C80E型通用敞車地板拼接焊接工藝的改進
2015-12-01 00:57:37章超榮王秀琴楊海林
金屬加工(熱加工) 2015年20期
章超榮 王秀琴 楊海林
C80E型通用敞車地板拼接焊接工藝的改進
章超榮 王秀琴 楊海林
本文通過對C80E型通用敞車地板拼接方式進行工藝改進,采用埋弧焊方式并進行了工藝評定,評定結果可行,既提高了生產效率,又帶來了一定的經濟效益。

1. 概述
C80E型通用敞車為我公司首次批量生產的產品,車體主要結構及所使用材料與C70E型通用敞車相比,均有較大的變化。 公司本次試制及批產車體使用的板材主要是以鞍鋼生產的S450AW為主,該材料屬新研制產品,從未批量應用于產品中焊接過,而在S450AW供貨技術條件里寫明其焊接性能與高強耐候鋼材料Q450NQR1相當。
而該產品研發公司齊齊哈爾軌道交通裝備有限責任公司在產品技術交底時,僅僅對氣體保護焊時配套使用的氣體保護焊絲TH550—NQ—Ⅱ進行了說明,并推薦地板拼接時采取開坡口進行富氬氣體保護焊焊接方式,我公司地板受板幅及運輸限制,采用4塊拼接。地板拼接如圖1、圖2所示。
我們結合公司實際情況,對地板拼接進行了埋弧焊工藝評定試驗,試驗結果可行,既提高了生產效率,又省去了地板開坡口工序,節省了生產成本。
2. 拼接埋弧焊工藝評定
試驗目的:確定板厚6mm,材質S450AW地板采用埋弧焊焊接工藝后,其焊縫熔深滿足圖樣要求不小于板厚的75%(即熔深為≥4.5mm),各項力學性能滿足要求,并確定合理焊接參數。
(1)試板焊接 焊前使用砂輪清理焊接區域油污等雜質,以露出金屬光澤為標準。試板對接單面焊,M1號試板焊接采用小參數,M2號試板焊接采用大參數,具體焊接參數如表1所示。
(2)試驗內容 首先,焊接工藝性。電弧穩定性及焊后脫渣性較好,焊縫成形良好(見圖3)。
其次,焊縫外觀及內在質量。焊后首先進行焊縫表面的目視檢測,對接板表面無未熔合、咬邊、裂紋、弧坑及氣孔等焊接缺陷。焊后24h進行X射線探傷,試板M1在試板端頭存在長30mm未熔透,試板M2均未出現氣孔及未熔合等缺陷,經評定均為Ⅰ級合格,如圖4所示。
(3)力學性能試驗 M1試件端頭未焊透,力學性能試驗時去除該未焊透部分。
首先,拉伸試驗如圖5所示,試驗結果如表2所示。

圖1 地板拼接焊縫示意

圖2 地板拼接簡化

表1 焊接參數
由試驗結果可知,試板M1、M2的屈服強度、抗拉強度
均大于母材及標準要求,且斷裂位置位于焊縫熱影響區,拉伸性能合格。
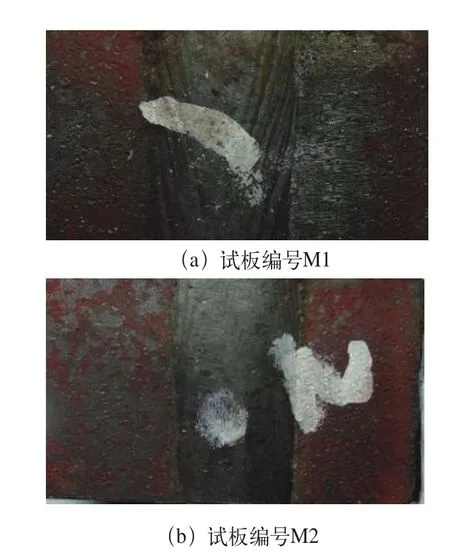
圖3 焊縫外觀成形
其次,彎曲試驗如圖6所示,彎曲試驗結果如表3所示。
由試驗結果可知,試板M1的背完試驗在焊縫處斷裂,彎曲性能不合格。而M2的正面與背面彎曲試驗在焊縫處、熱影響區處及母材處均保持完好,未發生斷裂現象,彎曲性能符合標準要求。最后,沖擊試驗結果如表4所示。

