基于灰數逼近理想解排序法的夾具設計方案評價
2016-11-02 01:54:27馮定忠劉鵬玉祝書偉
中國機械工程 2016年20期
關鍵詞:評價
張 莉 馮定忠 劉鵬玉 祝書偉
1.臺州學院,臺州,318000 2.浙江工業大學,杭州,3100143.新杰克縫紉機股份有限公司,臺州, 318000
?
基于灰數逼近理想解排序法的夾具設計方案評價
張莉1馮定忠2劉鵬玉1祝書偉3
1.臺州學院,臺州,3180002.浙江工業大學,杭州,3100143.新杰克縫紉機股份有限公司,臺州, 318000
夾具設計的優劣直接影響著工件的質量和精度。分析了定位基準的選擇方法,構造了定位基準指標因子表達式,并建立了定位方案層次結構模型。在此基礎上,建立了基于約束自由度因子、加工剛度因子和工藝成本因子等指標的夾緊方案評價模型。采用灰數逼近理想解排序法方法對定位方案進行了評價,并利用其評價結果對夾緊方案進行了評價。最后,通過實例驗證了所提方法的可行性并確立了最優夾具設計方案。
夾具設計方案;定位;夾緊;灰數;逼近理想解排序法;評價
0 引言
夾具作為一種重要的工藝裝備,其主要作用是確定工件位置并夾持工件,以便對工件進行加工、觀測、組裝、測量等操作[1]。因此,工件的裝夾包括定位和夾緊兩部分。定位及夾緊方案的設計是夾具設計的重要內容。定位方案的設計直接影響著最終產品的質量、生產效率等;夾緊方案影響夾具制造的勞動量和成本,以及工件加工的技術經濟效果。
文獻[2]將工件的工序要求轉換成對設計基準的自由度信息,實現了基于工序要求的夾具定位方案自動規劃。文獻[3]針對所選擇的定位方案,提出了一種基于定位正確性的修訂式定位方案設計算法。目前的研究大部分都集中在定位方案的設計和規劃上,對工件夾緊方案的研究涉及較少。
傳統的逼近理想解排序法(TOPSIS)主要是對由定量評價指標構成的方案進行評價,而夾具設計方案評價過程中,會出現無法量化的指標。因此,本文在TOPSIS方法中引入灰數理論,以解決方案評價過程中信息不確定的問題。
