不同偏心距在數控車的批量生產
2016-09-03 22:22:01周學民
科技經濟市場 2016年6期
周學民


摘要:在機械傳動中,要使回轉運動變為往復直線運動或直線運動變為回轉運動,一般都用偏心軸或曲軸來完成。本文就以在經濟型數控車床上,依靠三爪自定心卡盤,然后跟據實踐中得出的經驗,設計一套簡單的夾具,實現批量加工不同偏心距離的工件。
關鍵詞:夾具,偏心距,經濟型數控車床
0引言
在數控車床上面加工偏心軸有多種方法,例如利用四爪單動卡盤、雙重卡盤、花盤、偏心卡盤及專用偏心夾具等進行裝夾加工。而本文要加工的零件是不同偏心距的偏心軸,偏心距分別為3mm、4mm、5mm三個系列,每個系列加工數量為100件。根據產品的要求,結合我們實際的生產條件,我們只有GSK980TDA經濟型數控車床,沒有四爪單動卡盤等其它通用及專用夾具,所以個人就設計了一套組合夾具,依托于三爪自定心卡盤的三爪,在加工不同偏心距零件時裝入對應的標準塊為墊塊,配合加工程序,來實現不同偏心距系列零件的批量生產。
1夾具設計與加工
夾具一般由夾具體、定位裝置及夾緊裝置三部分組成。
通常在三爪自定心卡盤上車偏心距e≤6mm的工件,可在其中一個爪子上墊加一定厚度的墊片,使工件產生偏心,然后再通過打表校正后進行加工就能實現。本文把得出的不同偏心距所需的墊片制成標準塊,配合夾具體固定在三爪卡盤的其中一個爪子上,依靠三爪自定心卡盤進行偏心定位,滿足我們的設計及加工要求。而具體墊片厚度可用以下近似公式計算:
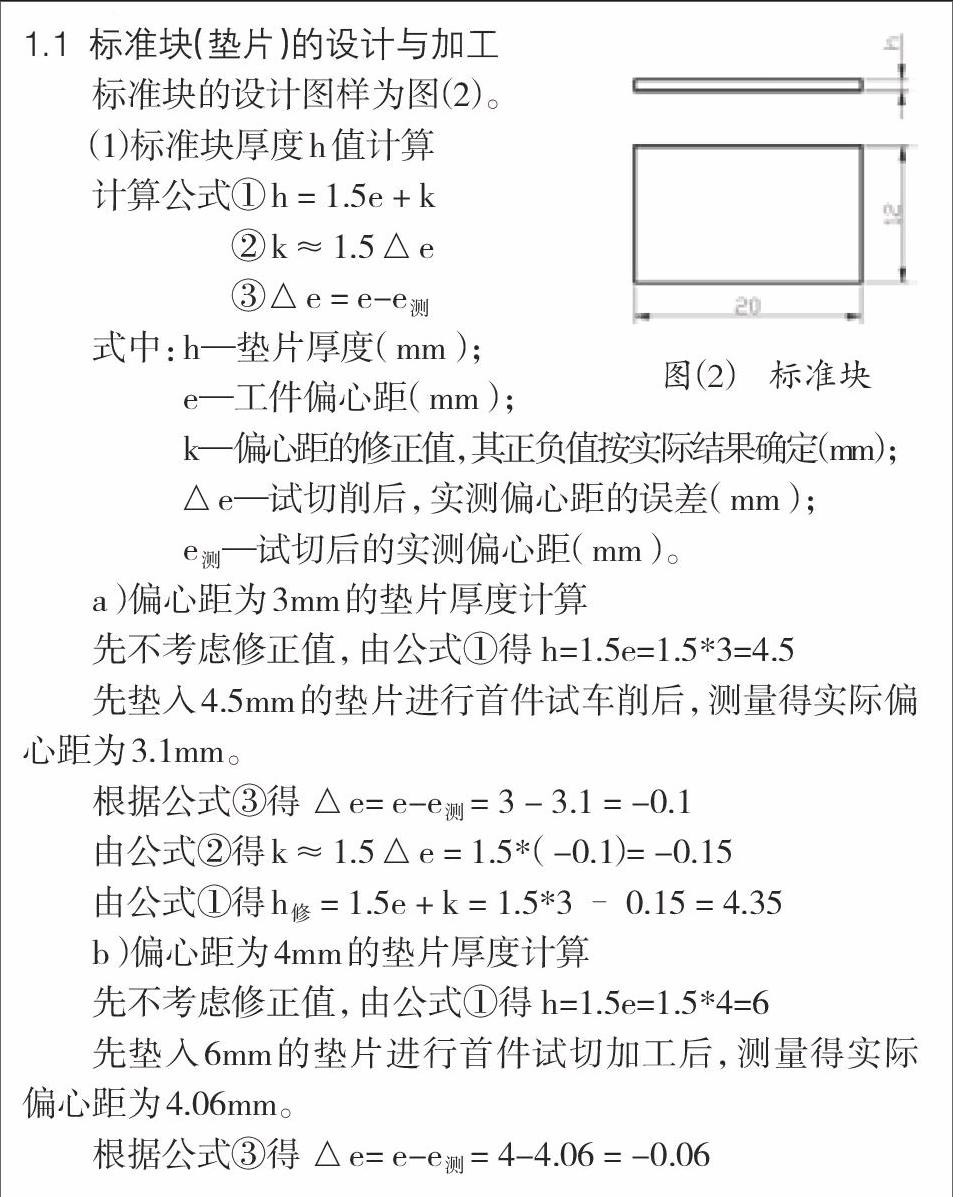
1.1標準塊(墊片)的設計與加工
標準塊的設計圖樣為圖(2)。
(1)標準塊厚度h值計算
壓桿材料為45#鋼材,加工時,先采用線切割電火花機床在80×60×14的板料上面割出壓桿的外形形狀,四邊留余量0.5mm,然后利用數控銑床手動編程加工外形及兩平面至尺寸要求,最后進行淬火熱處理,提高表面硬度。