圖4 X射線探傷照片
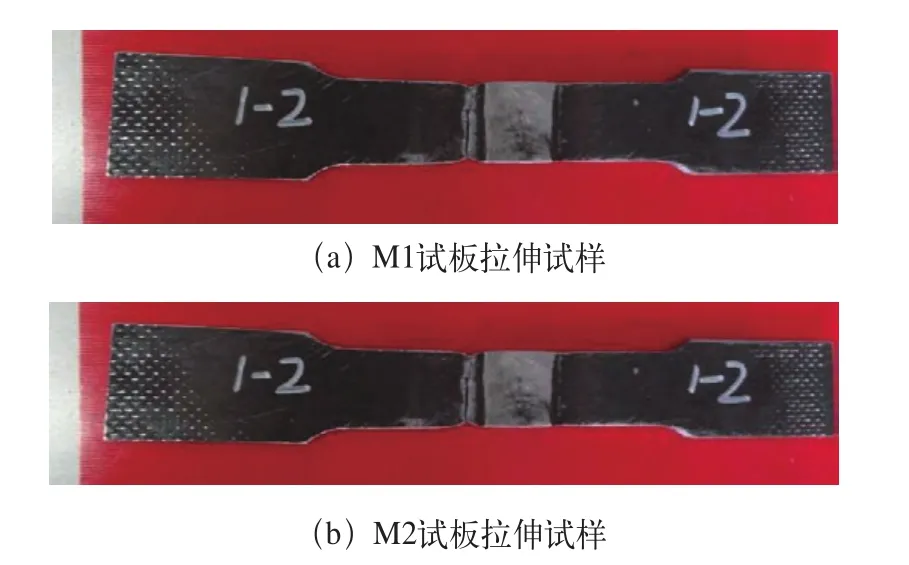
圖5 拉伸試驗

表2 拉伸試驗結果
(4)試驗結果 C80E(H)型通用敞車地板對接雙絲埋弧焊,焊絲采用T H550—N Q-Ⅲ、焊絲直徑3mm、焊劑采用SJ101,結論如下:①焊接接頭力學性能、焊縫質量合格,焊縫熔深滿足圖樣要求。②焊接電弧穩定,焊接工藝性良好。④組裝間隙0~1mm,焊接電流為500~600A、電弧電壓為34~38V、焊接速度為0.6~0.8 m/min。
3. 埋弧焊與小車自動氣體保護焊對比
兩種焊接方法所使用的焊接參數如表5所示。
對比結果如下:
(1)較高的生產效率 從表5的焊接速度對比可知,小車自動氣體保護焊的焊接速度要低于埋弧焊焊接速度,因此單從焊接速度來說,埋弧焊的效率比小車自動氣體保護焊效率高。另外,由于使用小車自動焊時需要在前工序開制單邊30°坡口,花費焊前鋪設小車軌道、調整焊槍等一定的焊接輔助時間,所以實際焊接按現在1名焊工手工焊接,埋弧焊需要25min,小車自動氣體
保護焊需要103min,生產效率提高約4倍。即使小車自動焊時按2名焊工同時焊接,需要的時間為83min,埋弧焊的生產效率仍提高約3倍。

圖6 彎曲試驗

表3 彎曲試驗結果
(2)較好的經濟效益 使用小車自動氣體保護焊時,開制坡口帶來的人工成本費及填充坡口焊絲消耗的材料費用,這些費用在使用埋弧焊時均可以省去。
4. 結語
(1)地板拼接采用埋弧焊焊接工藝,焊接接頭力學性能、焊縫質量合格,焊縫熔深滿足圖樣要求。
(2)地板拼接采用埋弧焊焊接工藝,生產效率提高約4倍。
(3)地板拼接采用埋弧焊焊接工藝,節省了開制坡口的人工成本費及填充坡口焊絲消耗的材料費用。
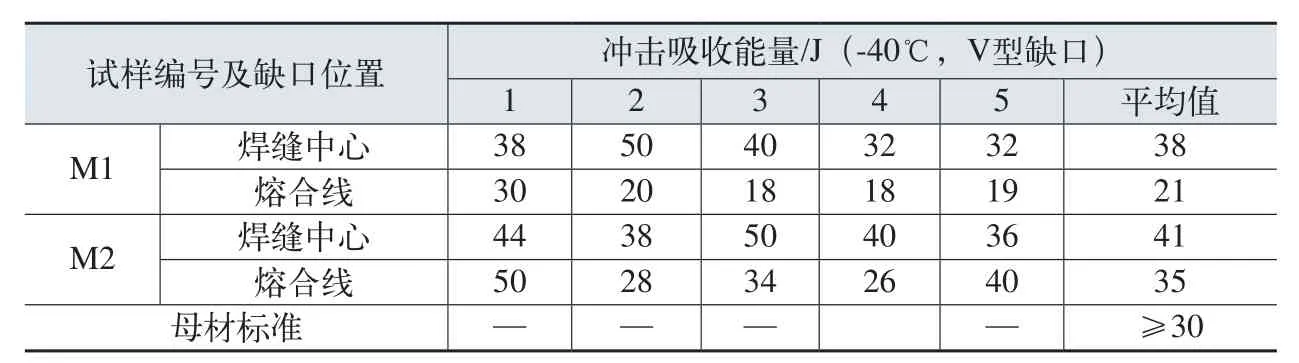
表4 沖擊試驗結果

表5 埋弧焊和小車自動氣體保護焊焊接參數

圖6

圖7 (200×)

圖8 (500×)
4.結語
試驗結果表明所選焊絲符合標準規定,焊縫成形美觀,達到了理想效果。焊接過程應注意以下幾點:①經過資料分析,所選焊絲的牌號是此次焊接試驗的關鍵所在。②管頭焊接前,要經過打磨,去除管子表面的多孔燒結層,是另一關鍵技術所在。③采用正確的焊接參數和檢測措施,從工藝上保證焊接的質量。
另外,為了保證制造質量,我們制定以下措施:①換熱管不允許直接使用鋼絲繩吊裝。②應在換熱管下方墊有橡膠或木板。③換熱管端部的油污等雜質,應使用丙酮、砂紙清理干凈。④換熱管穿管時,穿管人員應戴干凈的手套,不允許直接用手或帶有油污的手套進行穿管。⑤在整個組裝、焊接和吊裝過程中,應嚴格保護換熱管,防止磕碰、劃傷、變形。
設備制造完畢后,管頭經過2.2MPa水壓試驗,無泄漏部分,交貨以后,經過一段時間的運行,未出現任何泄漏情況,為今后類似材料的焊接積累了經驗。
作者簡介:李憲亮等,山東美陵化工設備股份有限公司。
章超榮等,南車二七車輛有限公司。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
