基于換刀流程圖的斗笠式刀庫故障維修
2015-04-25 01:44:14鄭英
機床與液壓 2015年8期
關鍵詞:故障
鄭英
(湖南交通職業技術學院,湖南長沙410004)
立式加工中心通常采用斗笠式刀庫,由于其性價比較高,特別是在經濟型立式加工中心上得到了廣泛的應用。據不完全統計,加工中心刀庫故障約占其故障總量的40% 以上[1],其工作是否可靠與高效,直接關系到加工的生產效率與質量。因此,探討加工中心用斗笠式刀庫的維修與保養具有現實意義。
1 斗笠式刀庫的一般換刀流程
各廠家生產的斗笠式刀庫結構大同小異,其換刀工作流程基本上可用圖1 所示的流程圖來表示。換刀過程是從已存貯在NC 中的用戶數控程序(或MDI 方式下人工輸入的換刀指令)的換刀指令開始,共約14 步才能完成換刀的全過程。其中有判斷約8 次,報警約7 個。只有“機床在換刀點”判斷沒有報警,原因是該判斷與刀庫的工作關系不大,只與機床的坐標及系統的參數有關。除“機床在換刀點”判斷外,其余7 次判斷不滿足時,均給出相應的換刀報警號。
值得注意的是:不同廠家生產的機床,其機械結構可能是不同的,但其刀庫要完成的基本動作是相同或相似的,也就是流程圖中所描述的流程是相同或相似的,但其報警代號可能不同,通常由機床廠家根據需要確定。所以在使用此流程圖幫助維修斗笠式刀庫的故障時,應只用文中的維修思想或方法,不一定用具體的內容。

圖1 斗笠式刀庫一般換刀流程圖
2 故障維修實例
2.1 故障實例刀庫簡介
現以長征機床廠生產的立式加工中心(型號為KVC1200)為例,運用前述換刀流程圖來探討其在使用過程中刀庫的常見故障及維修方法。
該機床采用的是臺灣吉輔生產的T 型斗笠式刀庫,庫容20 把,無換刀機械手,采用固定刀座號的編碼方式。對于此類刀庫,主軸內刀具必須放回刀庫后才能取下一把刀。其換刀流程如圖1 所示。
該斗笠式刀庫換刀故障有兩種不同的形式:第一種故障屬于刀庫初始化故障,形式是主軸內的刀具號與刀庫換刀位置對應的刀座號不相對應,換刀動作一切正常,這種故障一般為軟故障;另一種故障形式是主軸內的刀具號與刀庫換刀位置對應的刀座號相對應,但換刀動作不能完成,即換刀過程到某一步后突然停止,不再往下執行并報警。
2.2 典型故障案例
(1)主軸內刀號與刀庫換刀位置刀座號不對應(初始化故障)
由于斗笠式刀庫通常采用的是固定刀座號編碼,當主軸內有刀時,對應刀具的刀座號應正好在刀庫的換刀位置,但由于多種原因,可能使主軸內的刀具號與換刀位置對應的刀座號并不對應。
分析流程圖可知:機床通常只能判斷主軸內當前刀號與數控程序所選刀號是否一致,如果數控程序所選刀號在主軸內,將不會有換刀動作,機床直接開始加工;當數控程序所選刀號與主軸內原有刀號不一致時,機床必先換刀。如果刀具并不取自對應的刀座號時,機床將按流程正常工作,并不會出現任何報警,所有換刀動作均能完成,這對加工來說,將根本不能完成加工任務甚至直接導致加工產品報廢。特別應注意的是:當數控程序所選刀號與主軸內原有刀號不一致時機床去換刀,如果刀庫內在換刀位置的刀座號內又有一把刀,這一現象絕不允許發生,一旦發生對刀庫來說將是破壞性的損壞。
圖2 描述的是該機床經常出現的故障之一,即在開機后換刀時,程序里規定的刀號并不取自于對應的刀座號,而是與對應的刀座號相差一個固定的差值。圖2 (a)中所示為1 號刀(方框中數字為刀具號)進入了5 號刀座(圓圈內數字為刀座號),2 號刀進入了6 號刀座,即順時針方向錯開了4 個刀號。圖2(b)顯示1 號刀進入了5 號刀座,20 號刀進入了2號刀座,即刀庫的旋轉方向正好與要求的方向相反。
