葉片零件數控加工誤差問題的模擬設計
2016-12-08 10:45:10熊建華
新教育時代電子雜志(學生版) 2016年34期
熊建華
(江西省南昌理工學院 江西南昌 330000)
葉片零件數控加工誤差問題的模擬設計
熊建華
(江西省南昌理工學院 江西南昌 330000)
主要研究葉片零件在數控加工過程中可能存在的誤差,對于誤差產生的來源做了系統的闡述,重點是研究了葉片零件在數控加工中誤差的動態變化,為了真實的研究誤差的變化數據,研究者還設計了葉片零件加工模擬的有限元建模,對建模的過程及建模之后的數據進行了初步的研究,為解決葉片零件數控加工誤差提供了新的研究思路和現實基礎。
葉片零件 有限元建模 誤差分析
一、葉片零件數控加工誤差的常見情況
葉片作為較精密零部件,在應用專用機床對于葉片類零件進行一定的數控銑削進程中,影響加工效率和零件質量的因素很多,所以系統總結其加工誤差可能存在的情況顯得尤為重要。
(1)工件材料和結構特性所引起的加工誤差
(2)機床裝夾因素所引起的加工誤差
(3)銑削加工中的切削力和切削熱所引起的加工誤差
(4)葉片零件加工路徑因素所引起的加工誤差
對于這些問題,文章將主要從總體的結構、具體的材料、加工工藝等方面分析。
二、葉片零件加工過程數值模擬
葉片零件加工變形所帶來的誤差是影響著葉片實際零件加工精度的關鍵因素,在通過對于葉片零件加工詳細過程中所顯示的數值進行模擬,由此可以更加深入分析加工零件變形的分布的具體規律,同時也能為變形誤差的補償提供一定的理論基礎,因此下面就葉片零件變形分布規律、實際的加工模擬等一系列問題進行深入分析。
三、葉片零件加工模擬的有限元建模
關于在葉片加工物理仿真前必須在Advant Edge中輸入其相關葉片加工工藝具體參數;刀具材料主要為硬質合金鋼,牌號是K20,主軸轉速n=1000r/min,每齒進給量為fs=0.125mm/z,軸向切深為34.058-8.196,加工刀具從進氣邊切入,從出氣邊切出,這樣導入加工模型和實際的加工刀具,就可對于葉片加工工藝過程中進行相關三維物理仿真。
葉片零件加工過程較為復雜,一般來說,因有限元軟件很難對其加工過程過進行一定的數值模擬,因其ANSYS功能強大,且使用非常靈活,本文將選用ANSYS作為本次葉片零件加工全過程的詳細分析軟件。在ANSYS里設置關于葉片材料的彈性模量、密度、泊松比、選擇單元型號;由于葉片曲面形狀較為復雜,所以很難在ANSYS里建立相關的三維模型,利用UG軟件構建其主要的葉片模型,先轉換成iges格式,后導入到ANSYS里,隨后可進行一定的網格劃分,本文采用相關映射網格方法劃分出一定的葉片網格。
輪轂與葉根的地方連接,在進行加工的過程中,在機床上固定輪轂,所以在有限元模擬葉片零件加工時,可將葉根的地方進行全約束,并對其施加載荷后,隨后可對其完成計算。
(1)葉片零件加工過程的有限元模擬
葉片零件加工屬于是使用刀具進行連續切削的步驟,這對有限元模擬十分有利。可將加工過程劃分為多個切削位置,又因為銑削力的作用,在所有的切削位置上葉片都會產生彈性變形,所以只需在該切削處添加相應的銑削力,就可完成在該切削點上葉片彈性變形值的求解。而所有的切削點求解的葉片彈性變形值,都能當作為一個載荷步。所以,模擬葉片零件在進行加工過程中的數值,可將其向求解ANSYS多載荷步相關的問題進行轉變,每個位置所擁有的刀具銑削力就是所有載荷步所擁有的載荷。
(2)計算結果分析
