某新機安裝邊的高效加工
2016-10-25 08:09:42趙正
科學中國人 2016年27期
關鍵詞:變形
趙正
沈陽黎明航空發動機(集團)有限責任公司
某新機安裝邊的高效加工
趙正
沈陽黎明航空發動機(集團)有限責任公司
安裝邊是一個結構復雜、技術含量高、加工難度大的高溫合金精密薄壁鑄件而且還是環塊類零件,材料為鑄造高溫合金,直徑尺寸達1.3米,其兩側面分布多種孔,尺寸公差與技術條件要求嚴格,加工易變形,屬于精鑄環塊類零件中難加工的典型零件。鑒于零件材料和結構加工異常困難、加工周期較長、效率較低、加工易變形、刀具消耗比較大等特點。本文針對這些問題,通過改進夾具、改變加工方法和合理選用刀具降低刀具消耗方面進行了詳細分析與實踐,并對加工中遇到的問題和采取的對策進行了較為詳細闡述。
夾具改進;高效加工;刀具消耗;變形控制
1 前言
某新機安裝邊是發動機機械加工中結構較復雜,加工周期長,技術要求高,加工難度大的典型零件。該安裝邊毛坯材料為鑄造高溫合金,而且為環塊類結構,其最小壁厚1mm,兩側面分布多種不同大小的孔,形置公差及位置公差要求高給加工帶來了相當大的難度。以前的加工過程中,尺寸超差多,加工周期長,成為生產加工周期中的“瓶頸”零件。這種現狀已不能適應批量生產,因此提高安裝邊的加工質量和縮短加工周期勢在必行。
2 項目概述
2.1技術指標
通過該課題的研究,掌握控制高溫合金精密薄壁鑄件(環塊類)變形的方法,提高零件的加工效率,控制零件變形、降低刀具消耗。本課題安裝邊要達到的目標:數控銑螺紋提高加工效率近4倍,降低刀具消耗80%,降低刀具成本每臺(18件)約7700元;降低夾具成本兩萬余元,表面光度提高到3.2;零件變形及位置精度都得到了大幅度的提高,為零件批產鋪平了道路。
2.2研究內容
本課題的研究,使我們掌握控制高溫合金精密薄壁鑄件(環塊類)變形的方法,提高零件的加工效率及表面質量,控制零件變形、降低刀具消耗。
安裝邊是發動的主要承力部件,其毛坯為小的扇形環塊類精密鑄件,它的組件是由18個這樣小的精密鑄件組成環形安裝邊,每個小的精密鑄件尺寸為弦長181.29,角度為20度,零件高度為137,外圓直徑接近1300mm。
3 技術方案
3.1總體技術方案及其實施過程與效果
3.1.1夾具改進
(1)從控制零件變形方面對夾具的改進:由于型面復雜,而且材料硬度高,加工過程中變形導致位置公差很難保證.為了控制加工過程中零件變形,由于毛料內側留有4個冒口,導致凸耳兩側余量分布不均,內側余量6個外側余量2個,為了消除由于余量不均引起的變形,將夾具上增加了輔助支承來控制加工過程中的零件變形。
(2)從改進工裝結構及從節約工裝成本方面,原銑加工安裝邊兩個不同角度側面時,使用兩套工裝進行加工,工裝結構復雜,使用不靈活,同時工裝成本較高。為此對現有工裝結構進行改進,通過改進夾具的定位角度基準將兩套工裝合并成一套工裝來實現安裝邊不同角度兩側面的銑加工,節約成本兩萬元以上。更改后工裝結構見下圖:加工表面1和2通過改變夾具定位基準角度3用一套工裝來實現。
3.1.2高效加工(高速切削數控倒角銑螺紋)
原手動攻螺紋加工效率低:本次攻關將倒角手動攻螺紋采用高速數控倒角銑螺紋,數控銑床銑螺紋解決了手動攻螺紋需要兩次裝夾、加工速度較慢、螺紋加工表面質量較低等問題。其中原手動加工倒角攻螺紋,每件加工時間需80分鐘,現今采用高速數控倒角銑螺紋每件需20分鐘,加工周期縮短了四倍,大大提高了生產效率,表面質量由6.3提高到3.2。
手動攻螺紋及數控銑螺紋加工對比見圖1,圖2:
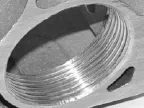
手動攻螺紋(圖1)
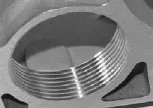
高效加工數控銑螺紋(圖2)
3.1.3刀具消耗
由于材料硬度高,難加工,數控銑螺紋時,每臺安裝邊消耗刀具量為1把,其刀具成本為5400元;手動攻螺紋時,則需兩錐進行粗精攻螺紋,每臺安裝邊刀具消耗量為6把,其刀具成本為13080元。鑒于此,每臺安裝邊僅從刀具一項中,刀具成本節約7700元,大大降低了生產成本。
3.2達到的技術指標
控制零件變形對夾具進行改進,增加輔助支撐及增加夾具定位角度,將四套工裝合并為兩套工裝,從而節約工裝成本兩萬元余元。
將普通設備鉆孔及手動攻螺紋倒角改為數控銑側面孔及倒角攻螺紋的高效加工不僅提高了零件的加工效率,每臺安裝邊加工效率提高4倍,而且普通設備加工孔及手動攻螺紋需兩次裝夾而數控設備一次裝夾完成孔及螺紋加工,大大提高零件的位置精度及表面質量,表面光度提高到3.2,還大大降低了刀具消耗,由原來的每臺6把降為1把,節約刀具5把,降低刀具成本7700元。
4 工作總結
目前此課題已用于實際生產,取得了可觀的效益。取得成效如下:
高效:某新機安裝邊工藝規程的高效加工不僅提高了零件的加工效率,每臺安裝邊加工效率提高4倍,而且普通設備加工孔(普通機床)及攻螺紋(手動攻螺紋)需兩次裝夾而數控設備一次裝夾完成孔及螺紋加工,大大提高零件的位置精度。
表面質量:提高了螺紋的表面質量,通過手動攻螺紋及數控攻螺紋可見其光度得以大大提高,光度又原來的6.3提高到3.2。
刀具消耗:某機安裝邊普通加工孔刀具消耗為每臺為6把,而數控加工為每臺刀具消耗為1把,節約刀具5把,降低刀具成本7700元。
夾具改進:從控制零件變形方面對夾具的改進,增加輔助支撐。從改進工裝結構及從節約工裝成本方面,將定位銷角度進行更改,從而節約工裝成本萬元以上。
[1]于春濤,韓愛芳.航空薄壁零件變形控制方法的研究[J].機電信息:2013
[2]謝科磊.薄壁件虛擬制造的切削力仿真及切削參數優化研究[D].中北大學:2014
[3]李文東.高速銑削薄壁件加工變形控制及工藝優化研究[D].哈爾濱理工大學:2012[4]左敦穩.現代加工技術[M].北京航空航天大學出版社:2009[5]劉俊成.機床夾具在設計過程中夾緊力的計算[J].工具技術:2007
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