分析圖2 (a)可知:系統把5 號刀座當成了1號刀座,6 號刀座當成了2 號刀座,其余類推。很明顯,這種故障是因為刀座的初始化位置不對造成。解決的辦法是:將一號刀座手動轉到換刀位置,重新將刀庫進行初始化設置即可排除故障。
分析圖2 (b)可知:此時刀庫的旋轉方向剛好與正確的方向相反,這是由于刀庫旋轉電機的轉向與要求的方向相反所致。解決的辦法是:先將刀庫旋轉電機的三相電源任意交換兩相,再將1 號刀座手動轉到換刀位置,最后將刀庫進行初始化設置即可排除故障。
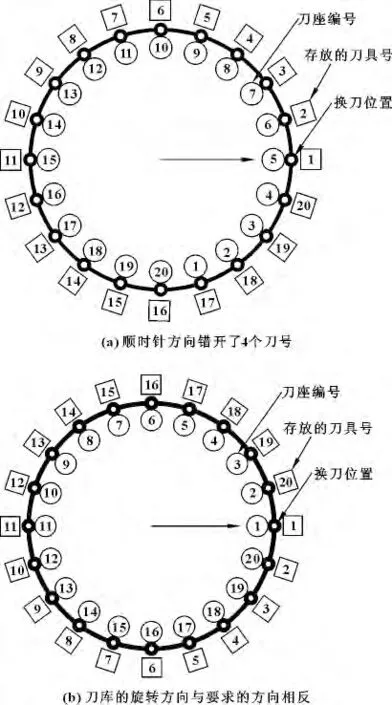
圖2 程序刀號與刀座號不對應故障圖
(2)主軸準停后,刀庫伸出后不換刀
這是該機床經常出現的故障,當數控系統執行換刀指令時,將按流程圖依次執行各個步驟,到刀庫伸出到位檢查為止,機床不再往下動作。
分析換刀流程圖可知,出現這一故障時,流程圖前面的判斷與選擇已經完成,主軸已來到換刀點,并且實現了主軸準停,也只有這些條件完成才具備刀庫動作的條件。導致這一故障的直接原因可能是刀庫伸出有問題,故障原因主要包括刀庫伸出的位置是否到位、到位行程開關是否有效、到位信號是否傳回到PLC 3 種基本情況。
檢查與維修這一故障的第一件事是在機床參數中找到刀庫伸出到位信號地址,檢測地址中反饋的數據是否有效。方法是找到對應的刀庫參數后,將刀庫人為地進行伸出與收回操作,檢查刀庫參數是否在“0”與“1”間變動,如果是,則說明此時刀庫伸出信號已能正確檢測,重啟系統應能往下工作。如果刀庫到位參數沒能正確檢測,則應檢查到位行程開關是否有效,如果確認到位開關有效,但到位參數還是沒能正確檢測,則應檢查從到位開關至PLC 信號采集模塊的連接線,一切正常后通常故障即可排除。
(3)主軸下移取刀,但當主軸下移到下止點與刀庫內刀具對準后,主軸內吹氣不停,不抓刀,主軸也不上移
對照流程圖1,到此步說明刀庫選刀已經完成,下一步就是主軸下移準備抓刀。根據故障現象,主軸內錐面已經與刀柄外錐面配合,且主軸內吹出的壓縮空氣正把主軸內錐孔表面與刀柄表面吹干凈,依流程圖可知,下一步應為緊刀程序,即主軸內的刀柄拉桿在蝶形彈簧的作用下上移,從而通過刀柄拉釘把刀具拉緊在主軸內錐孔內。
分析故障現象可知,問題出在主軸內的刀柄拉桿沒有把刀具上的拉釘拉緊,或者沒有把拉緊信號傳給PLC,從而使主軸內吹氣不斷。由于蝶形彈簧是在壓下氣缸的作用下把拉釘松開的,要想拉緊拉釘,必須使氣缸收回,從而使蝶形彈簧作用而拉緊拉釘,所以此時應檢測氣缸能否正確回程。當氣缸能正確回程后,蝶形彈簧自然就把拉釘拉緊,從而完成緊刀動作,之后即執行刀庫收回過程,然后繼續完成后續的換刀過程。
3 小結
從維修實例可知:依據斗笠式刀庫的工作流程圖,即可直接判斷故障可能指向的部位或過程,再結合機械與電氣原理,即可迅速完成刀庫故障的維修與保養。
[1]鄭英,劉讓賢,王艷.基于流程圖的加工中心模塊化數控編程[J].組合機床與自動化加工技術,2007(1):97-99.
[2]FANUC 0i MC 維修手冊[M].FANUC(中國)有限公司,2005.
[3]SIEMENS 802Dsl 參數說明書[M].西門子自動化(中國)有限公司,2007.
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年8期)2015-04-17 03:32:52
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年7期)2015-04-17 02:12:40
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
