螺紋緊固件QPQ處理常見表面缺陷研究
2015-06-29 13:06:07高杰文
科技資訊 2015年15期
關鍵詞:改善
高杰文
摘 要:本文闡述了螺紋緊固件在QPQ鹽浴復合處理過程中常見的表面缺陷的原因,并著重地提出了相應的糾正措施和預防措施。
關鍵詞:QPQ處理;螺紋緊固件;表面不良缺陷;改善
中圖分類號:TG161 文獻標識碼:A 文章編號:1672-3791(2015)05(c)-0000-00
QPQ(Quench-Polish-Quench)即淬火-拋光-淬火,其工藝實質低溫鹽浴滲氮+鹽浴氧化或者低溫氮碳共滲+鹽浴氧化[1]。近年來,這種新工藝新技術因優異的綜合性能:高耐磨性和超強抗腐蝕性能,以及微變形,環保無污染的特性等,在工業領域得到了極其廣泛的應用。
從抗腐蝕性能來看,QPQ鹽浴較之類似的工藝如高溫堿煮和余溫發黑有著不可比擬的優勢;但生產實踐同時也表明,螺紋緊固件在QPQ處理過程經常出現外觀顏色發紅、發黃、發花,變白,污垢多,雜質多等諸多不良表面缺陷。在螺紋斜面或牙谷底處容易吸污納垢[2],也不容易進行前處理(去油、除銹、清洗等)。在氮碳共滲過程中,螺紋結構也通常流動性不太好,容易導致化合物層較薄,表面諸多不良缺陷。吳清江 張永順也發現,在生產中當材料含Si量多時(如27SiMn、30CrMnSi等材料),工件外表發花、發紅現象極多。雖然此現象不影響工件的耐磨和抗蝕性,但影響工件的美觀[3]。
同時,緊固件螺紋需要有穩定公差尺寸,才能保證螺紋良好的配合性和互換性。QPQ處理時,再次加熱和冷卻,必將會應力發生變化,從而導致螺紋精度的不穩定性。
鑒于此,有必要對螺紋結構外觀不良表面缺陷進行系統地分析和研究,建立其相應的失效模式,并采取對針對性的措施和對策,有效地避免類似問題的再次發生。
1實驗材料:
本文試驗材料(易切削鋼Y40Mn[5])為汽車零部件雙頭連接件螺紋緊固件。其化學成分(質量分數,%)、0.42C,1.41Mn,0.25Si,0.017P,0.05Cr,0.05N。同樣地,Y40Mn的Si量高達1.41,與上述27SiMn、30CrMnSi 的Si含量相當,屬于高Si產品。另外,其尺寸大小為M24*1.5*11.0-M27*2*21.3-6g,螺距分別為1.5mm和2.0mm在標準公制螺紋中是均屬于細螺紋[4],,其公差帶分別為236μm和280μm。
