水輪機轉輪下環精加工防變形技術
2016-09-29 06:07:46柏長友李瀟冉
甘肅科技 2016年17期
關鍵詞:變形
馬 超,柏長友,李瀟冉
(寧夏共享精密加工有限公司,寧夏 銀川 750021)
水輪機轉輪下環精加工防變形技術
馬超,柏長友,李瀟冉
(寧夏共享精密加工有限公司,寧夏銀川 750021)
水輪機轉輪下環的材料為馬氏體不銹鋼,下環是水輪機中技術含量最高,制造難度最大,制造周期最長的部件。由于下環噸位重、直徑大、壁薄,在加工過程中極易變形,通過多方面的分析與確認,下環防變形的措施有裝卡防變形、加工過程熱應力釋放放變形、吊運防變形、翻轉防變形等。
下環;薄壁;防變形
水輪機是一種將水能轉換為機械能的動力機械。在大多數情況下,這種機械能通過發電機轉換為電能,因此水輪機是為水能利用和發電服務的。
水輪機及輔機是重要的水電設備,是水力發電行業必不可少的組成部分,是充分利用清潔可再生能源實現節能減排、減少環境污染的重要設備,其技術發展與我國水電行業的發展規模相適應。在我國電力需求的強力拉動下,我國水輪機及輔機制造行業進入快速發展期,其經濟規模及技術水平都有顯著提高。
隨著研究的不斷深入,水輪機技術在很多方面取得了較大的改革和更新,但是其基本結構和性能并沒有很大的變化。大型化水輪機的研究及應用是降低基礎投資和生產費用,提高勞動生產效率的重要途徑,因此水輪機的大型化是水力發電業和制造業的重要發展研究課題。大型水電機組水輪機的核心部件是水輪機轉輪,水輪機轉輪由上冠,下環,葉片三種鑄件組焊而成,為全不銹鋼整體鑄焊結構,是水輪機中技術含量最高,制造難度最大,制造周期最長的部件。但是水輪機的大型化也帶來了一系列的問題,由于下環噸位重、直徑大、壁薄,在翻件、吊運方面極易引起變形。根據此問題,研究變形原因,針對變形原因采取相應措施,提高正常加工效率。因此,只有嚴格控制其精加工過程中的關鍵技術點,才能保證零件加工質量,滿足顧客終檢要求,與顧客實現長期合作,提升公司信譽與競爭力。
1 總體設計方案
項目總體設計方案主要包括工藝準備、車小端序、車大端序、后序幾大方面,在車序中主要包括零件的裝卡方式以及零件在切削過程中的刀具及刀具參數的選擇;在后序中主要包括零件的吊運等專業技術操作內容。由技術人員完成相關模型、工藝及程序的編制,通過過程控制和關鍵技術指導來保證產品質量。其中車大端時的裝卡、加工應力釋放、及吊運為水輪機下環精加工的關鍵點。
通過多方面的分析與確認,薄壁件變形的影響因素有:裝卡導致變形;加工過程中熱應力釋放導致變形;吊運導致變形;翻轉導致變形。
2 實施過程
2.1裝卡防變形研究
常規產品裝卡方法是,采用擰緊一個卡爪將工件整體推動,工件找正后,并將四個卡爪卡緊,直至卡爪不能再擰動為止。但水輪機轉輪下環壁薄,按照其他常規產品裝卡方法裝卡時,卡壓一邊,對角處移動量與卡壓處移動量不一致,導致將工件卡壓成橢圓,半徑方向變形可達1.5mm左右,遠遠大于±0.25公差要求。水電類產品所有的面均是加工面,在加工一些面時,是無法使用壓板的,尤其是型線面,只能靠均布的四個卡爪及工件自重將工件固定在工作臺上。為了解決此問題,小端面墊圓鋼珠,卡壓一處,工件能由滑動變成滾動,減少卡壓變形,并將百分表放置到卡爪位置測量變形量,變形量不超過0.1mm。如圖1所示。
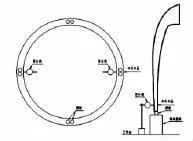
圖1 水輪機轉輪下環裝卡
2.2加工過程中熱應力釋放防變形研究