本文建立定位方案評價體系,構造接觸精度因子、公差因子、接觸面積因子等指標的表達式。在此基礎上,建立基于約束自由度因子、加工剛度因子和工藝成本因子指標的夾緊方案評價模型。然后,采用灰數TOPSIS的方法對定位方案進行評價,進而利用該評價結果對夾緊方案進行評價,從而確定較優的夾具設計方案。最后通過實例驗證了所提方法的可行性和有效性。
1 定位基準的選擇
任何一個未被約束的剛體,在空間直角坐標系中都有6個自由度,分別為沿x、y、z軸的平移Tx、Ty、Tz和繞x、y、z軸的轉動Rx、Ry、Rz。
工件定位的任務就是根據加工要求限制工件的全部或部分自由度,限制的方法是用相當于6個支承點的定位元件與工件的定位基準面接觸[4]。盡管工件形狀復雜多變,但實際上都是由平面、圓柱面、圓錐面及各種成形表面組成的。而常用的工件定位面有平面、外圓柱面和內孔三種,表1所示為常用的定位方式與定位元件。
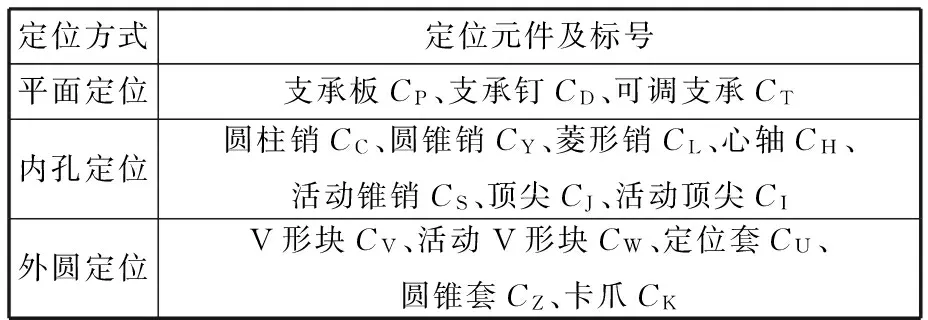
表1 定位方式與定位元件
因此,根據定位面上所約束的自由度多少,依次分為主定位基準V1、次定位基準V2和第三定位基準V3。
1.1主定位基準V1的選擇
每一種類型的零件經常會采用其常用的定位方式,如軸類零件常采用V形塊定位、兩頂尖定位、心軸定位、一面一孔定位等方式;箱體零件常采用一面兩孔定位、3-2-1定位等方式。不同的定位方式,主定位基準的選擇各不相同。
如對于一面兩孔定位、3-2-1定位,當切削加工類型為銑削等平面加工時,通常選擇與被加工面相對的平面作為主定位基準;對于鉆、鏜等垂直孔加工,常選擇與被加工孔軸線垂直的平面作為主定位基準;對于鏜水平孔加工,常選擇與被加工孔軸線平行的平面作為主定位基準;對于車外圓加工,常選擇端面中心孔作為主定位基準。
1.2次定位基準V2的選擇

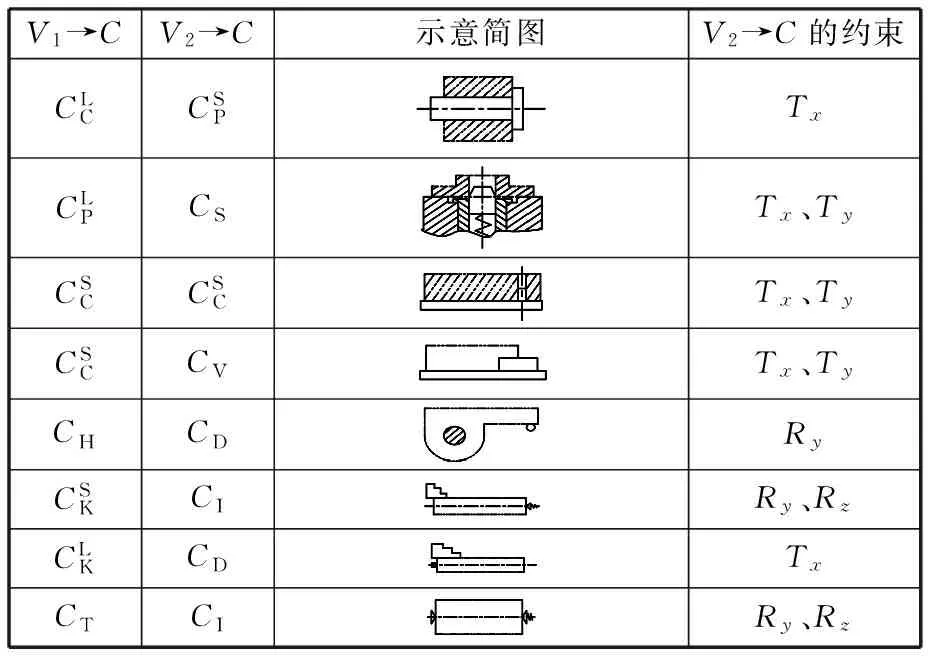
表2 常見的次定位基準配合形式
