柔性加工設備及軌道機器人在轉向節加工自動線中的運用
2016-04-15 05:11:00鄭金來熊昌秀丁海方戴啟峰
組合機床與自動化加工技術 2016年3期
鄭金來,熊昌秀,丁海方,戴啟峰
(1.江蘇高精機電裝備有限公司,江蘇 鹽城 224053;2.湖北神力鍛造有限責任公司,湖北 十堰 442700)
?
柔性加工設備及軌道機器人在轉向節加工自動線中的運用
鄭金來1,熊昌秀1,丁海方2,戴啟峰1
(1.江蘇高精機電裝備有限公司,江蘇 鹽城224053;2.湖北神力鍛造有限責任公司,湖北 十堰442700)
摘要:介紹柔性加工設備及軌道機器人在轉向節加工自動線中的運用,解決了傳統轉向節加工中加工周期長,精度不穩定,勞動強度大,生產效率低等問題。提出了在加工自動線中增加柔性加工設備和軌道機器人。生產線的投產使用驗證了優化后的自動線零件加工質量穩定,生產效率顯著提高,節約了投資和運行成本,取得了好的經濟效益。
關鍵詞:柔性加工設備;軌道機器人;轉向節加工自動線
0引言
轉向節是汽車的重要安全零部件,具有加工工藝內容復雜,幾何精度和形位公差要求很高的特點。目前國外主要采用轉向節加工自動線進行加工,國內的加工,雖然有個別企業具有較完整的加工能力,但加工設備依靠國外引進,技術上沒有形成自主知識產權,大部分仍然采用傳統的通用機床和組合機床加工模式,加工效率較低,與國外先進加工技術的差距很大。為此轉向節的加工必然要汲取國內外技術的優點,朝著加工自動化程度高、質量穩定、效率高、投資節約的方向發展。
本文結合我們此前與某汽車零部件制造企業在轉向節加工項目上的合作,在傳統組合機床的柔性化、生產現場的物流、工件的裝卸等方面,應用新工藝和控制手段,做了大量的有益嘗試,取得了良好的經濟和社會效益。
1傳統轉向節機加工藝流程及設備配置
零件簡圖如圖1所示。
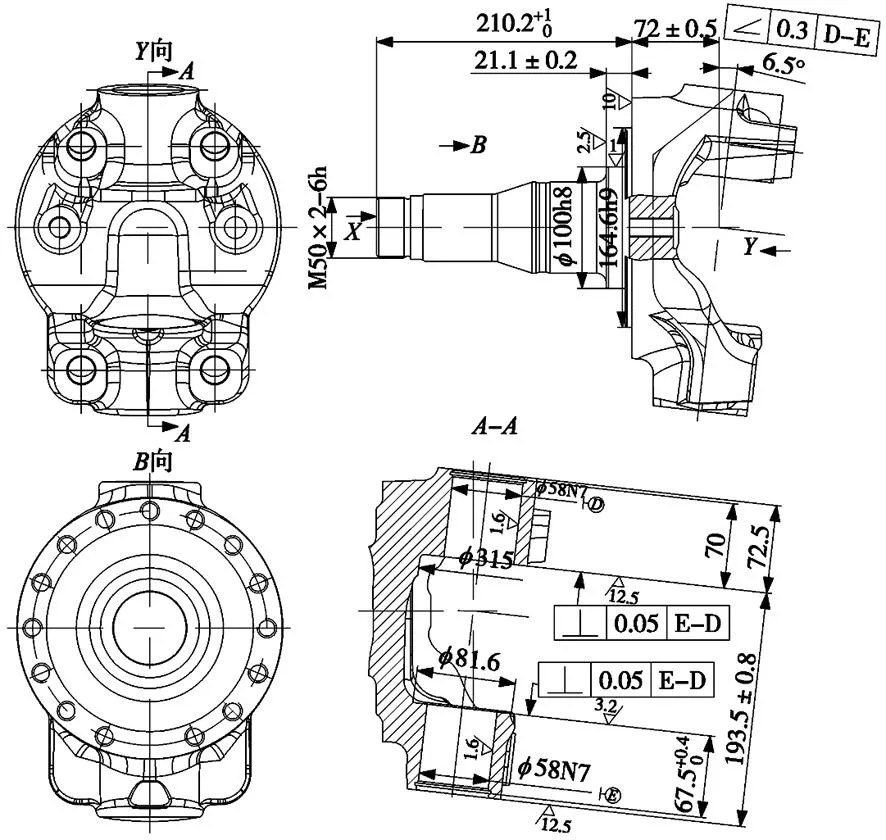
圖1 零件簡圖
生產線要求:三班制,年工作日250天,生產綱領:90000件/年,加工節拍:3.5分/件。
傳統的轉向節機加工工藝流程及設備配置如表1所示。
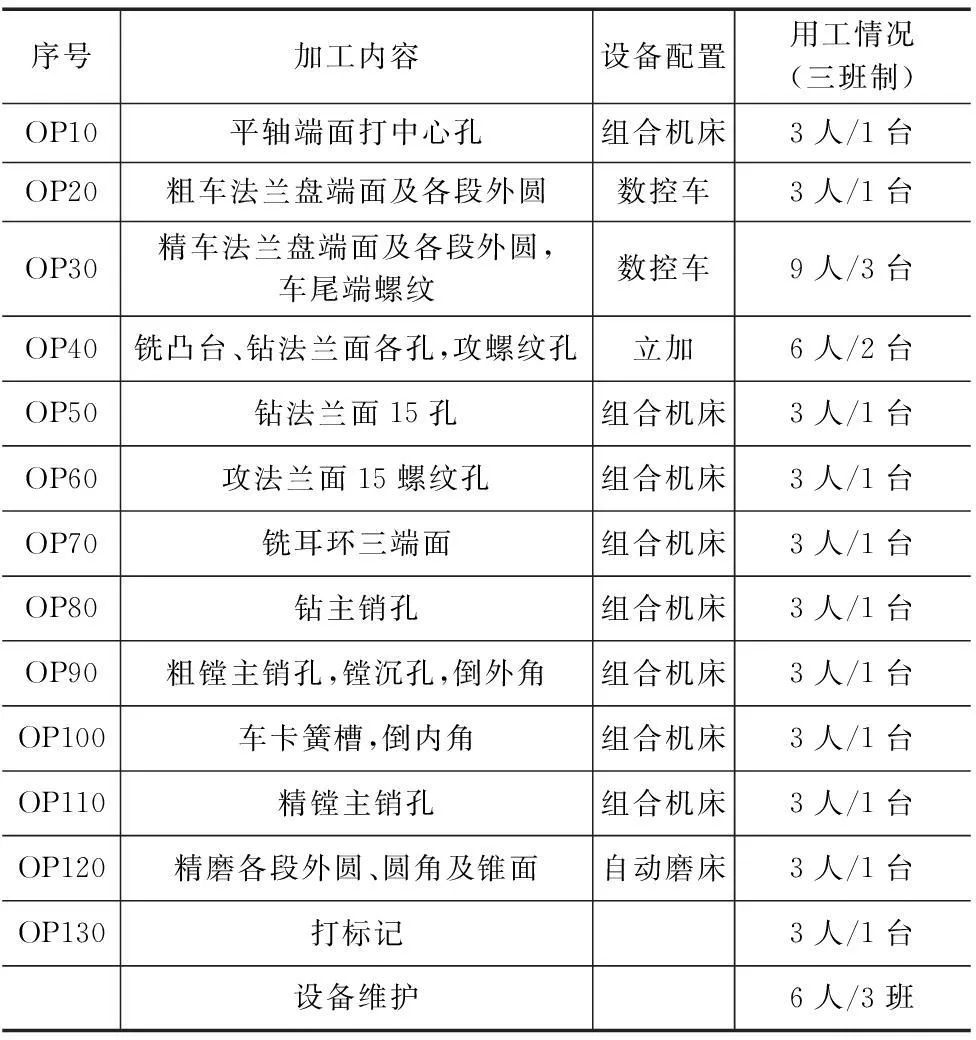
表1 設備配置表
2機床優化后的設備配置
通過對零件的分析認為叉部精加工是轉向節加工的難點,要保證主銷孔的尺寸精度、同軸度,以及主銷孔與內端面的垂直度,上述的工藝流程和設備配置難于達到要求。因此我們對機床進行了優化:
將表1中的OP90~OP110集中在一臺機床上完成,這樣工件一次裝夾,完成叉部的精加工,相關精度即可保證。機床型式定為加工中心單元,刀庫自動換刀。
這臺設備加工內容多,精度要求高,特別是主銷孔的精加工和φ315、R4內端面的精銑是這臺專機的重點和難點:
