某滲碳鋼薄壁外圈的加工工藝改進(jìn)
2016-07-25 03:35:20劉海波古毅趙志強(qiáng)
軸承 2016年3期
關(guān)鍵詞:變形
劉海波,古毅,趙志強(qiáng)
(1.中航工業(yè)哈爾濱軸承有限公司 a.工程技術(shù)部;b.車工工部,哈爾濱 150500;2.東安汽車動力股份有限公司制造工程部,哈爾濱 150066)
滲碳鋼軸承套圈工作表面進(jìn)行滲碳處理是為了通過提高工件硬度和韌性,增加耐磨性,以提高軸承的使用壽命。由于套圈在滲碳和淬火處理時會發(fā)生變形,加工難度增加,尤其對于結(jié)構(gòu)復(fù)雜,外徑較大,壁薄的軸承,精度難以保證。如何控制熱處理變形量是關(guān)鍵,需要從工藝流程、加工留量、刀具選擇等多方面進(jìn)行分析優(yōu)化。
1 問題的提出
1.1 產(chǎn)品結(jié)構(gòu)特點
某型軸承外圈結(jié)構(gòu)如圖1所示,其凸緣外徑為φ188 mm,8個等分孔的位置度為φ0.2 mm;壁厚均在7.5 mm以下;圓周均布60個長46 mm、寬4 mm的長槽,槽的圓周等分差不大于0.1 mm。
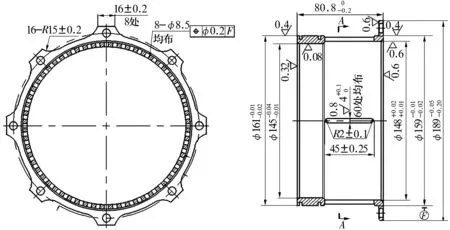
圖1 外圈結(jié)構(gòu)
1.2 加工工藝流程
常規(guī)方法的主要加工工藝流程為:粗車成形→滲碳→細(xì)車成形→鉆銑凸緣→銑軸向槽→淬火→磨加工。車加工時,除有較嚴(yán)的表面粗糙度要求部位(如滾道等)外,其余部分均直接加工至成品尺寸,然后進(jìn)行淬火處理,最后磨加工。
1.3 存在的問題
1)由于套圈壁薄,熱處理后發(fā)生嚴(yán)重變形,滾道位置度、滾道圓度、長槽梁的直線度、長槽的圓周等分差等技術(shù)指標(biāo)超差,且變形量沒有規(guī)律。
2)長槽梁的兩側(cè)淬火處理后呈黑色,無法進(jìn)行光飾,影響外觀。
2 變形原因分析
外圈變形原因分析如圖2所示,主要影響因素為:
