高速動車鋁合金車體雙層中空薄壁型材表面損傷挖補修復工藝
2015-11-16 06:05:38王鵬仲積峰丁見
金屬加工(熱加工) 2015年20期
王鵬 仲積峰 丁見
1. 概述
目前鋁合金車體大量使用擠壓型材作為結構材料,其牌號為A6N01S—T5,屬于6000系列,為熱處理強化鋁合金,在車體的端墻、側墻、頂棚、邊梁等部件達到了廣泛的應用。由于A6N01S—T5有優良的擠壓性能,通過制作成雙層中空型材,內部設計橫向或是斜向的加強筋,板厚在2~3.5mm之間,既有效的提高了結構的強度,又大大減輕了車體的自身的重量。
在車體生產過程和車體運營過程中,雙層鋁型材單側偶爾會受到較大外力的沖擊導致局部損傷,如劃痕、凹陷、母材撕裂,圖1為側墻型材表面損傷。
一般情況下,當出現雙層型材表面出現損傷時,按照如下原則進行處理:
(1)型材表面因打磨或碰撞等產生的深度<0.5mm的平緩凹陷可不處理。表面線狀劃傷,深度在板厚1 0%以內且不超過0.5mm的,打磨消除。凹陷和劃傷在0.5~1mm之間的采用堆焊磨平處理。
(2)型材表面因碰撞產生的凹陷,若有開裂、破損,需對其進行焊接修復。外觀檢查和滲透探傷確認無裂紋的情況下,采用焊接工藝拉桿向外拉緊的方法將其調平。若開裂甚至穿孔較大的,采用挖補焊接修復方法。
對于型材損傷需要進行挖補的,是施工過程中的難點,我們通過分析型材的特點,制定了切實可行的工藝措施。這樣既保證了結構的強度,最大限度的恢復原部件的形貌,又可以降低施工難度,提高修復成功率。
2. 雙層型材挖補焊接修復結構
鋁合金動車車體雙層型材的截面形狀和結構原理大致相當,圖2為型材部位截面。型材表面開裂、破損情況具有以下特點:
(1)在型材內部為中空的區域在受到較大外力作業時,易發生型材表面開裂或破損。原因是該區域母材內部無加強筋作為支撐,而且在該區域的中間位置為抗彎能力最差的區域,也往往是損傷最為嚴重的區域。
(2)型材部分空腔內表面貼有減震材料,如果損傷部位產生在該區域,焊接修復時接頭區域背部減震材料必須徹底清除,否則受到焊接熱影響會產生對焊縫有害的物質,導致大量的焊接缺陷。

圖1 側墻型材表面損傷

圖2 型材截面
(3)為了保證修復完成后其表面與周圍區域齊平,必須采用同樣厚度、同樣材質的材料為補板,因此,最合適的焊接接頭形式為對接接頭。由于型材的厚度大部分在2~3mm之間,板厚較薄,所以為了降低操作難度,提高修復成功率,宜采用背部帶永久性襯墊的對接接頭形式進行焊接。
(4)從型材表面可以明顯看出擠壓纖維方向和外形弧度形狀的,在預制補板時必須考慮補板的纖維方向和弧度與型材相吻合。
3. 雙層型材挖補焊接修復工藝
(1)焊接方法 鋁合金焊接方法主要有兩種,分別是熔化極惰性氣體保護焊和鎢極氬弧焊,這兩種焊接方法都可以作為焊接修復的最佳選擇。在鋁合金生產過程中應用最為廣泛的是MIG焊接方法,持有該焊接資質的人員比較普遍,故選用MI G焊接方法更為適合。
(2)焊接設備與材料 MIG焊接設備需具有脈沖功能和 “4T”功能(即提前送氣→起弧→收弧→滯后停氣),這樣可以得到穩定的電弧和良好的氣體保護效果;焊絲采用ER5356鋁合金焊絲,φ 1.2mm,該種焊絲有優良的鋁合金焊接性能,小直徑焊絲可以有效的降低熱輸入量,特別適用于薄板焊接。
(3)焊接位置 焊接時的最佳位置為平焊位置(PA), 如果受到空間位置限制也可以選擇橫焊(PC)和立向上焊(PF),盡量不采用仰焊位置(PE),同時鋁合金焊接時不允許采用立下向焊接(PG)。
(4)施工環境 現場的溫度≥8℃,濕度≤80%,否則需對接頭附近區域進行預熱處理,環境風速≤1m/s。
(5)焊接參數 為了得到可靠的焊接參數,需要在現車正式施工前制作焊接試件,確認最終的焊接參數。焊接試件需嚴格按照現車的尺寸制作。
4. 雙層型材挖補焊接修復過程
(1)修復前準備 將焊縫周圍1 000mm范圍內的內裝件、防寒材等低熔點和易燃物拆除。徹底清除破損部位表面膠體等附著物,焊接時對車內電線使用防火布及隔熱材防護。仔細清除側墻型材待修復部位內腔表面,確保焊接位置50mm范圍內有機物等雜質殘留。破損孔洞及破損型材加強筋打磨修整,保證孔洞及加強筋邊緣修整平整并圓滑過渡后維持現狀;將帶修復部位型材外表面打磨平整。使用吸塵裝置仔細清理破損位置型材內部雜物(鋁屑、減震材、異質物等)。對裂紋周圍至少50mm范圍區域進行PT探傷,明確裂紋長度、起始位置以及有無其他裂紋。根據PT探傷確定的裂紋狀態后,劃定側墻板需覆蓋位置,要求劃線盡量采用直角劃線方式,劃線位置距離裂紋末端至少10mm間距。裂紋末端需用鉆頭打止裂孔,防止裂紋擴展。根據探傷情況,對型材表面適當打磨修整。
(2)割除缺陷 根據PT探傷的區域對缺陷進行割除,切割時需注意切割區域邊緣形狀規則且圓滑,不準許存在尖角及直角,節點位置要保證>R10mm的圓角過渡(見圖3)。
(3)襯墊安裝與焊接 根據缺陷清除的形狀預制永久性襯墊,襯墊的外形與割除尺寸相同,要求其尺寸比修補尺寸>5~20mm,厚度在3~6mm之間,材質為A5083P—O(見圖4)。
在安裝墊板時先去除襯墊表面的氧化膜和油污,然后置于型腔內焊接固定,注意必須與型材貼合緊密,不能有間隙。焊接固定時應該避開端部應力集中區。

