5萬m3儲(chǔ)罐第一圈壁板裂紋產(chǎn)生原因分析及預(yù)防
2015-12-01 00:57:35劉增峰張先龍王永峰都宏海
金屬加工(熱加工) 2015年20期
劉增峰 張先龍 王永峰 都宏海
5萬m3儲(chǔ)罐第一圈壁板裂紋產(chǎn)生原因分析及預(yù)防
劉增峰 張先龍 王永峰 都宏海
在伊拉克某工程5萬m3儲(chǔ)罐焊接過程中,第一圈壁板環(huán)焊縫出現(xiàn)裂紋缺陷。本文從現(xiàn)場(chǎng)施焊環(huán)境及施工工藝各方面進(jìn)行分析,確定裂紋產(chǎn)生原因,并采取預(yù)防和控制措施,解決了焊接裂紋問題,保證了焊接質(zhì)量,提高了焊接效率。

1. 概述
伊拉克某工程5萬m3儲(chǔ)罐采用ASTM A516 Gr.70板材,其具體化學(xué)成分如表1所示。為保證施工效率和焊接質(zhì)量,該項(xiàng)目選用埋弧橫焊進(jìn)行儲(chǔ)罐橫縫焊接。施工過程中,在第一圈橫縫RT檢測(cè)過程中,發(fā)現(xiàn)兩處裂紋缺陷(見圖1)。為避免漏探,施工單位立即決定對(duì)第一圈橫縫進(jìn)行100%探傷,以杜絕隱患。經(jīng)檢測(cè),共發(fā)現(xiàn)17處不同程度的裂紋缺陷,且缺陷位置全部位于焊縫與第一圈壁板的熔合部位。
圖1 裂紋缺陷
2. 現(xiàn)場(chǎng)情況
(1)焊接工藝 焊接方法方面,橫焊縫采用埋弧焊。此方法在國內(nèi)眾多重點(diǎn)工程儲(chǔ)罐中均有成功應(yīng)用的范例,屬于成熟工藝。焊接材料方面,根據(jù)A516 Gr.70板材的化學(xué)成分與力學(xué)性能,按照ASME IX標(biāo)準(zhǔn),焊絲和焊劑選擇四川大西洋EH14和CHF26H。并在業(yè)主代表和第三方見證下,嚴(yán)格按照ASME IX進(jìn)行了焊接工藝評(píng)定,達(dá)到了標(biāo)準(zhǔn)規(guī)定的各項(xiàng)指標(biāo),符合使用條件。具體焊接參數(shù)如表2所示。
(2)現(xiàn)場(chǎng)施焊情況 ①施焊環(huán)境:氣溫在20℃左右,相對(duì)濕度<40%,符合焊接要求。②焊劑:使用前烘焙350℃,保溫時(shí)間1.5~2.0h,保溫150℃,符合產(chǎn)品烘干要求。③組對(duì):橫縫的組對(duì)從一側(cè)開始調(diào)整,按順序每張板進(jìn)行組對(duì),在最后一張板處調(diào)整,組對(duì)過程中錯(cuò)邊調(diào)整量不大,未造成強(qiáng)力組對(duì)。④焊前預(yù)熱:焊前利用火焰加熱的方式進(jìn)行預(yù)熱,火焰加熱槍與焊機(jī)相對(duì)固定,隨焊機(jī)的移動(dòng)對(duì)板材進(jìn)行加熱。⑤焊接順序:利用兩臺(tái)埋弧橫焊機(jī),第一臺(tái)在前面打底操作,第二臺(tái)緊隨其后進(jìn)行填充。完成整圈壁板的打底和第一遍填充后,兩臺(tái)焊機(jī)進(jìn)行整體的填充蓋面。⑥裂紋出現(xiàn)位置:經(jīng)X射線檢測(cè)發(fā)現(xiàn),17處裂紋均出現(xiàn)在第一圈環(huán)縫的蓋面焊縫與第一圈壁板的熔合部位。
3. 裂紋產(chǎn)生原因分析
針對(duì)此次RT探傷發(fā)現(xiàn)的缺陷,從裂紋產(chǎn)生位置、鋼材及焊
材的S、P含量等方面考慮,加之裂紋處無明顯氧化色彩,故主要考慮該缺陷為冷裂紋。因此從影響材料的淬硬傾向、應(yīng)力及含氫量三方面的相關(guān)因素進(jìn)行分析。

表1 A516 Gr.70化學(xué)成分(質(zhì)量分?jǐn)?shù)) (%)

