)進(jìn)行設(shè)計進(jìn)行說明。
專用機(jī)床;液壓系統(tǒng);汽車缸套
汽車發(fā)動機(jī)多數(shù)采用干式薄壁鑄鐵氣缸套。干式薄壁鑄鐵氣缸套金屬切削加工工藝流程主要有:粗車大端外圓→粗校內(nèi)孔→粗車外圓→半精車外圓→粗磨外圓→半精鉸內(nèi)孔→粗鏜內(nèi)孔→精車外圓→精車支承肩→半精磨外圓→珩磨內(nèi)孔→精磨外圓[1]。一般市面上汽車缸套的粗車外圓的機(jī)床多采用仿形數(shù)控機(jī)床,這種機(jī)床多采用1把車刀加工外圓,加工工時長,根據(jù)廠家缸套生產(chǎn)工藝,要求高效、快速的毛坯進(jìn)行粗車外圓加工,研制了一種專用機(jī)床,采用雙刀架設(shè)計,上刀架同時定位裝夾6把車刀,可完成一次加工零件的5個外圓尺寸任務(wù);下刀架液定位安裝2把車刀,可完成加工零件的2個端面尺寸,以達(dá)到對毛坯進(jìn)行粗車外圓的高效、快速加工(即粗車外圓與車端面,形成半成品),下面就該機(jī)床設(shè)計思路和液壓系統(tǒng)進(jìn)行說明。
1 零件加工工藝原理分析
如圖1是一種缸套的毛坯圖,材料是硼鑄鐵,目前大多用仿形車床進(jìn)行外圓及端面粗加工成如圖2所示的半成品,為了提高生產(chǎn)效率,我們開發(fā)出HBR-02缸套專用車床。
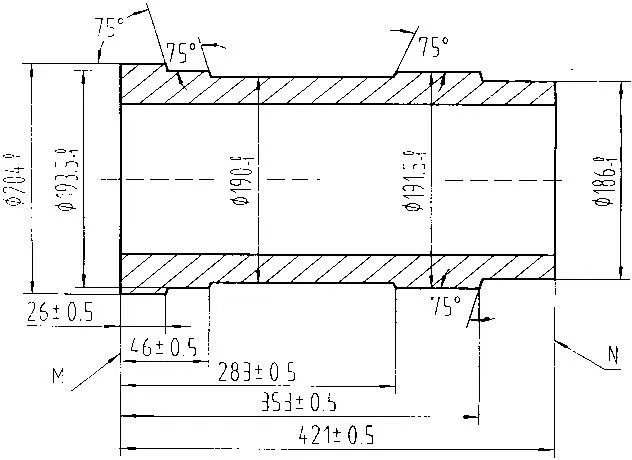
圖2 粗加工完半成品圖
2 數(shù)控機(jī)床加工結(jié)構(gòu)的設(shè)計思路
本次設(shè)計的數(shù)控專用機(jī)床為了達(dá)到兩次加工完成零件毛坯加工目標(biāo),機(jī)床加工過程如下:第一次由6把刀具同時加工5個外圓尺寸,其中2把刀具(如圖3所示的最中間兩把,即從左數(shù)第3、第4兩把車刀)加工Φ197±0.5mm的外圓加工成Φ190 mm±0.5的外圓,單刀加工長度約120mm;第二次由2把刀具橫向移動加工兩端長度,即端面加工。
為了保證加工的可靠性,加工結(jié)構(gòu)如圖3示:①車削時為6把車刀同時加工,且車削深度大,為防止工件變形,采用的夾具是三瓣式脹力夾具[2],特點是:可自定心,與工件接觸面積大,可提供較大的夾緊力,不易在工件內(nèi)圓夾出“內(nèi)傷”,夾持時工件剛度大,加工變形小,可在液壓系統(tǒng)中實現(xiàn)自動化;②上刀架采用排刀夾具[2]可同時裝夾6把車刀,在加工時負(fù)責(zé)5個外圓尺寸加工,只要調(diào)整好夾具位置,車刀之間的相對位置得到保證,粗車中車削的長度位置就很容易保證;③下刀架采用排刀夾具同時裝夾2把車刀,在外圓加工完成以后負(fù)責(zé)對工件的兩個端面加工,以保證端面加工的長度尺寸;④排刀架車刀安裝定位較難,為了方便上、下刀架的車刀定位安裝,我們制作了簡易的對刀具定位尺(刀具定位尺以車刀刀尖定位);⑤夾具、刀架的運動均由液壓系統(tǒng)提供動力,上刀架和下刀架的傳動液壓缸供油回路中均裝有手動調(diào)速閥,可實現(xiàn)無極調(diào)速;⑥車刀到位檢測由非接觸式電渦流傳感器檢測,PLC編程進(jìn)行自動控制。
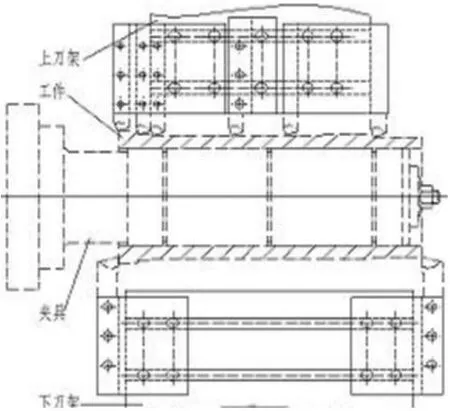
圖3 工件加工示意圖
3 液壓系統(tǒng)設(shè)計及動作實現(xiàn)
3.1 液壓系統(tǒng)設(shè)計