2 實驗基本工作原理:
2.1 原來QPQ處理工藝主要流程為:去油 除銹 漂洗 預熱 氮化
氧化 拋光 氧化 水清洗 自然干燥 浸油。
經過多次小批QPQ處理試驗,確定了符合本產品的工藝流程和技術參數:
2.2 優化后QPQ處理工藝主要流程為:去油 除銹 漂洗 預熱 氮化 氧化 拋光 氧化 超聲波清洗 強制干燥 浸油。
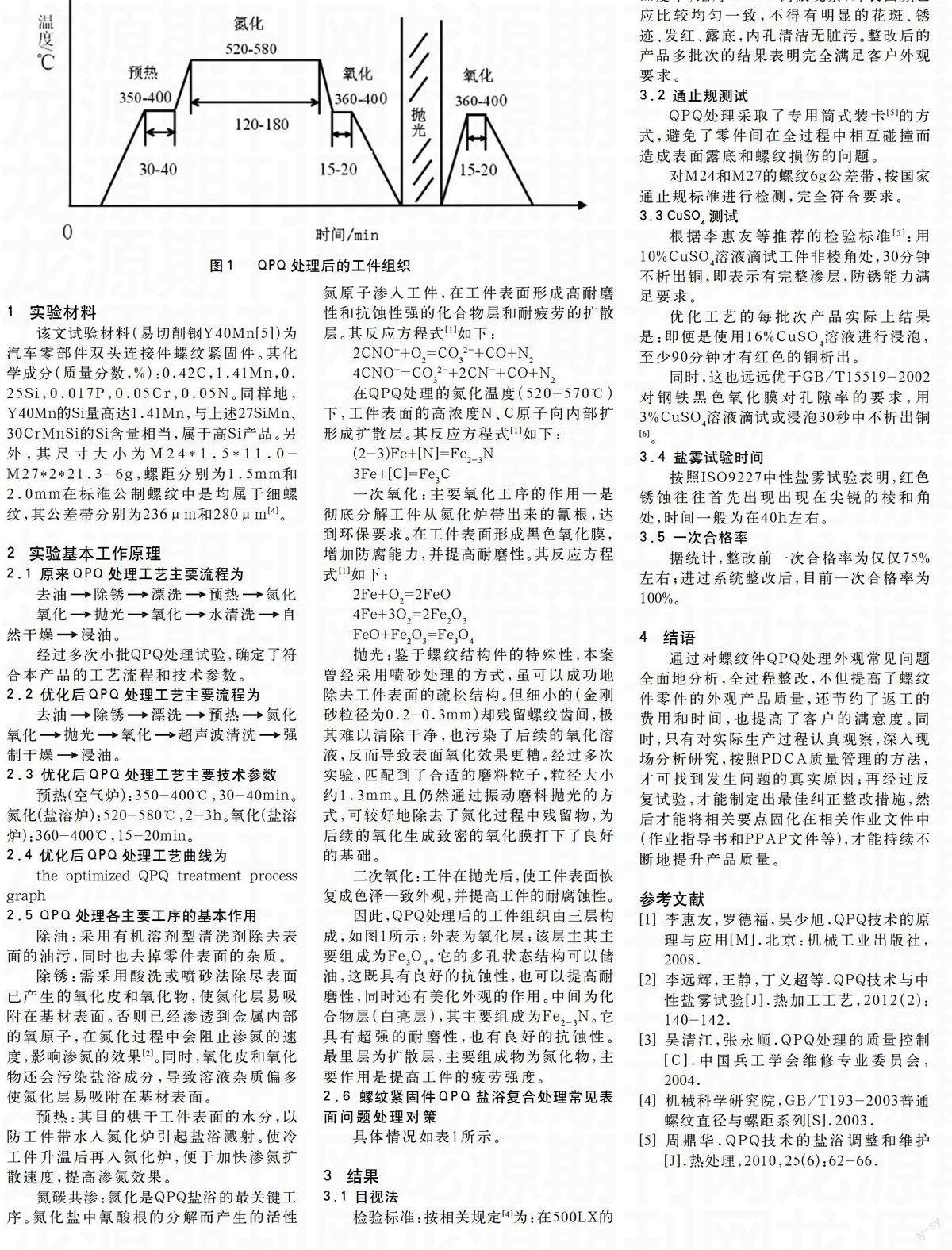
2.3 優化后QPQ處理工藝主要技術參數:預熱(空氣爐):350-400℃,30-40 min。氮化(鹽溶爐):520-580℃,2-3h。氧化(鹽溶爐):360-400℃,15-20min。
2.4 優化后QPQ處理工藝曲線為:the optimized QPQ treatment process graph
2.5 QPQ處理各主要工序的基本作用:
除油:采用有機溶劑型清洗劑除去表面的油污,同時也去掉零件表面的雜質。
除銹:需采用酸洗或噴砂法除盡表面已產生的氧化皮和氧化物,使氮化層易吸附在基材表面。否則已經滲透到金屬內部的氧原子,在氮化過程中會阻止滲氮的速度,影響滲氮的效果[2]。同時,氧化皮和氧化物還會污染鹽浴成分,導致溶液雜質偏多使氮化層易吸附在基材表面。
預熱:其目的烘干工件表面的水分,以防工件帶水入氮化爐引起鹽浴濺射。使冷工件升溫后再入氮化爐,便于加快滲氮擴散速度,提高滲氮效果。
氮碳共滲:氮化是QPQ鹽浴的最關鍵工序。氮化鹽中氰酸根的分解而產生的活性氮原子滲入工件,在工件表面形成高耐磨性和抗蝕性強的化合物層和耐疲勞的
擴散層。其反應方程式[1]如下:
2CNO-+ O2=CO32-+CO+N2
4CNO- =CO32-+2CN-+CO+N2
在QPQ處理的氮化溫度(520-570℃)下,工件表面的高濃度N、C原子向內部擴形成擴散層。其反應方程式[1]如下:
(2-3)Fe+[N]=Fe2-3N
3Fe+[C]=Fe3C
