Borgwarner VCT進排氣鏈輪開發中遇到的問題及改進
2015-06-08 04:44:59許傳娜
科學中國人 2015年21期
許傳娜
東睦新材料集團股份有限公司
Borgwarner VCT進排氣鏈輪開發中遇到的問題及改進
許傳娜
東睦新材料集團股份有限公司
本文對Borgwarner VCT項目中的進排氣鏈輪的研發過程遇到的問題及解決進行探討
多臺階銷孔密度銷孔高頻熱處理表觀硬度;銷孔高頻處理后寬度
產品開發背景介紹
博格華納摩斯鏈條是全球領先的鏈條系統設和計制造商,主要為發動機正時系統、自動變速器及扭矩分配系統(包括四輪及全輪驅動應用)提供產品。公司在氣門正時及動力傳動鏈條系統技術方面領先全球水平。全面集成的正時鏈條系統包括滾子、套筒及無聲鏈、鏈輪、張緊器、控制臂、導向臂及可變凸輪正時相位調節器。摩斯鏈條Hy-Vo?哈瓦鏈為動力傳動系統,包括用于四輪及全輪驅動的分動箱和所有自動變速器提供最優質的產品。博格華納摩斯鏈條在可變凸輪正時(VCT)方面的突破性技術,代表著向下一代凸輪相位調節器邁出的重要一步。其相位調節器產品包括凸輪扭矩驅動(CTA)?及扭矩助動(TA)?相位器,為頂閥及頂置式凸輪發動機提供了便利。與傳統的油壓驅動相比,采用可變凸輪正時技術的發動機可提高燃油效率、減少廢氣排放,增強車輛性能。(如下圖)
A-齒側表面1mm范圍內,顯微硬度653HV0.1Min
齒側宏觀硬度HRA65.3Min;
B-金相組織:95%馬氏體Min(齒表面0.25mm范圍內)
C-齒訂至F1范圍內,齒部無變形;
D-齒根:淬硬層0.25-1.5mm,金相組織:50%馬氏體Min;
E-HRB100Max.
F-F1=齒頂至齒側與齒根圓弧交點間所包含的截面,F2=2XF1。
G-F1=齒頂至齒側與齒根圓弧交點間所包含的截面,F2=2XF1。
1.淬硬層要求范圍內,金相組織50%馬氏體Min;
2.淬硬層深度范圍內,顯微硬度653 HV0.1Min;
3.宏觀硬度HRA 65.3Min;
4.表面0.25mm范圍內,金相組織:95%馬氏體Min,且無變形。
根據客戶圖紙要求,制定生產工藝如下:

其中的制作難點:
1.銷孔淬火表觀硬度HRA65.3Min,銷孔寬度8.75±0.03,銷孔高頻處理后能否完全達到圖紙要求及尺寸控制;
2.銷孔深度5mm,產品總高7.55,用上沖成形銷孔,需要做假沖頭;
3.銷孔形狀復雜,電加工制作成形用沖頭時,難度高,而且該沖頭有2個臺階,此處成型件的密度會偏低。
經過上述分析,第一次試制如下:
1.原料的選擇
根據圖紙要求,且考慮到產品以后批量生產的穩定性,選擇進口的預混合鐵粉;
2.模具設計及成型壓機的選擇
通過對產品形狀結構分析,成形模具3上3下,壓機選用進口的450噸CNC壓機;
3.燒結
采用美國電爐,因該產品直徑大,厚度薄,所以燒結重點控制產品的平面度,控制疊燒的數量,最后采用2層疊燒。
4.精整
采用普通500T精整油壓機,通過下壓高度控制鏈輪的跨棒距,銷孔尺寸用下芯棒保證,防止精整下壓后,銷孔上部尺寸變小。
5.熱處理
首先是銷孔的高頻淬火深度及微觀硬度,我司對這種銷孔的高頻淬火也是首次嘗試,經過多次的實驗后成功得到縱向淬火深度3.3Min,并保持最深處的淬火寬度0.25Min。
銷孔熱處理后顯微硬度符合客戶的圖紙要求,數據為HV0.1787,HV0.1875,HV0.1786,HV0.1876。
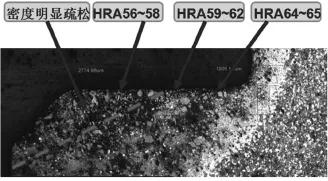
但是銷孔宏觀硬度圖紙要求HRA65.3Min,實測結果NG,數據如下:

淬火前后槽寬尺寸對照表

第一次試制后失敗經驗總結:
1.沒有充分考慮到,銷孔口部形狀復雜會導致最終產品熱處理表觀硬度不足;
2.因首次設計盲孔高頻淬火產品,對高頻后槽寬收縮量估計不足,導致成品槽寬超下差。
整改措施:
1.收集整理銷孔槽寬淬火前后數據,調整成型模具數據;
2.淬火硬度不足主要原因是密度疏松造成,而密度疏松是銷孔口部的形狀決定的,所以在積極與客戶溝通,了解銷孔形狀及相應的功用后,大膽的修改了銷孔口部形狀,刪除了口部的R角,用0.9X45°X0.2倒角代替,并用后續的精整工序消除沖頭倒角平臺。
按照上述措施實施后,銷孔形狀更改后,精整工序去除銷孔兩側平臺并增加R角的實測數據完全符合客戶對此處的功能需求,而且銷孔形狀變更后,高頻淬火的表觀硬度達到了圖紙要求HRA65.3Min,具體如下:

銷孔形狀變更后,銷孔槽寬經成型模具修正后,淬火后亦達到客戶圖紙要求,具體淬火前后槽寬尺寸對照表如下:

總結:經過上述改進,我司已經成功的向Borgwarner提交了合格樣品,通過對上述VCT進排氣鏈輪的開發,我們積累了盲孔高頻淬火的寶貴經驗,在開發遇到瓶頸時,積極與客戶溝通,共同解決問題,提升了我們公司在客戶心目中的地位,增強了市場競爭力。
許傳娜(1977-),女,吉林磐石人,工程師,本科,研究方向:粉末冶金零件制造。
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
汽車實用技術(2020年16期)2020-09-06 13:28:22
當代工人(2019年20期)2019-12-13 08:26:11
制造技術與機床(2017年9期)2017-11-27 02:14:26
Coco薇(2015年1期)2015-08-13 02:23:50
河南科技(2014年12期)2014-02-27 14:10:44
世界建筑(2012年8期)2012-04-20 06:09:14
玩具(2009年10期)2009-11-04 02:33:14
個人電腦(2009年9期)2009-09-14 03:18:46