根據(jù)加工工藝特點和性能要求,液壓系統(tǒng)設(shè)計[3]如圖4液壓系統(tǒng)原理圖所示。①夾緊油缸、上刀架橫向移動油缸(簡稱為上橫油缸)、上刀架縱向移動油缸(簡稱為上縱油缸)、下刀架橫向移動油缸(簡稱為下橫油缸)組成;②夾緊油缸帶動夾具作夾緊與放松裝夾零件的動作;③上刀架縱向的快進(jìn)、工進(jìn)、快退:速度可調(diào),控制切削缸套的厚度;④上刀架橫向的快進(jìn)、工進(jìn)、快退:速度可調(diào),控制切削缸套的橫向進(jìn)給速度;⑤下刀架橫向的快進(jìn)、工進(jìn)、快退:速度可調(diào),控制切斷缸套去毛刺;⑥潤滑冷卻:油液經(jīng)22減壓閥減壓到0.3MPa以下,對進(jìn)行缸套加工的車刀進(jìn)行冷卻;⑦上橫油缸、上縱油缸、下橫油缸三個油缸都有快進(jìn)、工進(jìn)、快退的動作,要求速度可調(diào)節(jié),所以采用三個手動調(diào)速閥分別手動調(diào)節(jié)三個油缸的速度;⑧而工進(jìn)與快進(jìn)、快退兩個大速度差由單泵供油與雙泵供油來實現(xiàn),即工進(jìn)時只有小定量泵YB1-12(圖4中5號油泵)為油缸供油,快進(jìn)、快退時小定量泵YB1-12(圖4中5號油泵)和雙聯(lián)葉片泵YB1-6/25(圖4中6、7號油泵)同時供油;⑨同時為了實現(xiàn)本專用機(jī)床自動化,所有換向閥均采用電磁換向閥,電磁換向閥動作如圖5所示(“+”代表得電,“-”代表失電)。
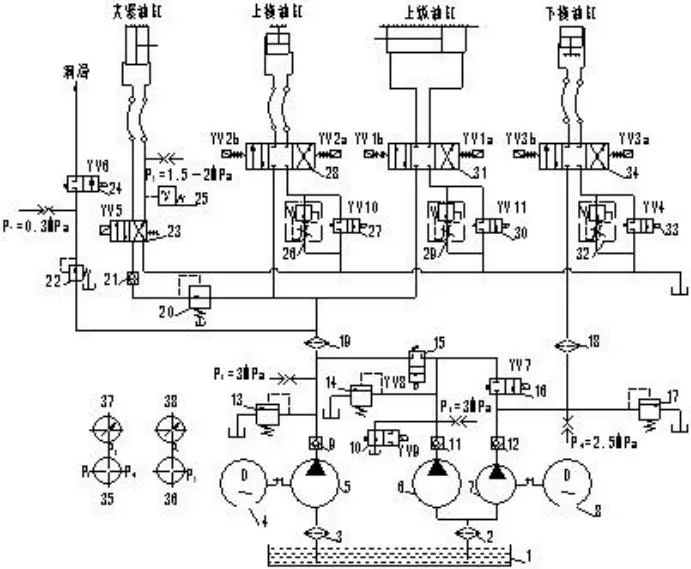
圖4 液壓原理圖
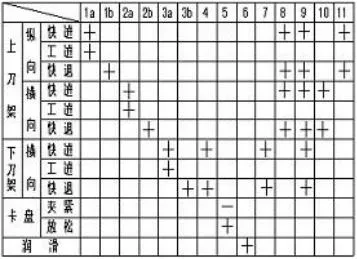
圖5 電磁鐵動作圖
3.2 夾緊油缸回路設(shè)計
夾緊油缸在夾緊時,23號閥在左位(YV5失電),其他電磁閥也在失電狀態(tài)雙聯(lián)葉片泵YB1-6/25的6號泵和7號泵的油分別通過14號溢流閥和17號溢流閥流回油箱,只有小定量泵YB1-12(圖4中5號油泵)為夾緊油缸供油(夾緊狀態(tài)為常態(tài),21號單向閥加入防止停電后放松夾緊工件);夾緊油缸在放松時23號閥在右位(YV5得電),其他電磁閥也在失電狀態(tài)只有小定量泵YB1-12為夾緊油缸供油,當(dāng)放松到位油壓略高于20減壓閥,25號繼電器動作通知系統(tǒng)一次加工循環(huán)完成。
3.3 上橫刀架回路設(shè)計
上橫油缸在快進(jìn)時,28閥在左位(YV2a得電),10號閥在右位(YV9得電)、15號閥在下位(YV8得電)、27號閥在右位(YV10得電),此時上橫油缸有桿腔由小定量泵YB1-12的5號泵和雙聯(lián)葉片泵YB1-6/25的6號泵供油,7號泵油液通過17號溢流閥直接進(jìn)入油箱,上橫油缸無桿油腔回油通過兩條油路分別為29號調(diào)速閥和30號閥,此時調(diào)節(jié)29號閥可進(jìn)行一定范圍內(nèi)調(diào)速;快退時31閥在右位(YV2b得電),此時進(jìn)油為上橫油缸無桿腔,回油為上橫油缸有桿腔,與快進(jìn)相同;工進(jìn)時31閥在左位(只有YV2a得電),雙聯(lián)葉片泵YB1-6/25的6號泵和7號泵的油分別通過14號溢流閥和17號溢流閥流回油箱,只有小定量泵YB1-12的5號泵為上橫油缸有桿腔供油,上橫油缸無桿腔回油只通過29號調(diào)速閥進(jìn)入油箱,此時調(diào)節(jié)29號閥可實現(xiàn)工進(jìn)調(diào)速(31號閥中位為“O”型位,保證斷電時液壓缸鎖緊,提高運動精度)。
3.4 上縱刀架回路設(shè)計
上縱油缸的快進(jìn)、快退、工進(jìn)與上橫油缸基本同,只是換向閥從31號換為了28號由YV1a、YV1b的得電來實現(xiàn)換位,30號閥換為27號閥由YV11的得電來實現(xiàn)回油換位,在此就不多贅述了。