表2 焊接參數(shù)
(1)焊前組對(duì) 如焊前組對(duì)時(shí)發(fā)生強(qiáng)力組對(duì)的情況,焊接完成后,固定夾具去掉后,焊縫將承受較大的拉應(yīng)力,造成焊縫產(chǎn)生裂紋。但根據(jù)現(xiàn)場(chǎng)施工實(shí)際,組對(duì)過程中并未出現(xiàn)強(qiáng)力組對(duì)現(xiàn)象,可以排除強(qiáng)力組對(duì)造成焊縫承受較大拉應(yīng)力而產(chǎn)生裂紋。
(2)焊前預(yù)熱、層間溫度及焊接熱輸入 由于第一圈壁板厚度達(dá)到32mm,因此焊前需預(yù)熱,預(yù)熱溫度應(yīng)在100~150℃。考慮現(xiàn)場(chǎng)應(yīng)用的預(yù)熱方法,雖可去除坡口表面殘留的水分油污,排除氫的影響,但可能造成預(yù)熱溫度不足的情況,加之第一圈壁板的厚度要大于與其對(duì)接的第二圈壁板,因此預(yù)熱后的第一圈壁板溫度還要低于第二圈壁板溫度。焊接時(shí),焊接電流大,焊接速度快,熱輸入相對(duì)較小,造成橫縫熔池的熱量迅速向溫度較低的第一圈壁板散失,熔池在極短的時(shí)間內(nèi)冷卻凝固,熔池化學(xué)成分不均勻,拘束應(yīng)力大,推測(cè)極有可能造成裂紋缺陷。同時(shí)考慮裂紋出現(xiàn)在蓋面焊道,可排除預(yù)熱的影響,層間溫度不足應(yīng)為導(dǎo)致出現(xiàn)裂紋的原因之一。
(3)焊材烘干 埋弧焊劑CHF26H需要焊前烘焙,烘焙溫度和時(shí)間,以及保溫溫度都達(dá)到了產(chǎn)品的規(guī)定要求,排除焊劑吸水造成氫含量過高導(dǎo)致裂紋產(chǎn)生的原因。
(4)現(xiàn)場(chǎng)環(huán)境 施焊時(shí)天氣晴朗,氣溫在22℃,相對(duì)濕度<40%,氣候條件適宜,不應(yīng)對(duì)焊接產(chǎn)生影響,因此排除周圍環(huán)境為焊接裂紋產(chǎn)生的原因。
(5)焊接順序 根據(jù)現(xiàn)場(chǎng)的焊接順序,未在完全完成打底焊接的情況下,即進(jìn)行了第一遍的填充工作,這樣造成第一圈收尾處焊縫的剛性變大,焊接熔池在冷卻過程中受到的應(yīng)力將增大,板厚越大,填充層越厚,則剛度越大,產(chǎn)生的應(yīng)力也將越大。考慮此處會(huì)產(chǎn)生較大的焊接殘余應(yīng)力。同時(shí),隨著儲(chǔ)罐的不斷焊接,罐體能夠釋放應(yīng)力的點(diǎn)不斷減少,應(yīng)力也在逐漸增大。因此,焊接順序?qū)е潞附託堄鄳?yīng)力的產(chǎn)生,進(jìn)而可能導(dǎo)致裂紋缺陷的產(chǎn)生。
(6)焊接材料 焊接使用的焊絲及焊劑,均在國內(nèi)進(jìn)行過焊接工藝評(píng)定,確定了其與母材的匹配性。但不排除現(xiàn)場(chǎng)到貨的焊絲或焊劑,存在部分質(zhì)量不達(dá)標(biāo)的可能,造成在局部使用時(shí)產(chǎn)生焊接裂紋。但同時(shí)焊接的坡口其他位置并未出現(xiàn)類似缺陷,故可排除因焊接材料質(zhì)量問題造成焊接裂紋缺陷。
(7)焊絲角度 橫縫采用K形坡口,即下壁板不開坡口,上壁板開雙面坡口,具體坡口形式如圖2所示。焊接時(shí),如果焊絲角度較平,則會(huì)造成下坡口面的熔深較淺或熔合不好的現(xiàn)象,而熔深較淺的下坡口極有可能成為裂紋產(chǎn)生的源頭。
由以上分析可知,造成此裂紋缺陷的主要原因有:層間溫度控制、焊接熱輸入、焊絲角度以及施焊順序。
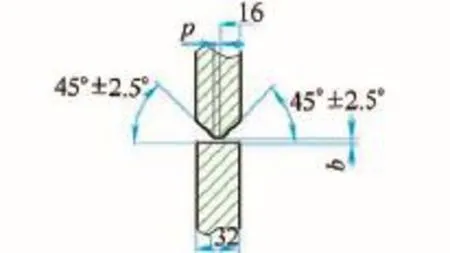
圖2 坡口形式
4. 解決措施
根據(jù)裂紋缺陷產(chǎn)生原因制定相應(yīng)措施。對(duì)已經(jīng)產(chǎn)生裂紋缺陷的部位,采用碳弧氣刨加機(jī)械打磨的方式,并配合滲透PT檢測(cè)對(duì)缺陷進(jìn)行清理,保證缺陷清理徹底。然后,利用焊條電弧焊的方法對(duì)清除部位進(jìn)行補(bǔ)焊,附加X射線檢測(cè),保證不再產(chǎn)生裂紋。
在后續(xù)的環(huán)縫焊接過程中,采取以下措施:①改變預(yù)熱方式,保證焊接時(shí)的預(yù)熱溫度達(dá)到100~150℃,同時(shí)保證焊接時(shí)的層間溫度。②施焊時(shí),嚴(yán)格按照施工組織設(shè)計(jì)制定的焊接順序施焊,控制焊接變形和應(yīng)力。③適當(dāng)調(diào)整埋弧橫焊焊接速度,合理控制熱輸入,保證達(dá)到工藝要求。④調(diào)整焊絲角度,保證熔合比。⑤保證焊劑烘干時(shí)間、烘干溫度及保溫時(shí)間。
5. 結(jié)語
在隨后的施工過程中,嚴(yán)格執(zhí)行以上措施,未再發(fā)現(xiàn)類似裂紋缺陷,證明了分析結(jié)果的正確性和措施的可行性,保證了施工進(jìn)度和質(zhì)量。
劉增峰、張先龍、都宏海,大慶油田工程建設(shè)培訓(xùn)中心;王永峰,大慶油田工程建設(shè)化建公司。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
成都信息工程大學(xué)學(xué)報(bào)(2021年4期)2021-11-22 07:44:46
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
四川輕化工大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