(1)主銷孔直徑是58mm,7級孔,長度255.5mm,長徑比4.4倍,孔的深度很長,普通鏜刀容易震動,加工精度無法達到圖紙要求,通過選擇不同廠家的刀具多次實驗,確定主銷孔精鏜刀具采用山特維克減振鏜桿單元。
(2)精銑φ315、R4內端面的刀具若采用標準刀桿與φ315兩面刃組合刀具,則有兩個難題:一是φ315因直徑大,重量大于刀庫的承重,無法放進標準刀庫,需做一專用刀架實現自動換刀。無疑增加了機床的難度,使機床制造和操作變得復雜;二是大刀盤銑削,機床易震動。通過對方案設計的不斷優化,確定采用小刀盤,改為插補銑。通過計算,刀具的重量為23kg,滿足刀庫的使用要求,也能滿足零件的加工要求。
由于加工節拍很快,我們制訂了以下方案:叉部精加工采用兩臺機床,每臺機床一次加工兩件,采用雙頭立加型式,雙主軸分別為兩個數控三坐標加工單元,實現X、Y、Z向運動。雙第四軸,液壓夾具安裝在第四軸上。
3自動物流線設備
機床方案確定后,雖然機床加工效率和加工精度可以有效保證,但工件輸送和上下料方式制約機床效率和零件精度穩定性:生產線需人員54人,不僅要投入大量人力,而且因該零件的重量為33kg,加工節拍快,人工上下料會使現場工人的勞動強度很高,特別是表2中的OP90序,勢必影響機床的效率和工件的裝夾精度。為了解決了這一難題,我們在生產線中布置三臺軌道機器人替代人工操作:一臺控制OP10~OP40序,一臺控制OP50~OP80序,一臺控制OP90~OP100序。生產線布置如圖2。
生產線每班由兩名工人操作, OP10由人工上下料,下料時將工件放在料架上,第一臺機器人負責OP10~OP40序設備的上下料,第二臺機器人負責OP50~OP80序的上下料,第三臺機器人負責OP90~OP100序的上下料,并將工件放至OP110設備的自動上料滾道上,一人在OP110下料架處下料;3名維護人員,共15人。
作為自動物流線的核心零部件,機器人型號的選擇主要從三個方面來進行考慮和驗證:機器人的負載能力的選擇、機器人動作范圍的選擇和機器人運行精度的選擇。
(1)機器人負載能力的確定:
W—需要的負載(kg);
W1—零件重量(kg)W1=33 kg;
W2—手爪重量(kg) 一般取零件重量的2倍W2=66 kg;
K—安全系數按設計手冊普通要求,安全系數取1.1~1.2倍;
由公式
W = ( W1×2 + W2 )×K=
(33×2 +66 )×1.2=158.4kg
根據計算的結果,對比各個機器人制造廠家的型號規格和負載的范圍,選取負載165kg規格的產品。