1.3第三定位基準V3的選擇
在主定位基準和次定位基準的作用下,第三定位基準上的定位元件(V3→C)約束最后一個自由度,夾具設計中常見的幾種第三定位基準的配合形式如表3所示,V3→C對工件自由度的約束見表3最后一列。
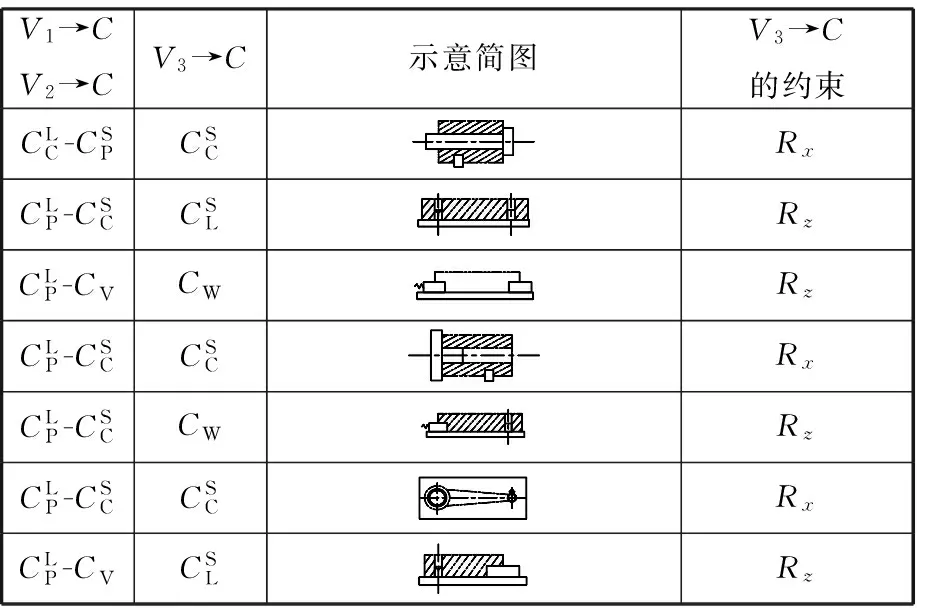
表3 常見的第三定位基準配合形式
1.4定位方案層次結構模型的建立
工件的正確定位是夾具設計的關鍵所在,也是保證工件加工精度的首要條件[3]。構建的工件定位方案綜合評價層次模型如圖1所示,其中定位方案χ為目標層,主要是為零件定位確定較優的方案。主定位基準V1、次定位基準V2、第三定位基準V3為層次結構模型中的準則層,受工件的定位表面特征、定位表面的定位點數等因素的影響,因此設置接觸準精度因子r、公差因子c、接觸面積因子q為指標層。
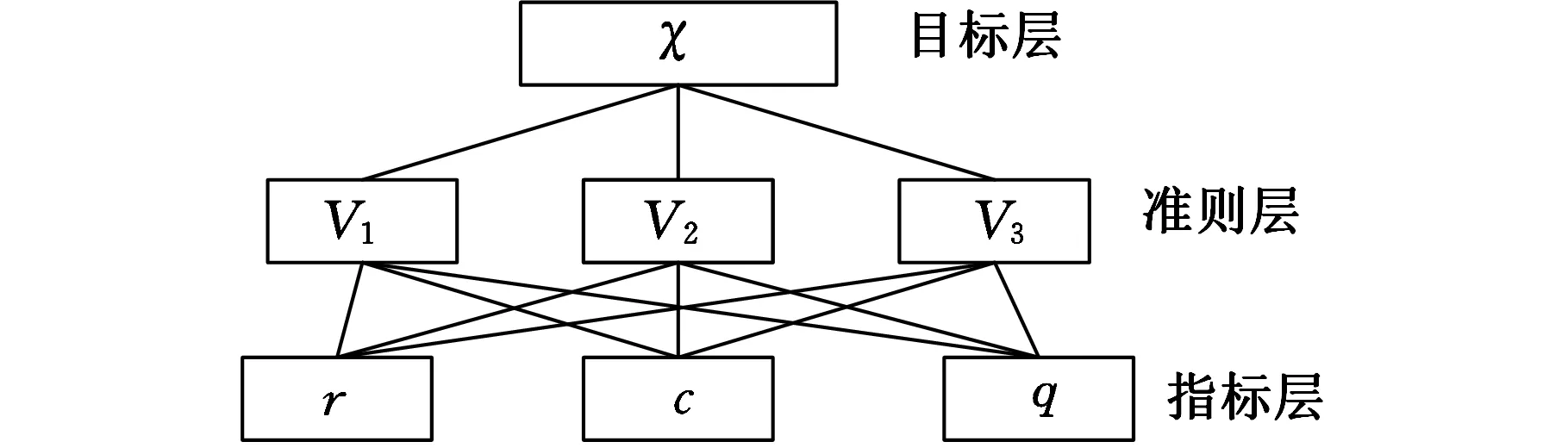
圖1 工件定位方案綜合評價層次模型
(1)接觸精度因子r。工件表面精度越高,定位誤差就越小,該表面就越適合被選為定位基準面。機械零件的表面粗糙度Ra一般分為以下幾個等級,即0.012,0.025,0.050,0.100,0.20,0.40,0.80,1.6,3.2,6.3,12.5,25,50,100 μm等。接觸精度因子根據下式確定:
(1)
(2)公差因子c。公差可以用尺寸公差、形位公差和表面粗糙度等來表示。一個工件的定位面具有越多的公差關系,則該表面越重要,就越適合被選為定位基準面。公差因子根據下式確定:
(2)
式中,ti為第i個候選定位面上的公差個數。
(3)接觸面積因子q。通常選擇零件上較規則的表面作為定位基準面,且定位面的接觸面積越大,能承受的切削力越大,分布面積越大,定位越穩定可靠。接觸面積因子根據下式確定:
(3)
式中,si為第i個候選定位面的面積;max(sj)為n個候選定位面中面積最大者,j=1,2,…,n。
2 夾緊方案評價指標體系的構建
