加工中心加工鎳鐵合金工藝分析
2016-11-30 15:53:07楊金榮
課程教育研究·學法教法研究 2016年24期
楊金榮
【摘要】鎳鐵合金即在工業純鎳中加入合金元素,以提高鎳的強度。鎳鐵合金可分三種:a鎳合金,b鎳合金和a+b鎳合金。a+b鎳合金是由a和b雙相組成,這類合金組織穩定,高溫變形性能、韌性、塑性較好,能進行淬火、時效處理,使合金強化。鎳鐵合金材料由于其密度小,強度高,耐高溫,抗氧化性能好等特點,應用廣泛。但鎳鐵合金機械加工性能差,材料價格高,影響了該材料的廣泛使用。
【關鍵詞】合金 刀具 參數 冷卻液
【中圖分類號】G71 【文獻標識碼】A 【文章編號】2095-3089(2016)24-0219-02
首先,鎳鐵合金導熱系數低,僅是鋼的1/4,鋁的1/13,銅的1/25。因切削區散熱慢,不利于熱平衡,在切削加工過程中,散熱和冷卻效果很差,易于在切削區形成高溫,加工后零件變形回彈大,造成切削刀具扭矩增大、刃口磨損快,耐用度降低。其次,鎳鐵合金的導熱系數低,使切削熱積于切削刀附近的小面積區域內不易散發,前刀面摩擦力加大,不易排屑,切削熱不易散發,加速刀具磨損。最后,鎳鐵合金化學活性高,在高溫下加工易與刀具材料起反應,形成溶敷、擴散,造成粘刀、燒刀、斷刀等現象。
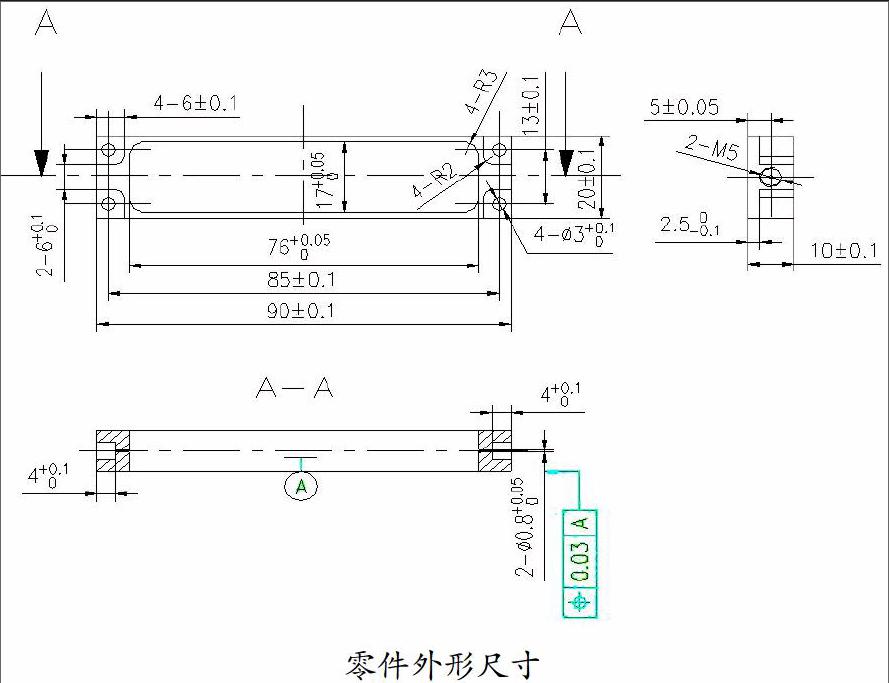
一、鎳鐵合金在加工中心上的銑削案例分析
1.該零件的特點
1)精度要求高,批量大。
2)加工過程中必須進行多種工序加工。
3)必須嚴格控制零件公差范圍。
4)價格昂貴,加工成本高。
2.加工中心加工鎳鐵合金特點
1)加工中心可以多個零件同時加工,提高生產效率。
2)提高零件的加工精度,產品一致性好。加工中心有刀具補償功能,可以獲得機床本身的加工精度。
3)有廣泛的適應性和較大的靈活性。如本零件的圓弧加工、倒角和過渡圓角。
4)可以實現一機多能。加工中心可以進行銑削、鉆孔、鏜孔、攻絲等一系列加工。
5)可以進行精確的成本計算,控制生產進度。
6)不需要專用夾具,節約大量成本經費,縮短生產周期。
7)大大減輕了工人的勞動強度。
8)可以與UG等加工軟件進行多軸加工。
3.刀具材料的選擇
刀具材料選用應滿足下列要求:
1)足夠的硬度。刀具的硬度必須要遠大于鎳鐵合金硬度。
2)足夠的強度和韌性。由于刀具切削鎳鐵合金時承受很大的扭矩和切削力,因此必須有足夠的強度和韌性。
3)足夠的耐磨性。由于鎳鐵合金韌性好,加工時切削刃要鋒利,因此刀具材料必須有足夠的抗磨損能力,這樣才能減少加工硬化。這是選擇加工鎳鐵合金刀具最重要的參數。
4)刀具材料與鎳鐵合金親合能力要差。由于鎳鐵合金化學活性高,因此要避免刀具材料和鎳鐵合金形成溶敷、擴散而成合金,造成粘刀、燒刀現象。
5)刀具粘刀、燒刀現象