3.5 下橫油缸回路設(shè)計
下橫油缸在快進(jìn)時,34閥在左位(YV3a得電),10號閥在右位(YV9得電)、16號閥在右(YV7得電)、33號閥在右位(YV4得電),此時下橫油缸有桿腔由雙聯(lián)葉片泵YB1-6/25的6號泵和7號泵供油,小定量泵YB1-12的5號泵油液通過13號溢流閥直接進(jìn)入油箱,下橫油缸無桿油腔回油通過兩條油路分別為32號調(diào)速閥和33號閥,此時調(diào)節(jié)32號閥可進(jìn)行一定范圍內(nèi)調(diào)速;快退時34閥在右位(YV3b得電),此時進(jìn)油為下橫油缸無桿腔,回油為下橫油缸有桿腔,與快進(jìn)相同;工進(jìn)時34閥在左位(只有YV3a得電),雙聯(lián)葉片泵YB1-6/25的6號泵和小定量泵YB1-12的5號泵的油分別通過14號溢流閥和13號溢流閥流回油箱,只有雙聯(lián)葉片泵YB1-6/25的7號泵為下橫油缸有桿腔供油,下橫油缸無桿腔回油只通過32號調(diào)速閥進(jìn)入油箱,此時調(diào)節(jié)32號閥可實現(xiàn)工進(jìn)調(diào)速(34號閥中位為“O”型位,保證斷電時液壓缸鎖緊,提高運動精度)。
3.6 便于檢查、維修的實現(xiàn)
系統(tǒng)中設(shè)置5個斷路油壓檢查點分別為:①P1=2.5MPa在7泵供油路單向閥上面;②P2=3.0MPa在5泵供油路單向閥上面;③P3=3.0MPa在6泵供油路單向閥上面;④P4=1.5~2.0MPa在夾緊油缸放松動作進(jìn)油口(即夾緊油缸有桿腔出口處);⑤P5=0.3MPa在潤滑油出油24控制閥后面(以上5個油壓值都是正常工作油壓,超過或低于很多都說明設(shè)備工作故障,可以實現(xiàn)自動報警)。在供油泵出口安裝單向閥是防止油液倒流,致使油泵倒轉(zhuǎn)(三個油泵都是單向定量泵);設(shè)置此五個油壓觀測點主要是為了檢查設(shè)備油壓異常時方便,判斷故障問題的觀測口。
4 結(jié)論及機(jī)床需要改進(jìn)的問題
①本次設(shè)計液壓系統(tǒng)符合機(jī)床功能動作的要求,可以完成工作流程動作:夾緊工件→上刀架橫向快進(jìn)→上刀架縱向快進(jìn)→上刀縱向工進(jìn)→上刀架橫向工進(jìn)→上刀架橫向快退→上刀架縱向快退→下刀架快進(jìn)→下刀架工進(jìn)→下刀架快退→放松工件→壓力繼電器動作通知換工件;②系統(tǒng)的動作都是通過電磁閥的換向來完成的,可實現(xiàn)快速響應(yīng)、工作可靠、易于實現(xiàn)全過程自動化;③設(shè)置了5個油壓觀察口,方便了液壓系統(tǒng)設(shè)備的調(diào)試、檢修、維護(hù)工作;④液壓系統(tǒng)上刀架的橫向推力是按照同時帶動6把車刀,5mm切深,0.3mm·min-1計算選用的油缸,工作時大大提高了工作效率。
使用中需要繼續(xù)改進(jìn)的主要問題:①在粗車外圓加工中加工深度較大(最大深度處7mm),車刀易磨損,需要經(jīng)常修磨刀具,不適合采用數(shù)控專用刀具(成型刀片);②由于刀具磨損比較快需要加裝刀具檢測設(shè)備,自動對刀具磨損情況進(jìn)行診斷,達(dá)到及時更換刀具,減小加工中工件的不合格率`;③由于排刀刀架自生結(jié)構(gòu)特點原因,刀具定位裝夾用時較長,雖然有定位刀尺,仍需要首車一個工件進(jìn)行微調(diào);④液壓系統(tǒng)刀架工進(jìn)時雙聯(lián)葉片泵YB1-6/25(圖4中6、7號油泵)仍在工作(直接流入油箱),降低了液壓系統(tǒng)利用率。