夾緊方案的質量取決于多方面因素的相互作用,本文主要從定位合理性、夾緊穩定性和工藝成本幾方面進行考慮,因此設置約束自由度因子j、加工剛度因子f、工藝成本因子p為指標層。
(1)約束自由度因子j。不同的定位元件約束工件的自由度是不同的,需根據所要求限制的自由度來選擇定位元件。當實際需要限制的自由度與定位元件約束的自由度相等時,則為完全定位或不完全定位;當兩者不相等時,則為過定位或欠定位,其中欠定位在工件加工中是決不允許的。約束自由度因子定義為
(4)
式中,K為工件所需定位的自由度總和;L為定位元件所約束的自由度總和。
(2)加工剛度因子f。加工剛度是指加工過程中機械零件和構件抵抗變形的能力。由于機械加工中會產生切削力、切削熱和摩擦,導致加工件在加工過程中產生相應的變形,破壞已調好的刀具和工件之間正確的位置關系,從而產生加工誤差。本文采用1-3-5-7-9比例標度將語言變量轉換為指標與方案的模糊評級[5],即將工件抗變形能力的語言變量值V={劣、可、良、優、超佳}對應為模糊評級,如表4所示。
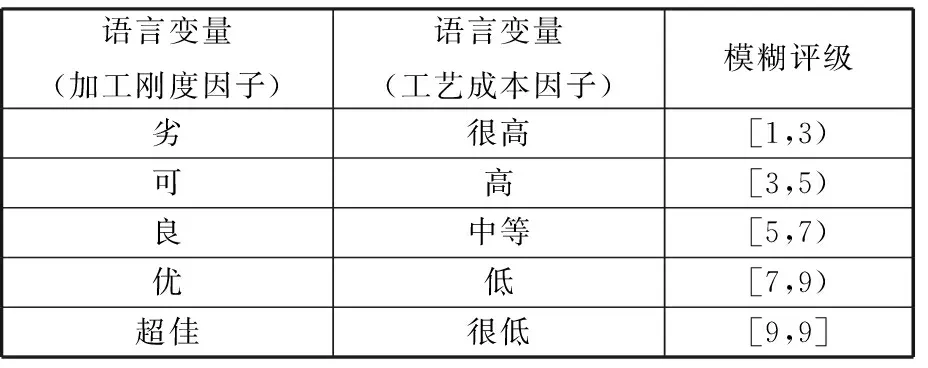
表4 語言變量對應的指標模糊評級
(3)工藝成本因子p。不同企業的生產結構、所具備的資源配置和采用的生產技術各不相同,導致同一零件會產生不同的夾具設計方案。因此分析方案時,除了保證技術方案的可行性以外,還需考慮制造過程中的成本影響,其中工藝成本約占生產成本的70%~75%。
對于工藝成本的控制,除了考慮工藝技術能力、工藝管理能力等,必須考慮設備的選型、工裝夾具的設計等。本文的工藝成本因子p主要從設備集中使用率、通用夾具利用率、專用夾具設計等方面進行考慮,其語言變量對應的模糊評級見表4。
3 指標權重計算
本文采用層次分析法[6](AHP)確定定位方案層次結構模型和夾緊方案評價指標體系中各指標的權重。