一次氧化:主要氧化工序的作用一是徹底分解工件從氮化爐帶出來的氰根,達到環保要求。在工件表面形成黑色氧化膜,增加防腐能力,并提高耐磨性。其反應方程式[1]如下:
2Fe+O2=2FeO
4Fe+3O2=2Fe2O3
FeO+Fe2O3=Fe3O4
拋光:鑒于螺紋結構件的特殊性,本案曾經采用噴砂處理的方式,雖可以成功地除去工件表面的疏松結構。但細小的(金剛砂粒徑為0.2-0.3毫米)卻殘留螺紋齒間,極其難以清除干凈,也污染了后續的氧化溶液,反而導致表面氧化效果更糟。經過多次實驗,匹配到了合適的磨料粒子,粒徑大小約1.3毫米。且仍然通過振動磨料拋光的方式,可較好地除去了氮化過程中殘留物,為后續的氧化生成致密的氧化膜打下了良好的基礎。
二次氧化:工件在拋光后,使工件表面恢復成色澤一致外觀,并提高工件的耐腐蝕性。
因此,QPQ處理后的工件組織由三層構成,如右圖所示:外表為氧化層;該層主其主要組成為Fe3O4。它的多孔狀態結構可以儲油,這既具有良好的抗蝕性,也可以提高耐磨性,同時還有美化外觀的作用。中間為化合物層(白亮層),其主要組成為Fe2-3N。它具有超強的耐磨性,也有良好的抗蝕性。 最里層為擴散層,主要組成物為氮化物,主要作用是提高工件的疲勞強度。
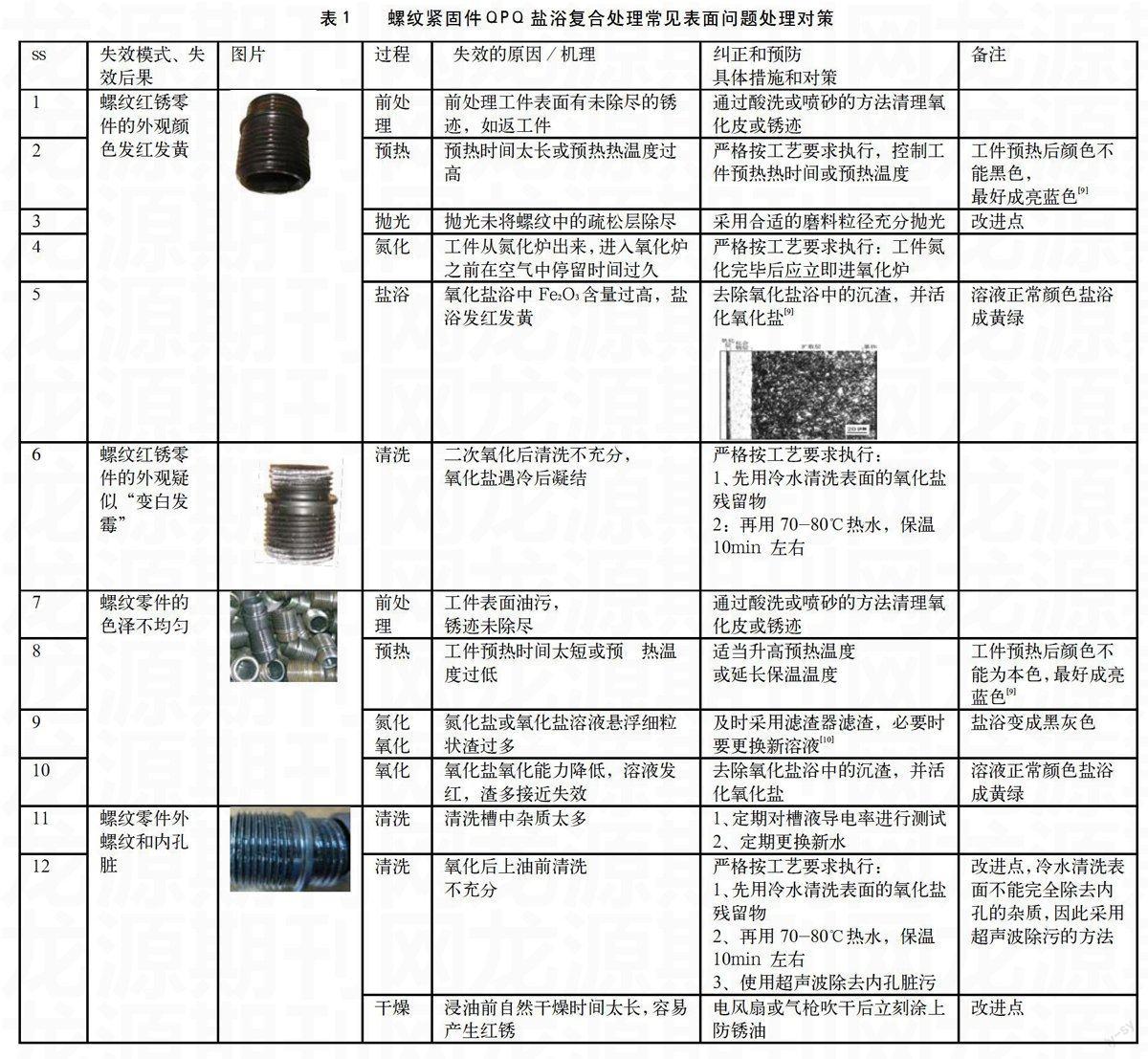
2.6、螺紋緊固件QPQ鹽浴復合處理常見表面問題處理對策[1] :
3 結果
3.1 目視法:
檢驗標準:按相關規定[1]為:在500LX的照度下,距燈300mm肉眼觀察,外表面顏色應比較均勻一致,不得有明顯的花斑、銹跡、發紅、露底,內孔清潔無臟污。整改后的產品多批次的結果表明完全滿足客戶外觀要求。
3.2通止規測試:
QPQ處理采取了專用筒式裝卡[1]的方式,避免了零件間在全過程中相互碰撞而造成表面露底和螺紋損傷的問題。
對M24和M27的螺紋6g公差帶,按國家通止規標準進行檢測,完全符合要求。
3.3 CuSO4測試:
根據李惠友等推薦的檢驗標準[1]:用10%CuSO4溶液滴試工件非棱角處,30分鐘不析出銅,即表示有完整滲層,防銹能力滿足要求。