(二)夾具的裝配
夾具的總裝配圖如圖(5)所示。
通過總裝配圖,我們可以看出,該夾具必須先安裝在三爪上面,然后把標準塊置于夾具體與三爪的支持面上,調整鎖緊螺桿即可把標準塊與三爪之間的相對位置固定,當把工件裝夾在三爪當中時,由于其中一個爪子被標準塊墊高,夾緊時工件便會偏心相應的一個距離,從而實現偏心的加工。所以,此夾具是依托三爪卡盤,與三爪卡盤一起配合使用的組合夾具。
2偏心軸加工工藝分析和編程
根據生產單情況,毛坯坯料為45#鋼材,尺寸為Φ40圓棒料,采用兩臺同型號的980TDA經濟型數控車床同時分工合作加工,其中A機床開粗截料至尺寸Φ38*22;裝上夾具體的B機床夾持Φ38外圓,同時加工Φ26外圓部分及Φ16內孔尺寸至尺寸要求;根據零件加工要求,確定了刀具材料。
接下來是對加工程序進行編程,有個地方是與我們通常所用的程序結構不同的。就是兩個在程序加工完畢,最后調是裝在4號刀位的擋鐵進行定位,以確定工件在工件坐標系中的位置,防止每次加工都要對刀操作;而相對于不同偏心系列的零件加工,只需更換組合夾具里面不同的標準塊就可以實現加工了,加工程序卻完全通用,不需更改。
2.1產品加工與質量監控
在此文中,我們批量加工這一偏心零件,是在三臺機床上面分序合作完成的。所以,在每一次的零件裝夾過程中,要求裝夾可靠,力量適中,且要裝正,不能有跳動的現象。
在加工過程中,質檢也是一個重要的環節,這就需要我們操作者根據實踐經驗來把握了。一般在首件試切成功后,加工精度都不會有太大的偏離。但由于刀尖的磨損等外部原因,就要求我們操作者在批量生產一定數量的零件后(約20件左右),要對零件進行抽樣檢測,把誤差值補償到對應的刀補號里面,以糾正刀尖的磨損量,消除加工誤差,保證接下來生產的零件產品尺寸精度。