(1)根據1~9標度方法,第i個指標與其他指標兩兩比較判斷,其相對重要標度為aij,這樣構造判斷矩陣用于求解各指標關于某準則的優先權重。設有n個指標A1,A2,…,An,關于準則Cr的判斷矩陣A=[aij]n×n,滿足aijaji=1,aij>0;aii=1等性質,矩陣形式如下:
A1A2…An
其中,i=1,2,…,n。k1i、k2i為在(0,1)范圍內均勻獨立生成的2*n個隨機數,對于整體算術雜交算子,k1i=(k11,k12,…,k1n),k2i=(k21,k22,…,k2n),對于線性雜交算子,生成的2*n個隨機數為k11=k12=…=k1n=k1,k21=k22=…=k2n=k2。
(5)
(2)本文采用和法求解判斷矩陣的權重系數,即對判斷矩陣的每一列進行歸一化處理:
(6)

(3)由于主客觀因素的隨意性和不確定性,對同一層次不同因素進行兩兩相對重要性評價時,可能存在較大的區別,因此,在確定權重因素時,需要對判斷矩陣的最大本征值進行一致性檢驗。在判斷矩陣的一致性檢驗過程中,引入判斷矩陣的一致性指標(CI)、平均隨機一致性指標(RI)和一致性比率(CR),其中:
(7)
式中,λmax為判斷矩陣的最大特征值。

(8)其中,RI指標隨判斷矩陣的階數而變化,具體數值如表5所示,對判斷矩陣進行一致性檢驗,CR值越小時,判斷矩陣的一致性越好,一般認為,當CR≤0.1時,判斷矩陣中各元素一致性較好。
4 面對多屬性群體的灰數TOPSIS方法
評價過程
TOPSIS方法是通過計算各評價方案與正理想解和負理想解的距離,對各方案進行排序的。正理想解是一個虛擬的最優解,而負理想解則是一個虛擬的最差解。評價方案最靠近正理想解為最好,否則最差[7-8]。
由于本文的定位和夾緊方案評價指標集為多屬性指標,有些是定量的,也有些屬性信息是不完全明確的,因此,本文針對指標中只能知道大概范圍而不知道其確切值的采用灰數?表示,記為
(9)

(1)設m個備選方案組成的方案集為S={S1,S2,…,Sm},n個評價指標組成的指標集為A={A1,A2,…,An},每位決策者對方案Sm關于指標Cn構建的決策矩陣為Z=(zij)m×n,表示為