圖3 割除區域
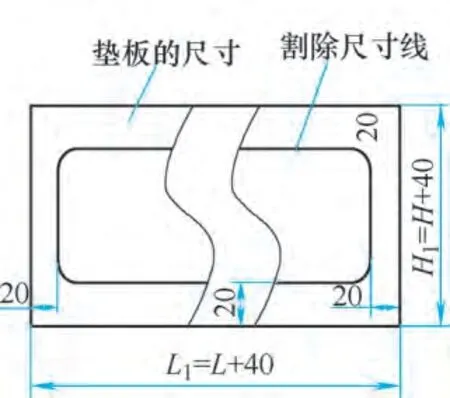
圖4 墊板尺寸與安裝示意
首先焊接襯墊與母材的搭接焊縫,分兩段進行焊接,如圖5所示。首先焊接F1焊縫,起弧點與收弧點分別位于上下焊道的中間部部位;然后清理黑灰,修整起弧收弧點,要求修整成斜面圓弧過渡,修整長度在5mm左右,如圖6所示。最后進行F2焊縫焊接,起弧點與收弧點與第1到焊縫重合。兩條焊縫的焊接參數如表1所示。
焊接完成后需對整條焊縫進行修整,要求修整為HV坡口,坡口角度為30°~35°之間,底部焊縫寬度保留3mm左右。圖7為焊縫修整示意。
(4)補板安裝與焊接 根據缺陷清除的形狀預制補板,襯墊的外形與修補尺寸相同,要求其尺寸比修補尺寸小5mm,材質和厚度與被割除型材相同,如圖8所示。安裝時注意補板與型材的擠壓纖維方向一致。在安裝墊板時先去除襯墊表面的氧化膜和油污,然后根據放置在襯墊上,這里特別注意四周與母材的間隙要均勻,然后進行焊接固定。
補板完成后先對其修整坡口,要求修整完成后焊接接頭坡口角度在60°~70°之間,不留鈍邊。坡口修整如圖9所示。
然后焊接襯墊與母材的對接焊縫,分兩段進行焊接,焊接時要求在起弧和收弧處設置引弧板和收弧板,焊接完成后再將其去除。如圖10所示,首先焊接S1焊縫,起弧點與收弧點分別位于上下焊道的中間部部位。然后清理黑灰,修整起弧收弧點,要求修整成斜面圓弧過渡,修整長度在5mm左右。最后進行S2焊縫焊接,起弧點與收弧點與S1焊縫重合。兩條焊縫的焊接參數如表2所示。圖11為焊接完成后焊縫示意。
(5)焊后處理及檢驗 待焊縫溫度冷卻到室溫后用砂輪機將焊縫余高磨平,注意打磨的切削方向與焊縫垂直,打磨的進給方向與焊接方向相反,同時不要損傷焊縫兩側的母材;然后用千葉磨片拋光處理。磨平后對焊縫進行滲透探傷,檢驗等級按照ISO10042 C級執行。

圖5 墊板焊接示意

表1 主要焊接參數

圖6 起弧收弧點修整示意

圖7 焊縫修整示意

圖8 補板尺寸與安裝示意

圖9 補板坡口修整示意

表2 主要焊接參數

圖10 焊接示意

圖11 焊接完成后焊縫示意
5. 結語
通過實踐證明,該焊接修復的重點和難點在焊接準備工作上,如在焊接修復前需要制作模擬試件以確定合適的焊接參數,結合滲透探傷的結果來確認缺陷割除的范圍,徹底清除焊縫周圍對焊接有害的污物;為了提高焊縫質量,降低焊接難度,必須仔細安裝襯墊和補板,修整坡口形狀等。故在整個焊接修復過程中,只有重視每一步的細節,才能得到優質的焊縫。
[1] 胡黃輝.鋁合金MI G焊時氣孔的預防[J]. 株洲:電力機車與城軌車輛,2003.
[2] 陳祝年.焊接工程師手冊[M].北京:機械工業出版社,2002.
猜你喜歡
今日農業(2021年9期)2021-11-26 07:41:24
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52