優化工藝的每批次產品實際上結果是:即便是使用16%CuSO4溶液進行浸泡,至少90分鐘才有紅色的銅析出。
同時,這也遠遠優于GB/T 15519-2002對鋼鐵黑色氧化膜對孔隙率的要求,用3%CuSO4溶液滴試或浸泡30秒中不析出銅[6]。
3.4鹽霧試驗時間:
按照ISO 9227中性鹽霧試驗表明,紅色銹蝕往往首先出現出現在尖銳的棱和角處,時間一般為在40h左右。
3.5一次合格率:
據統計,整改前一次合格率為僅僅75%左右;進過系統整改后,目前一次合格率為100%。
4結論
通過對螺紋件QPQ處理外觀常見問題全面地分析,全過程整改,不但提高了螺紋件零件的外觀產品質量,還節約了返工的費用和時間,也提高了客戶的滿意度。同時,只有對實際生產過程認真觀察,深入現場分析研究,按照PDCA質量管理的方法,才可找到發生問題的真實原因;再經過反復試驗,才能制定出最佳糾正整改措施,然后才能將相關要點固化在相關作業文件中(作業指導書和PPAP文件等),才能持續不斷地提升產品質量。
參考文獻:
[1] 李惠友,羅德福,吳少旭 QPQ技術的原理與應用 機械工業出版社 2008年7月第1版
[2] 李遠輝,王靜,丁義超等 QPQ技術與中性鹽霧試驗 熱處理技術與裝備 2012年1月
[3] 吳清江,張永順QPQ處理的質量控制 [C]中國兵工學會維修專業委員會 2004年
[4] GB/ T 193 -2003 普通螺紋直徑與螺距系列
[5] 周鼎華QPQ技術的鹽浴調整和維護 熱處理 2010年 第25卷第6期
猜你喜歡
現代商貿工業(2016年25期)2016-12-26 17:41:59
成才之路(2016年35期)2016-12-12 11:54:08
科教導刊(2016年28期)2016-12-12 05:55:48
讀與寫·上旬刊(2016年10期)2016-11-25 15:26:54
中小企業管理與科技·下旬刊(2016年11期)2016-11-18 23:15:02
價值工程(2016年29期)2016-11-14 01:22:39
體育時空(2016年8期)2016-10-25 14:23:30
商業經濟研究(2016年14期)2016-09-14 08:25:44