鏜零件兩端雙面孔的工裝設計
2015-04-25 01:44:18教傳艷吳敬
機床與液壓 2015年8期
教傳艷,吳敬
(沈陽工學院,遼寧沈陽110005)
1 零件分析和加工難點
學院工廠加工一批零件,如圖1 所示。零件長1 000 mm、高400 mm、寬200 mm,兩端側面有φ40 mm 孔、φ55 mm 凹孔、φ35 mm 孔和φ45 mm 凹孔等,孔徑精度要求高,孔軸線與底平面基準A 平行度要求0.02 mm,同軸度要求φ0.03 mm。由于孔徑小、刀桿粗、兩孔距離長、刀桿短,無法一次裝夾完成兩端側孔的加工,必須調頭進行二次裝夾,由于找正難度大,無法保證零件兩端側孔的同軸度和平行度要求。
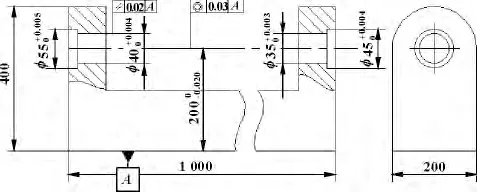
圖1 零件示意圖
2 解決措施及分析
針對零件兩端側孔加工難點,采取加工方案為:工作臺旋轉180°,制作定位塊定位,一次裝夾完成兩端側孔的加工。
采用機床:T611 鏜床。
鏜孔前要求零件底平面和寬度方向兩側面加工完成,其中一個側面作為側基準面。
制作定位塊一件,尺寸700 mm ×50 mm ×120 mm,定位塊側基準面由磨床加工完成。圖2 為零件定位示意圖。
制造定位彎板一件,高400 mm、寬200 mm,底平面用磨床加工完成,要求立面與底面垂直。
加工前,先將定位塊安裝在機床工作臺上,長度方向與機床刀桿平行,用百分表找正。定位彎板安裝在定位塊一側,中心距離定位塊側面基準為700 mm,找正完成,彎板立面與刀桿垂直。
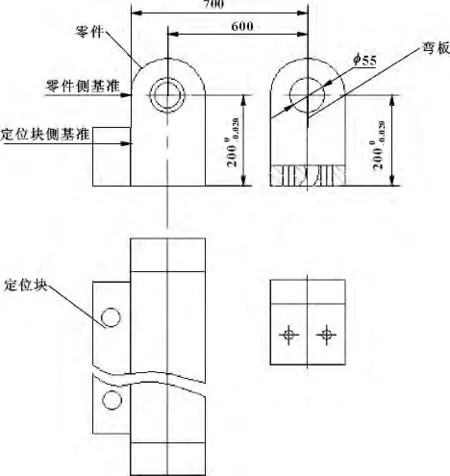
圖2 零件和定位塊彎板定位示意圖
加工過程:先將零件靠在長定位塊側基準面,零件側基準與定位塊側基準重合,零件夾緊固定,刀具找正加工零件一端側孔,保證孔中心到底平面基準的尺寸在mm 范圍內。加工完成后,刀具高度不變,工作臺平移600 mm。接著加工定位彎板上立面的孔φ55 mm,保證孔中心距底平面高度尺寸在范圍內。加工完成后,刀具高度仍不變,工作臺旋轉180°,零件另一側端面轉到加工位置,以定位彎板立面φ55 mm 孔的內表面為對刀基準面,進行對刀找正,刀具中心與φ55 mm 孔中心重合。找正結束后,工作臺再平移600 mm,刀具對準零件另一端側面,開始加工零件另一端側孔。
由于刀具高度始終保持不變,實現了零件孔軸線相對底平面的定位,保證了零件兩側端面孔軸線與基準底面A 的平行度要求。零件側基準面與定位塊側基準面重合,保證零件孔軸線到定位塊的距離不變。通過彎板上φ55 mm 孔的內表面進行找正,確立了刀具對刀找正的基準。
首件加工后,將零件卸下,定位塊和定位彎板位置不變。加工后續零件,只要將零件的側基準面靠在定位塊側基準面夾緊固定,以定位彎板上φ55 mm 孔內表面為對刀基準,對刀找正,刀桿中心與φ55 mm孔中心重合,平移工作臺600 mm,就可以加工零件的一端側孔。旋轉工作臺180°,就可以加工零件另一端側孔。
在工裝設計上,定位彎板與定位塊側基準的距離700 mm 是可變化的,可以根據機床工作臺的尺寸變化,距離700 mm 變化,則工作臺行走的距離600 mm隨之變化。定位塊和定位彎板的尺寸,定位彎板上φ55 mm 孔的尺寸也可以變化,可以根據零件的大小而改變。但是一旦上述尺寸確定后,在加工過程中這些尺寸就固定不變了。
加工時務必保證定位彎板上的φ55 mm 孔軸線距工作臺高度尺寸在2000-0.02mm 范圍內,這一尺寸決定了刀具相對工作臺的高度,從而決定了被加工零件孔的軸線與零件底面基準面的高度尺寸和平行度。工作臺行走的距離600 mm 也是非常重要的,其正確性決定零件兩側端面孔的同軸度。這一尺寸與機床的精度有很大關系,應考慮機床本身的精度。
3 結束語
采取上述方法,解決了零件孔小、刀桿粗、孔距離長、刀桿短、無法一次裝夾加工的難點,克服了二次裝夾加工找正困難的問題,實現了一次裝夾保證加工質量的目的;加工時間短,效率高;工裝設計簡單,加工操作方法方便;不僅適用于單件加工,而且適用于批量加工。
[1]金屬機械加工工藝人員手冊修訂組.金屬機械加工工藝人員手冊[M].上海:上海科學技術出版社,1983.