加工完的平面,放置8h后,不做任何處理,應力釋放,高低差為0.95mm。應力有兩方面的來源:一是加工過程中產生的應力;二是熱處理時未釋放完的應力。針對以上兩方面應力來源制定了相應措施。在精加工時必須使用切削液,型線面在還有2mm加工量時松卡爪0.5H~1H,并激振,釋放加工應力。這樣就可以提高加工效率。激振是用專用激振器吸附在工件上,激振器錘擊工件。如做震動時效,需要將工件從機床上卸下來,這樣就會存在吊運變形、二次裝卡變形、二次裝卡誤差等一系列問題。所以在不卸工件的情況下使用激振方法,提高了效率,并保證了質量。
2.3吊運防變形研究
目前市場上最常用吊具是吊鉤、吊環、吊帶、起重吸盤、夾鉗、貨叉等。但由于水輪機轉輪下環壁薄,全為加工面,而且有刃口,按照鋼絲繩四點吊運方法,工件徑向受力,工件徑向受力后容易變形,直徑越大,變形越大,而且使用吊鉤或吊環容易機損;雖然使用吊帶時可防止機損,但刃口容易將吊帶割損傷,且工件容易變形。使用這些普通的吊具吊運工件時,要求較高的面的尺寸就會超差,從而導致再次上機床返修,造成資源的浪費。因此設計了專用吊運工裝,此吊運工裝將傳統的柔性吊鏈改為剛性的吊架,將吊鉤改為T型吊爪。吊爪是可拆卸的,并能在吊架上自由滑動,以適用于各種尺寸的工件吊運。通過吊架及吊爪,使工件在吊運過程中徑向不受力,故能有效地防止工件變形及機損,如圖2所示。
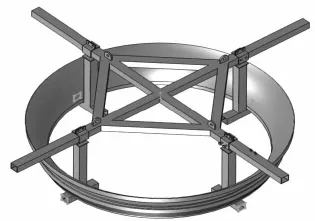
圖2 專用吊運工裝
2.4工藝流程防變形研究
由于水輪機轉輪下環是全加工面,無吊把,翻活時用鋼絲繩吊一點翻轉,所以會因工件自重導致變形,以直徑為4000mm的水輪機轉輪下環為例,吊運翻轉后,變形量可達到0.67mm。通過工藝流程優化,型線面與外側圓弧面在一次裝卡的情況下加工完成,精度要求高的型線面最后精加工,且精加工完后不再翻轉,如檢測、包裝及發運,確保型線面尺寸在公差范圍內。
2.5模擬仿真
零件的工藝全過程都是采用虛擬制造技術,利用UG、SolidWorks、CAXA、CIMCOEdit等軟件相互配合、完成零件的三維建模、工藝的編寫、程序的編制。
首先需要技術人員使用UG或SolidWorks等三維軟件實現顧客圖紙向三維模型及二維圖紙的轉變。然后使用CAXA編程功能實現車床的程序編制,在參數設置時考慮刀具圓角對加工軌跡的影響,合理優化進退刀方式,并將加工方式轉化為機床能識別的代碼。利用中間數據庫將已經生成的工藝文件和程序文件傳輸至現場,操作工即可直接應用。
3 推廣應用前景
通過現場實時跟蹤,對現場水輪機轉輪下環從吊運、翻轉、找平、找正,再到粗加工、精加工,對整個過程進行質量控制,有效減少了質量問題數,保證加工質量符合顧客終檢要求,目前此流程已經在現場得到了廣泛的推廣和應用。這種加工及吊運方法準確、可靠,加工后檢測結果表明此種關鍵過程技術的研發與控制可以滿足顧客圖紙要求,有效保證工件質量。前期所做的技術積淀將為更大型的零件加工提供更好的技術指導。
[1] 吳現龍,邵抗振,李桐,李克銳.大型薄壁不銹鋼水輪機下環的鑄造工藝研究[J].鑄造技術,2012.
[2] 李鳳玉,李祖良.基于數值模擬改善下環類鑄件橢圓度工藝研究[J].金屬加工:熱加工,2007.
[3] 王玨,王秀生,張杰.水電站轉輪下環的鑄造生產實踐[J].鑄造設備與工藝,2014.
[4] 刁乃松,龔汝長.水電站轉輪超大型鑄件研制[J].中國鑄造裝備與技術,2007.
[5] 李有堂,趙玉俠,韋堯兵.虛擬現實技術及其在機械工程中的應用[D].機械,2001,(5).
TG245
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