1)外圈壁厚不統(tǒng)一。外圈內(nèi)徑、外徑存在階梯,滲碳、淬火處理時內(nèi)應(yīng)力導(dǎo)致滾道圓度超差,無法繼續(xù)加工。
2)外圈壁薄且有槽,斷續(xù)不連貫。外圈最薄處僅4 mm,圓周方向長槽梁的寬度不足4.3 mm,滲碳、淬火處理時細(xì)長的梁產(chǎn)生彎曲變形,無法保證槽的圓周等分差;同時會導(dǎo)致滾道位置尺寸L和寬度C變小。
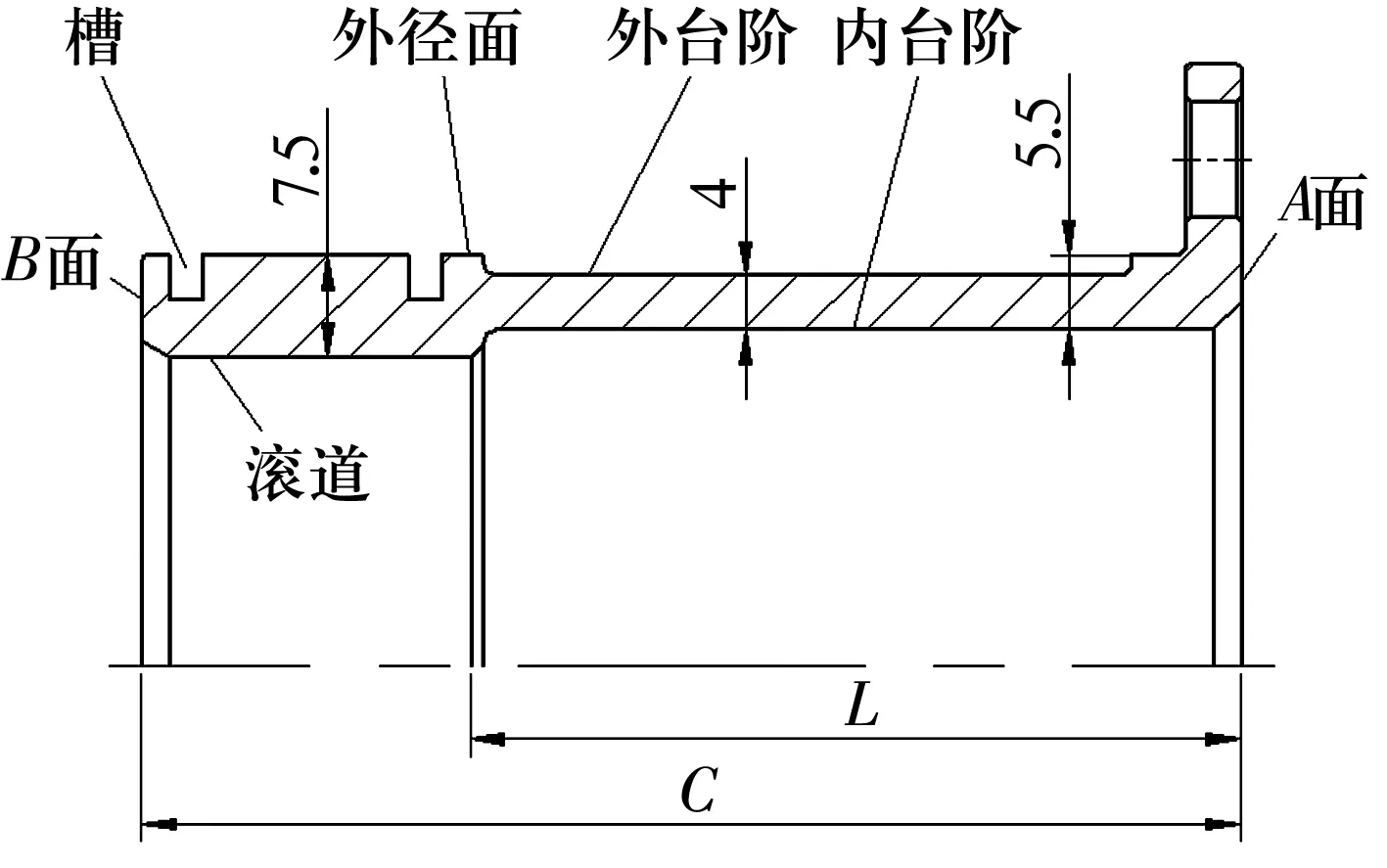
圖2 變形分析圖
3 改進(jìn)措施
根據(jù)上述分析,改變傳統(tǒng)的加工理念,將變形量較大部位的加工(如外徑面、內(nèi)臺階、外臺階、槽等的車加工)移至滲碳和淬火處理工序之后進(jìn)行硬車。
由于熱處理后套圈硬度提高,增加了車削加工難度,原采用的硬質(zhì)合金車刀和加工留量已不能滿足生產(chǎn)需求,致使在工藝流程、加工刀具、加工留量及加工方法上均需做相應(yīng)調(diào)整。
3.1 工藝流程
改進(jìn)后的工藝流程為:細(xì)車A面、內(nèi)圓,粗車擋邊外圓,倒內(nèi)、外角→細(xì)車B面、粗車外圓、擋邊、滾道,倒擋邊外角及內(nèi)、外角→鍍銅→車滾道銅層、滾道斜坡→滲碳→脫銅→細(xì)車外圓、擋邊外圓、擋邊,倒外角及擋邊外角→鉆孔,銑凸緣,去孔邊銳角→去凸緣毛刺→去另一側(cè)孔邊毛刺→熱處理→細(xì)磨B面→退磁清洗→粗車內(nèi)臺階→終車外圓、擋邊,倒外角及擋邊外角→車槽,去槽邊毛刺→細(xì)車內(nèi)臺階,倒內(nèi)角及與滾道的交角→車外臺階→穩(wěn)定處理→磨端面→磨外圓→磨滾道→銑軸向等分槽。
3.2 加工留量的確定
粗車成形時加大留量,盡量保留套圈壁厚,保證壁厚的均勻一致性,以增大對內(nèi)應(yīng)力的承受力,減小滲碳時的變形量;硬車時減小磨加工留量,因為熱處理后磨削難度增加,硬車已經(jīng)修整了淬火處理時的變形量,磨加工只需進(jìn)一步提高產(chǎn)品的幾何精度及表面質(zhì)量即可。淬火前、后的磨加工留量對比見表1。

