不銹鋼車體門立柱焊接變形控制
2016-02-16 09:02:29金文濤吳金津
軌道交通裝備與技術
2016年5期
彭 劍 金文濤 吳金津
(中車南京浦鎮車輛有限公司 江蘇 南京 210031)
不銹鋼車體門立柱焊接變形控制
彭 劍 金文濤 吳金津
(中車南京浦鎮車輛有限公司 江蘇 南京 210031)
本文主要分析不銹鋼車體側墻骨架組焊過程中門立柱變形的原因并通過預設反變形、工裝約束及調整焊接工藝等方法解決門立柱的焊接變形問題。
不銹鋼;門立柱;焊接變形
1 概述
出口馬來西亞的不銹鋼車輛屬A型不銹鋼地鐵車輛,由中車南京浦鎮車輛有限公司負責車體組裝焊接,其結構獨特,側墻骨架為梁柱結構,門立柱與橫梁均通過MAG焊焊接,結構致密,焊縫集中。組焊過程中由于焊接變形量較大,焊后門角部位平面度及門立柱輪廓度超差,設計要求平面度不大于2 mm,輪廓度不大于3 mm,實測門角區域平面度最大達5 mm,門立柱區域輪廓度達6 mm,給后續內裝零件的裝配及整車美觀帶來嚴重的影響。因此如何控制門立柱的焊接變形,保證側墻平面度及輪廓度是一大工藝難點。
2 原因分析
2.1 結構原因
該側墻門立柱為不銹鋼U形開口型材(見圖1),通過輥彎工藝成型,此結構有利于門立柱和墻板電阻點焊的實施,可減少弧焊結構,降低焊接變形。但由于開口結構型材強度分布不均,剛性較弱,焊接過程容易變形。門立柱與側墻橫梁焊縫相對集中且分布不對稱更加劇了門立柱的焊接變形。焊后門立柱U形內側邊圓弧縮小,外側邊圓弧不變,外觀呈現錐型狀態,如圖2所示。
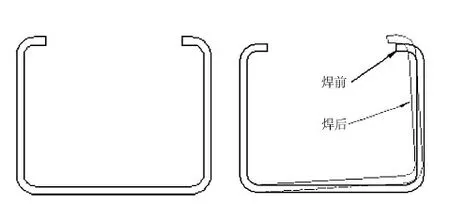
圖1 門立柱斷面結構圖……
登錄APP查看全文
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
制造技術與機床(2017年8期)2017-11-27 02:10:21
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
制造技術與機床(2015年10期)2015-04-09 07:06:00
設備管理與維修(2015年12期)2015-04-09 06:57:24