(2)在機器人動作范圍和運行精度的選擇過程中,需要對機器人輸送工件到極限位置所能達到的精度進行檢測和確認,因為這直接涉及到機器人與機床夾具的定位銷軸進行準確對接。因對自動物流線機器人本身的定位精度和機器人導軌的運行精度要求非常高,所以在整個設計初期,采用模擬的方法進行了初步驗證(如圖3),將選擇后的機器人反復模擬成各種工作狀態下的姿態,進行模擬的動作分析,便于查找出存在的問題。現場先采用一臺機器人反復進行上下料驗證,不斷優化機器人動作、路徑,以少運動時間,減小誤差和失誤,確認其工作的準確性和精度。同時為避免機器人之間的碰撞以及合理搭配運動節拍,相鄰兩臺機器人的運動路徑需要互鎖控制,保證在兩臺機器人

圖2 生產線布置圖

圖3 關節機器人雙抓手系統
共同工作的區域,只有在一機器人離開該區域時,另一臺才會進入該區工作。
我們選用關節機器人,雙抓手系統,如圖3所示。機器人裝上為工件定制的專用手爪,一只抓手抓取待加工件,另一只抓取已加工件,在與機床進行通訊得到上料請求后,完成機床的上下料。機器人在軌道上的最大移動速度1m/s,裝卸料時間20s。
生產線系統控制設備采用FANUC數控系統,為了實現設備與自動物流輸送線系統之間的相互通訊,確保自動物流輸送線的安全有效的運行,在設備系統中增加profibus總線通訊接口與自動物流輸送線系統相連接。
采用軌道機器人,資金投入增加150萬元,節省人員39人,年節省工資支出:5萬元×39人=195萬元。
目前,該生產線已正常使用,零件加工精度、加工節拍均達到要求。
4結論
本文主要是對傳統工藝的改進,在保持組合機床剛性、強度的基礎上機床實現數控柔性化,軌道機器人的使用,將生產流水線變成了自動生產線,在專用機床的運用及性能拓展方面具有借鑒意義。
[參考文獻]
[1] 崔宗超,呂穎利.工業機器人在數控加工生產線的應用[M].洛陽師范學院學報,2013,32(5):38-40.
[2] 蔡鶴皋.機器人技術的發展與在制造業中的應用[J].機械制造與自動化,2004,33(1):6-7,10.
[3] 周永志,王義.工業機器人在數控機床中的應用[J].金屬加工:冷加工,2014(12):28-28.
[4] 宋麗軍.工業機器人在智能制造中的應用[J].金屬加工:冷加工,2014(12):29-30.
[5] 于暉.工業機器人在汽車制造業中的應用[J].湖南農機,2014(6):96-97.
[6] 李繼奎,崔斌,張海龍.淺談汽車轉向節敏捷柔性生產線[J].汽車制造業,2009(10):38-38.
[7] 袁幫誼,王安芝.汽車左轉向節機械加工工藝設計[J].機械工程師,2010(12):118-119.
[8] 王效勇,孟繁純.汽車轉向節全自動柔性線的開發[M].北京:機械工業出版社,2014.
[9] 盛英泰.汽車轉向節柔性生產線設計[J].機械工程師,2010(7):25-27.
[10] 吳紅飛.汽車轉向節加工的關鍵技術研究[J].科技創新與應用,2013(27):58-59.
[11] 張蕾,朱華炳,何春華,等. 鑄造式汽車轉向節加工工藝研究 [J].組合機床與自動化加工技術,2010(5):100-103.