表1 淬火前、后磨加工留量對比
3.3 刀具的選擇
滾道和內(nèi)徑面進(jìn)行滲碳處理,要求熱處理后表面硬度達(dá)到58~63 HRC,心部硬度達(dá)到35~48 HRC,超出了普通硬質(zhì)合金車刀所能加工的硬度范圍。為避免因刀具磨損而產(chǎn)生表面質(zhì)量問題,可選用進(jìn)口耐磨損性更高的硬質(zhì)合金車刀、銑刀。
3.4 軸向槽的加工
如圖3所示,首先用φ3.8 mm的鉆頭在軸向槽的兩端鉆孔,之后用φ4 mm的銑刀銑削加工至成品要求尺寸。為了完全達(dá)到成品要求的表面質(zhì)量,需要著重指出2點:
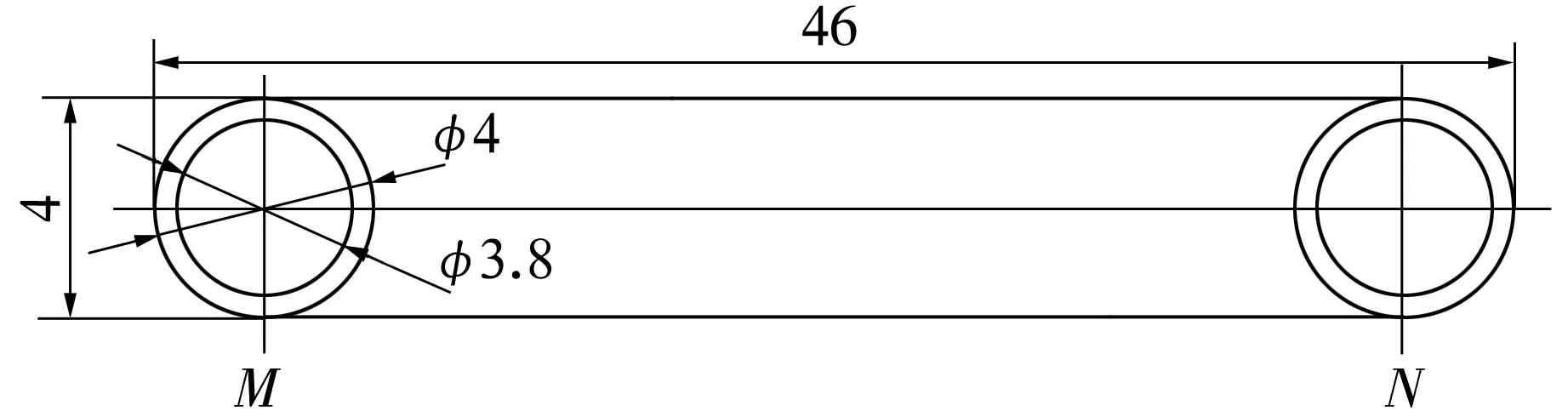
圖3 軸向槽加工示意圖
1)由于刀具的磨損,軸向槽的尺寸會發(fā)生變化,因此考慮到銑刀的使用壽命、材料的硬度及加工一件產(chǎn)品銑刀的工作行程(60×46=2 760 mm),要求每加工一件產(chǎn)品中途必須更換一次銑刀,即一把刀加工30個槽。
2)每加工一個槽,要求銑刀運行一個循環(huán),即從M點到N點再到M點,這樣銑刀返回時可以起到修整的作用,既提高了加工表面的質(zhì)量,又提高了尺寸精度。
4 結(jié)束語
加工實踐表明,改進(jìn)后的工藝合理可行,改進(jìn)前滲碳和淬火處理工序出現(xiàn)的變形問題得到明顯解決,且產(chǎn)品的各項精度完全能夠滿足設(shè)計要求;杜絕了熱處理后長槽梁兩側(cè)呈黑色而影響外觀的問題。另外,淬火后再硬車加工的工藝路線基本修整了套圈淬火處理的變形,硬車留量適當(dāng)減小,明顯縮短了磨加工工時,加工效率提高。
通過工藝改進(jìn),克服了滲碳鋼薄壁軸承套圈難加工的缺點,此方法可推廣應(yīng)用到其他滲碳鋼材料軸承的加工中。
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