A1A2…An
(10)
(2)為了消除評價指標的不可公度性,使各指標之間可以比較,需要對各指標進行規范化處理,得到規范化決策矩陣R=[rij]m×n,該矩陣的元素計算如下:
(11)
(3)加權規范化決策矩陣U=[uij]m×n。其元素計算式為
(12)
式中,wj為指標權重。
(4)計算正理想解P+和負理想解P-:
(13)
(14)
(15)
(16)
(6)計算每個備選方案與理想解的貼近度Ei:
(17)

5 應用案例
某企業大批量地生產斜叉架零件,其結構如圖2所示。采用上述方法確定φ10孔的夾具設計方案。
5.1確定定位方案
如圖3所示,斜叉架零件的候選定位面有平面A1、平面A2、內孔面A3和端面A4、A5,其詳細信息如表6所示,并按式(1)~式(3)計算出r、c和q值,如表6所示。
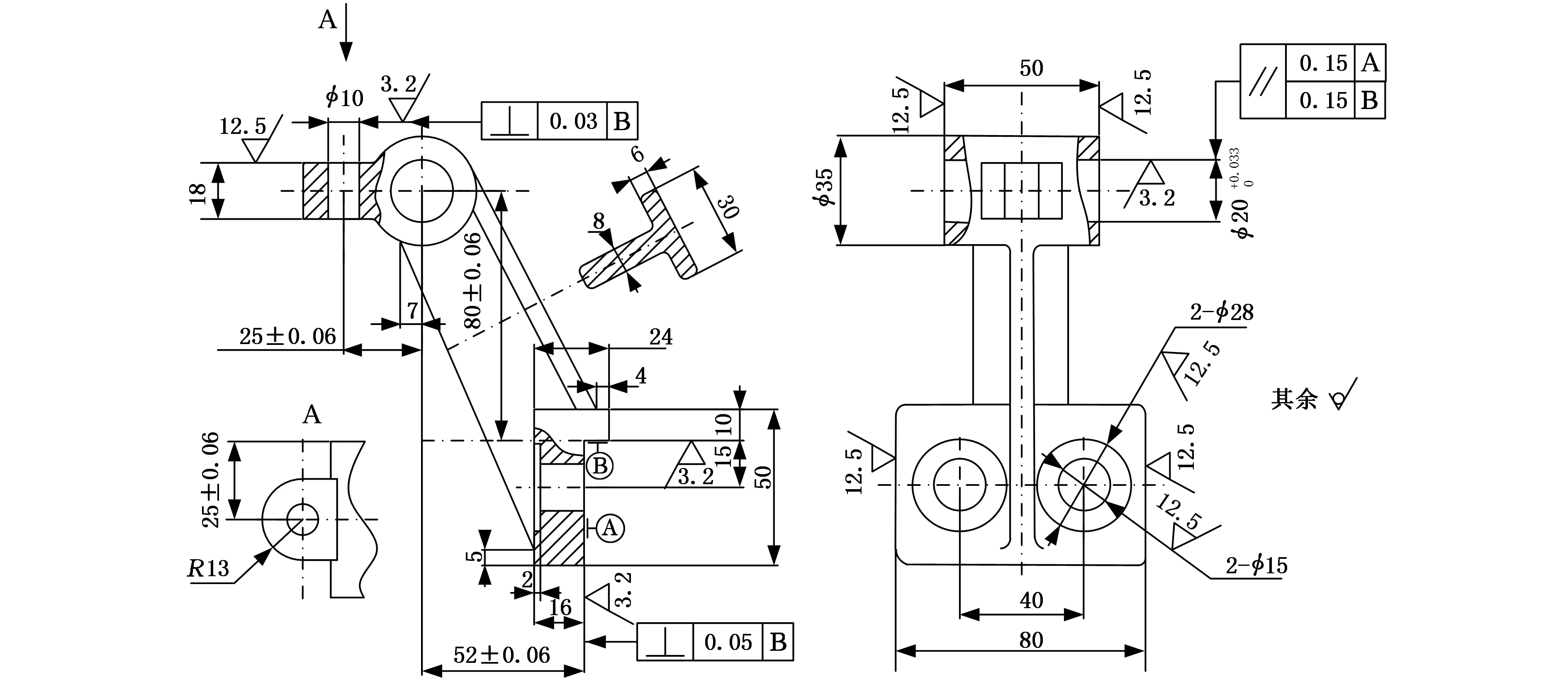
圖2 斜叉架結構
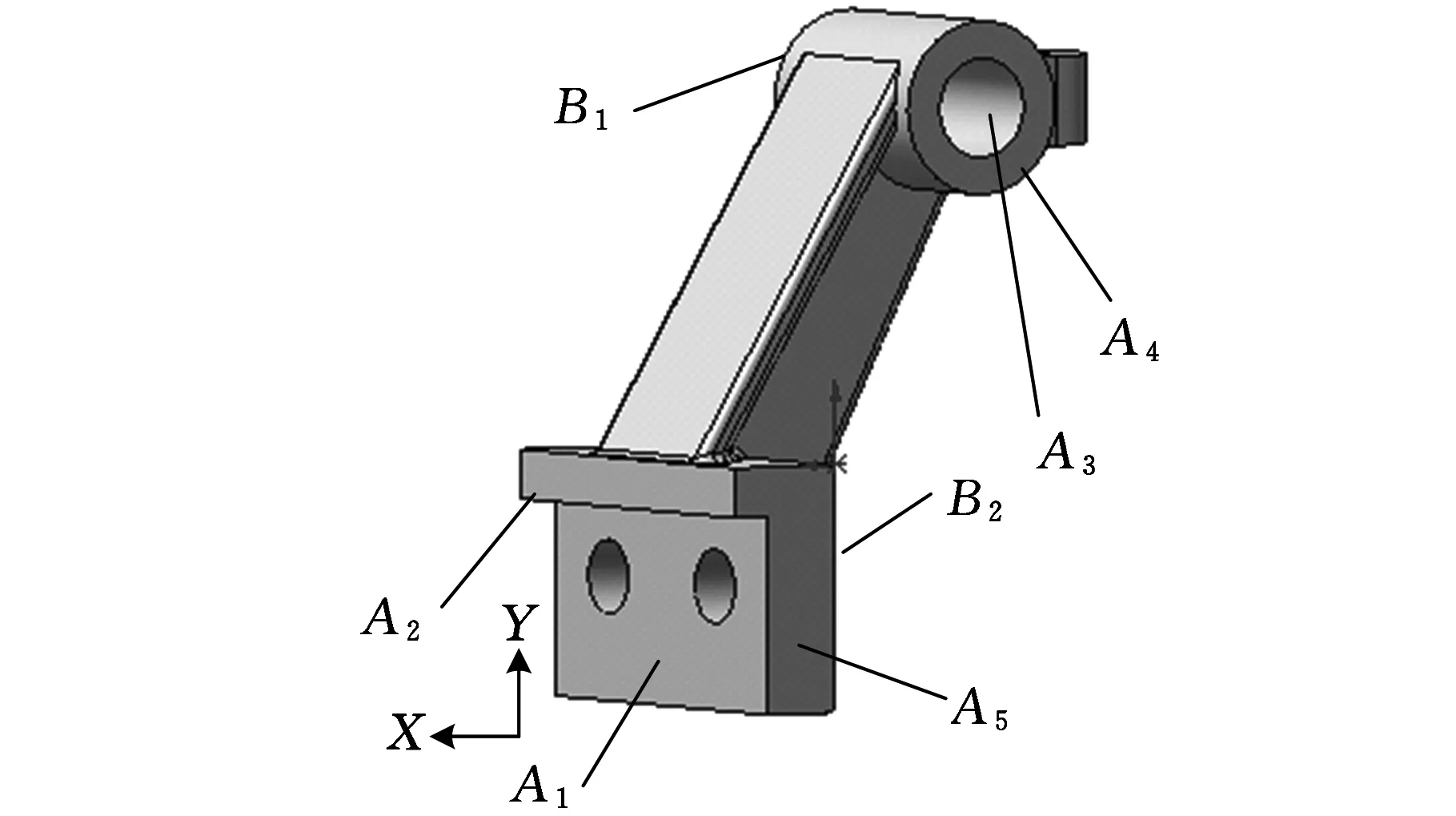
圖3 斜叉架定位面
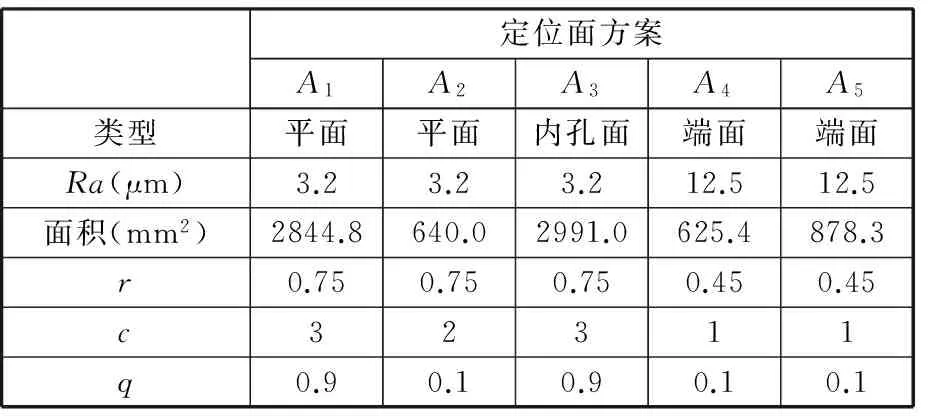
定位面方案A1A2A3A4A5類型平面平面內孔面端面端面Ra(μm)3.23.23.212.512.5面積(mm2)2844.8640.02991.0625.4878.3r0.750.750.750.450.45c32311q0.90.10.90.10.1

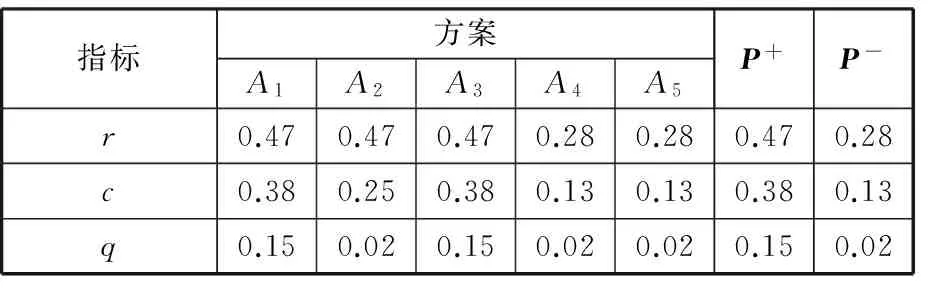
表7 加權規范化數據
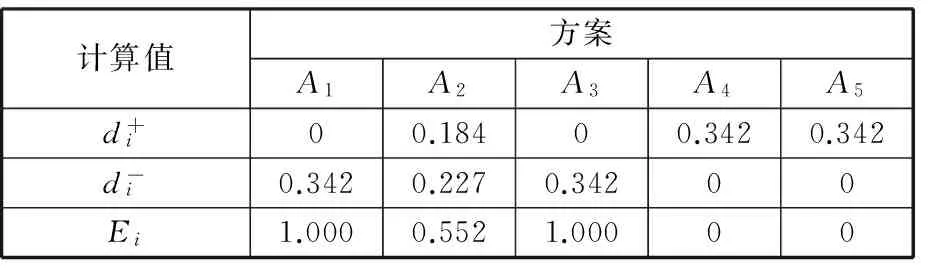
表8 備選定位方案與理想解的貼近度
依據計算結果得到該工件定位方案的選擇排序為A1=A3>A2>A4=A5。因此,可選平面A1或圓柱面A3為主定位基準面,根據φ10孔的工序情況及該工件屬于單件小批量生產的情況,而制訂了三種定位方案,如表9所示。