對載荷步數進行設置,在葉片寬度的節點上會平均加載所有的載荷步銑削力,使用的是集中載荷方式,計算任意單獨的載荷步時,會使得剩下的載荷步失效,維持到計算完全部的載荷,對所有載荷步下相應的刀位應變云圖、葉片應力等進行提取,并計算全部的節點的位移值。首個載荷步與末尾載荷步所擁有的節點應變云圖具體情況如圖(a)、(b)所示,由圖可得,葉片葉尖處屬于是最大的變形位置,葉根處發生的變形最小。對其原因進行分析,由此可得,葉尖處與輪轂二者距離較遠,其擁有剛度十分小,因此有著很大的加工變形值。為了對加工葉片零件的過程中的變形規律進行更加深入的分析,將葉片在高度的方向上將其劃分為10等份,在長度方向上將其劃分為100等份,之后站在這兩個方向上,詳細分析了葉片所擁有的變形規律。
葉片零件加工變形規律見圖所示:
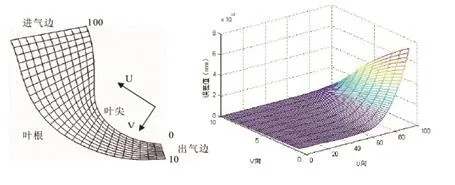
葉片零件加工變形規律分析圖
觀察葉片變形坐標系圖具體情況如圖(a)所示,而U、V主要指的是葉片在兩個不同方向上的相關參數,U主要指的是葉片在長度方向上的參數,而V主要指的是葉片在高度方向上的參數,U的具體方向是從葉片葉尖處的出氣邊指向進氣邊這一方向,而V的具體方向主要是葉尖處的出氣邊指向葉根處的出氣邊這一方向。
葉片整體曲面變形規律具體情況如圖(b)所示,參考此圖不難發現,存在于出氣邊上的葉尖處擁有最大的葉片變形值,U=0到U=60的地方擁有較小的葉片變形值,也不會發生較大的變化,與零相近,因此在補償葉片誤差的過程中,做需要對U=60到U=100的部分來實施補償。在加工葉片的過程中,輪轂與葉根相連接,葉根與葉尖相比,擁有更大的剛度,因此,葉尖處相應的將會擁有更大的變形值,進氣邊所擁有的葉片懸臂長度與出氣邊相比要長的多,并且進氣邊相對于出氣邊而言擁有更大的銑削力,因此,葉片進氣邊與出氣邊相比,擁有更大的變形值。
葉片U向變形規律,葉片的V=0、U=100處將會產生最大變形,該變形值最大為0.074mm。而U=100到U=0位置的變形值呈現減小的趨勢,其中,U=30到U=0這一段中,葉片幾乎沒有發生變形,如果是U相同的情況下,從V=0到V=10這一段中變形值呈現減小的趨勢。
葉片V向變形規律,同樣是在V=0、U=100處會產生最大變形,而V=0到V=10位置的變形值呈現減小的趨勢,在U=60到U=0這一階段中,葉片幾乎沒有發生變形。如果是V相同的情況下,從U=100到U=0這一段中變形值呈現減小的趨勢。
四、論文的意義
本文研究了葉片零件的誤差以及模擬實際加工中誤差的動態變化,這對于減少甚至消除葉片零件加工過程的誤差問題十分重要,有了文章中的理論基礎,就能更好的研究誤差補償的設計,為加工葉片零件制造業的發展帶來深遠的影響。
[1]蔡永林;林立;黃澤華;薄壁葉片加工誤差分析與預測[J];北京交通大學學報;2012年01期
[2]徐飛飛;整體薄壁結構件殘余應力預測與銑削加工變形研究[D];大連理工大學;2010年
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年1期)2021-01-21 03:22:38
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
機械工程師(2015年10期)2015-02-02 01:14:03
小天使·一年級語數英綜合(2015年2期)2015-01-14 06:35:05
機電產品開發與創新(2014年4期)2014-03-11 16:42:24