(編輯李秀敏)
The Application of Flexible Machining Equipment and Robo-rail in Knuckle Machining Automatic Line
ZHENG Jin-lai1,XIONG Chang-xiu1,DING Hai-fang2,DAI Qi-feng1
(1.Jiangsu Gaojing Mechanical & Electrical Co., Ltd, Yancheng Jiangsu 224053,China; 2. Hubei Shenli Forging Co.,Ltd, Shiyan Hubei 442700,China)
Abstract:Present application of flexible machining equipment and Robo-rail in knuckle machining automatic line, which is a solution for traditional knuckle processing problem such as long processing cycle, unstable precision, labor intensity, low production efficiency. Come up with adding flexible machining equipment and Robo-rail in knuckle machining automatic line. Optimized automatic line parts can produce stable quality parts, improve production efficiency significantly, save investment and operation cost, make good economic benefits, which has been verified by use of production line.
Key words:flexible machining equipment;robo-rail;knuckle machining automatic line
中圖分類號:TH165;TG659
文獻標識碼:A
作者簡介:鄭金來(1967—),男,江蘇鹽城人,江蘇高精機電裝備有限公司高級工程師,研究方向為機械制造工藝及設備,(E-mail)gjzb-zjl@vip.163.com。
收稿日期:2015-11-20;修回日期:2015-01-25
文章編號:1001-2265(2016)03-0148-03
DOI:10.13462/j.cnki.mmtamt.2016.03.041