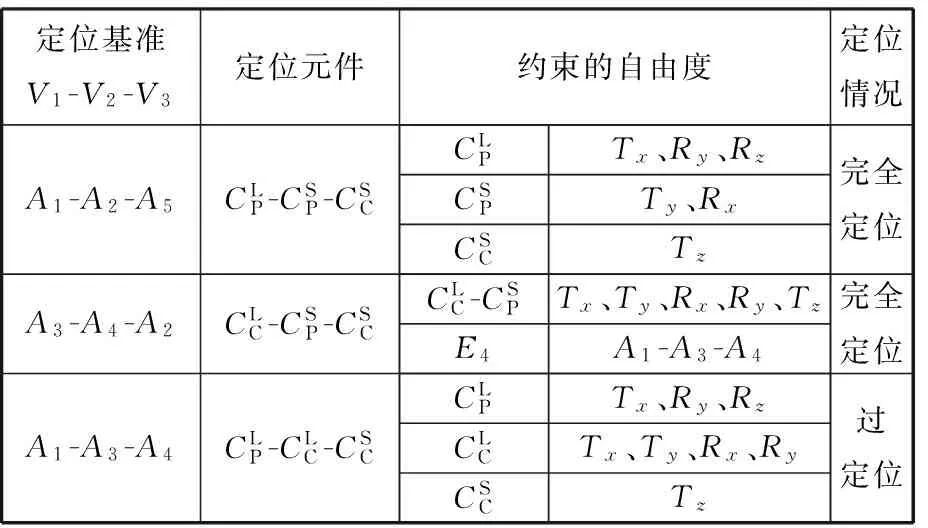
表9 φ10孔的定位方案
5.2確定夾緊方案
工件定位方案確定后,還需確定工件的夾緊方案,以確保工件在外力作用下能保持準確位置不變。則φ10孔的夾緊方案如表10所示,并應用表4對各備選夾緊方案進行評價。由于斜叉架零件是大批量生產,所有方案F1、F2、F3和F4均采用專用夾具,確保工件裝夾方便。
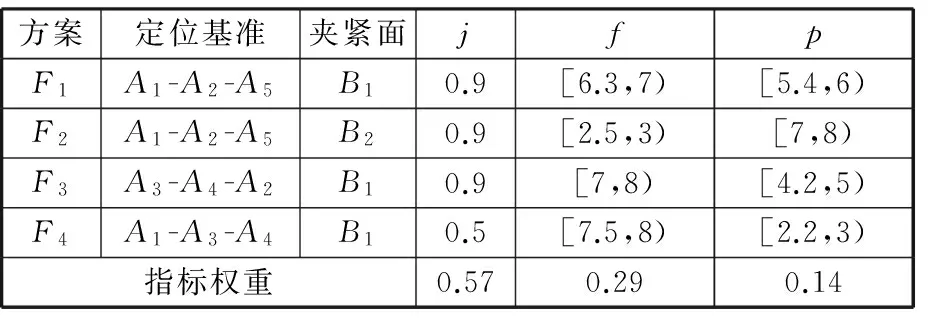
表10 φ10孔的夾緊方案
通過式(5)~式(8)計算出的指標權重見表10最后一行,且通過一致性檢驗。應用式(11)對原始數據進行規范化處理,得到規范化決策矩陣,再應用式(12)計算加權規范決策矩陣,計算結果如表11所示。
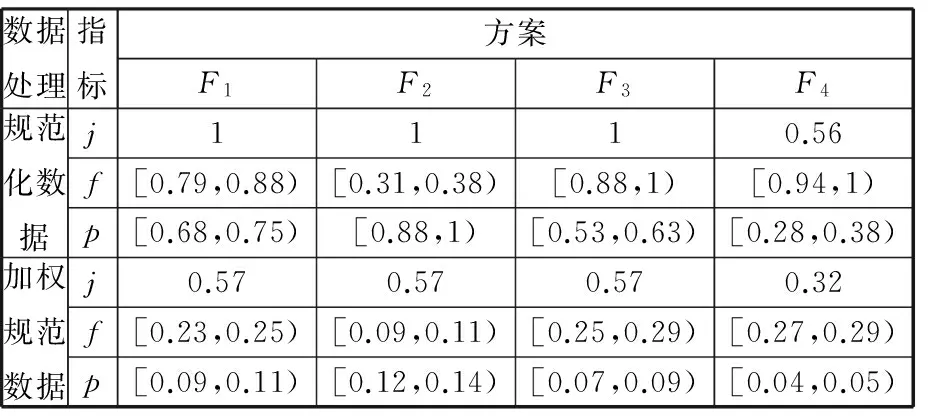
表11 規范化數據
應用式(13)~式(14)計算出正理想解P+和負理想解P-:
P+=(0.57,0.29,0.14)P-=(0.32,0.09,0.04)
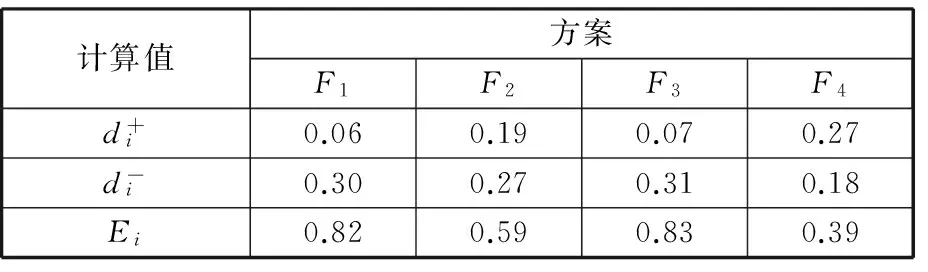
表12 備選夾緊方案與理想解的貼近度
4個候選夾緊方案的排序依次是F3>F1>F2>F4,因此,確定E3為最優的φ10孔的夾具設計方案。
6 結語
本文分析了主定位基準、次定位基準和第三定位基準的選擇方法,建立了定位方案評價體系,構造了接觸精度因子、公差因子、接觸面積因子等指標的表達式。在此基礎上,建立了基于約束自由度因子、加工剛度因子和工藝成本因子的夾緊方案評價模型。采用灰數TOPSIS方法對定位方案進行評價,并利用該評價結果進而對夾緊方案進行評價,從而確定夾具設計方案的排序。最后,以斜叉架零件上孔的加工為例,采用上述方法計算出最優夾具設計方案。
[1]羅晨,朱利民,丁漢. 夾具定位分析模型的統計特征及相對誤差分析[J]. 機械工程學報,2013,49(5):110-115.