經過對國內常用刀具材料和國外刀具材料進行試驗表明,采用高鈷刀具效果理想,鈷的主要作用能加強二次硬化效果,提高紅硬性和熱處理后的硬度,同時具有較高的韌性、耐磨性、良好的散熱性。
4.銑刀的幾何參數
鎳鐵合金的加工特性決定刀具的幾何參數與普通刀具存在著較大區別。
1)螺旋角β,選擇較大的螺旋升角,散熱快,同時也減小切削加工過程中的切削平穩。
2)前角γ 增大切削時刃口鋒利,切削輕快,增大容削槽以避免鎳鐵合金產生過多切削熱,從而避免產生二次硬化。
3)后角α 減小,刀刃的磨損速度降低,有利于散熱,耐用度也得到很大程度的提高。
5.切削參數選擇
鎳鐵合金機加工應選擇較低的切削速度,適當大的進給量,合理的切深和精加工量,冷卻要充分。
1)切削速度Vc Vc=30~50m/min
2)進給量F 粗加工時取較大進給量,精加工和半精加工取適中的進給量以F300-F500最為適合。
3)切削深度ap ap=1/3d為宜,鎳鐵合金親合力好,排屑困難,切削深度太大,會造成刀具粘刀、燒刀、斷裂現象。
4)精加工余量αc適中 鎳鐵合金表面硬化層約0.15~0.2mm,余量太小,刀刃切削在硬化層上,刀具容易磨損,應該避免硬化層加工,但切削余量不宜過大,所以精加工余量0.5mm-0.8mm最好。
6.冷卻液
鎳鐵合金加工最好不用含氯的冷卻液,避免產生有毒物質和引起氫脆,也能防止鎳鐵合金高溫應力腐蝕開裂。選用合成水溶性乳化液,也可自配用冷卻液。切削加工時冷卻液要保證充足,冷卻液循環速度要快,切削液流量和壓力要大,加工中心都配有專用冷卻噴嘴,只要注意調整就能達到預期的效果。
二、加工中心加工鎳鐵合金總結
通過對鎳鐵合金的特性分析,解決了鎳鐵合金切削加工過程中存在的難題;通過編制正確、科學的加工工藝,可以降低成本,提高生產效率,得出如下結論:
1.用加工中心精加工鎳鐵合金,滿足了零件形狀復雜,高精度的要求,且可多件同時加工,提高生產效率,由原來加工一件需要一個小時縮短成十五分鐘可以加工完,減少了裝夾停機時間。
2.GC2025刀具材料是鎳鐵合金理想的加工刀具。
3.選擇合理的刀具幾何參數、切削參數、冷卻液,可以延長切削刀具壽命,提高生產效率,由原先一把刀做兩個,經過刀具改進一把刀可做二十個節約成本。
4.安排出合理科學的工藝規程和CAD/CAM的編程是提高效益、節約成本的最佳方法。
5.目前CAD/CAM的技術在不斷更新,我們在軟硬件操作上要趕上時代的步伐,但因此卻忽略了工藝的選擇的重要性。
6.對于特殊的工件必須有一套科學的有效的加工工藝方法,借助于計算機強大的功能,才是科學的、合理的、處理問題的方式。
參考文獻:
[1]《金屬材料與熱處理》史美堂 上海科學技術出版社 1980.7
[2]《機械加工工藝基礎》 孔德音 機械工業出版社2003.4
[3]《機械工人切削手冊》北京第一通用機械廠 機械工業出版社2014.4