[1] 張利.淺談發(fā)動機(jī)缸套制作工藝[J].科技風(fēng),2011,(19):143.
[2] 朱耀祥,浦林祥.現(xiàn)代夾具設(shè)計手冊[M].北京:機(jī)械工業(yè)出版社,2009,10:609-612.
[3] 雷天覺.液壓工程手冊[M].北京:北京理工大學(xué)出版社,1998,12:2005-2023.
責(zé)任編輯 王菊平
The hydraulic system design of HBR-02 cylinder special lathe
LI Liang1, CHEN Zheng-guo2
(1.College of Machanical & Eletrical Engineering, Huanggang Normal University, Huangzhou 438000, Hubei, China;2. Hubei Fuxin Machine Tool Co. Ltd., Huangzhou 438000, Hubei, China)
A special machine tool with two rows of tool posts was designed to meet the requirements of auto part thick cylindrical cylinder blank technology in Yangzhou. The upper tool holder positioned on clamp six turning tools could complete processing part five tasks at one time, increasing production efficiency nearly by five times. The tool rest fixed two turning tools, finish the two sides of the parts processing. The hydraulic system was used to control tool carriage movement. The contactless eddy current sensors were used to measure limitation signal. The PLC took charge of the Action quickly switch with an electromagnetic valve. The design realized high efficiency and fast processing of the cylinder liner of a certain automobile in Yangzhou from the rough to semi-finished products. Also presented in the paper is the design of the hydraulic system.
special machine; hydraulic system; automotive cylinder
TG
A
2015-11-16 doi 10.3969/j.issn.1003-8078.2016.06.17
李亮,男,江蘇鹽城人,講師,碩士,主要研究方向為機(jī)電一體化技術(shù)與應(yīng)用。
黃岡師范學(xué)院橫向項目(2014000611)。