JuoChen,ZhuLimin,DingHan.StatisticalCharacteristicandRelativeErroramongFixturingAnalysisModels[J].JournalofMechanicalEngineering, 2013,49(5):110-115.
[2]彭賀明, 吳玉光. 基于工序要求的夾具定位方案規劃軟件[J]. 計算機集成制造系統, 2013,19(7):1606-1612.
PengHeming,WuYuguang.LocationPlanningSoftwareofFixtureBasedonProcessRequirements[J].ComputerIntegratedManufacturingSystems, 2013,19(7):1606-1612.
[3]秦國華,葉海潮,崔躍,等. 面向計算機輔助夾具設計的修訂式定位方案設計算法[J]. 計算機集成制造系統,2012,18(10):2145-2150.
QinGuohua,YeHaichao,CuiYue,etal.ComputerAidedFixtureDesignOrientedModifiedDesignAlgorithmforFixtureLocatingScheme[J].ComputerIntegratedManufacturingSystems, 2012,18(10): 2145-2150.
[4]黃健求. 機械制造技術基礎[M]. 北京:機械工業出版社,2008.
[5]張芳蘭, 楊明朗,劉衛東. 基于模糊TOPSIS方法的汽車形態設計方案評價[J]. 計算機集成制造系統,2014,20(2):276-283.
ZhangFanglan,YangMinglang,LiuWeidong.EvaluationofAutomobileFormDesignBasedonFuzzyTOPSIS[J].ComputerIntegratedManufacturingSystems, 2014,20(2):276-283.
[6]張莉,殷國富,趙秀粉,等. 基于AHP-FCE的遠程協同分析系統動態聯盟盟員智能決策技術[J]. 武漢理工大學學報(交通科學與工程版),2010,34(2):418-421.
ZhangLi,YinGuofu,ZhaoXiufen,etal.IntelligentDecisionTechnologyofDynamicAllianceLeaguerforRemoteCollaborativeAnaysisSystemBasedonAHP-FCE[J].JournalofWuhanUniversityofTechnology(TransportationScience&Engineering),2010,34(2):418-421.
[7]王新民,秦健春,張欽禮,等.基于AHP-TOPSIS評判模型的姑山駐留礦采礦方法優選[J]. 中南大學學報(自然科學版),2013,44(3):1131-1137.
WangXinmin,QinJianchun,ZhangQinli,etal.MiningMethodOptimizationofGuMountainStayareBasedonAHP-TOPSISEvaluationModel[J].JournalofCentralSouthUniversity(ScienceandTechnology), 2013,44(3):1131-1137.
[8]李彥斌, 于心怡, 王致杰. 采用灰色關聯度與TOPSIS法的光伏發電項目風險評價研究[J]. 電網技術,2013,37(6):1514-1519.
LiYanbin,YuXinyi,WangZhijie.RiskAssessmentonPhotovoltaicPowerGenerationProjectbyGreyCorrelationAnalysisandTOPSISMethod[J].PowerSystemTechnology, 2013,37(6):1514-1519.
(編輯袁興玲)
Evaluation of Jig and Fixture Design Scheme Based on Grey Number TOPSIS
Zhang Li1Feng Dingzhong2Liu Pengyu1Zhu Shuwei3
1.Taizhou University,Taizhou,Zhejiang,318000 2.Zhejiang University of Technology, Hangzhou,310014 3.New Jack Sewing Maching Co.,Ltd.,Taizhou,Zhejiang,318000
The ideal and non-ideal jig and fixture designs affected the quality and accuracy of workpiece. The selection method of location datum was analyzed, and the evaluation indexes of location datum were deeply studied to construct the corresponding factor expressions. The level model for locator scheme was established. Then, the evaluation model of clamping scheme was proposed, including three indexes, such as the constraint degrees of freedom, the processing stiffnesses, and the process costs. The sorting of location scheme was computed by grey TOPSIS, and the results were used to compute clamping scheme. Finally, the optimal jig and fixture design scheme was obtained by the proposed method.
jig and fixture design scheme; location; clamping; grey number; technique for order preference by similarity to ideal solution(TOPSIS); evaluation
2015-12-07
浙江省自然科學基金資助項目(Y14F030058)
TH164
10.3969/j.issn.1004-132X.2016.20.006
張莉,女,1977年生。臺州學院機械工程學院講師。主要研究方向為CAD/CAE、先進制造技術、優化決策技術等。出版專著1部,發表論文16篇。馮定忠(通信作者),男,1963年生。浙江工業大學機械工程學院教授。劉鵬玉,男,1976年生。臺州學院機械工程學院講師。祝書偉,男,1985年生。新杰克縫紉機股份有限公司研究中心助理工程師。
猜你喜歡
石油瀝青(2021年4期)2021-10-14 08:50:44
世界科學技術-中醫藥現代化(2021年10期)2021-03-02 05:52:06
現代檢驗醫學雜志(2016年3期)2016-11-15 01:59:56
中學語文(2015年21期)2015-03-01 03:52:11
中國教育技術裝備(2015年19期)2015-03-01 02:43:07
中國工程咨詢(2015年2期)2015-02-14 02:59:26
西南軍醫(2015年1期)2015-01-22 09:08:16
中國音樂教育(2014年9期)2014-05-20 10:26:24
治淮(2013年1期)2013-03-11 20:05:18
俄羅斯問題研究(2012年1期)2012-03-25 09:54:51