船用柴油機關(guān)鍵零部件數(shù)控加工工藝參數(shù)優(yōu)化及仿真研究
2015-05-10 07:51:30周宏根景旭文謝巍賈永鵬李磊
機床與液壓 2015年8期
周宏根,景旭文,謝巍,賈永鵬,李磊
(江蘇科技大學(xué)機械工程學(xué)院,江蘇鎮(zhèn)江212003)
我國船用柴油機制造企業(yè)在制造柴油機關(guān)鍵零部件時,所選用的切削參數(shù)以及機床的轉(zhuǎn)速等都比較保守,這些工藝參數(shù)的選取還是依據(jù)相關(guān)工藝手冊數(shù)據(jù)或經(jīng)驗數(shù)據(jù),這種傳統(tǒng)的加工制造現(xiàn)狀嚴重阻礙了我國船用柴油機制造水平的發(fā)展和提高[1]。20世紀70年代國外對數(shù)控加工切削參數(shù)優(yōu)化問題的研究主要集中在建立切削參數(shù)數(shù)據(jù)庫方面[2-3]。伴隨著計算機技術(shù)、人工智能技術(shù)和有限元分析技術(shù)的迅速發(fā)展,各種切削參數(shù)優(yōu)化方法陸續(xù)提出,主要包含在線切削參數(shù)優(yōu)化和離線切削參數(shù)優(yōu)化[4-5]。文中以此為背景,為改善我國船用柴油機加工制造水平,提出了一種數(shù)控加工工藝參數(shù)優(yōu)化及仿真驗證的思路。
1 數(shù)控加工工藝參數(shù)優(yōu)化及仿真方法設(shè)計
數(shù)控加工工藝參數(shù)不但是數(shù)控加工過程當中最重要的因素,同時也是數(shù)控加工工藝優(yōu)化的根本。文中提出的數(shù)控加工工藝參數(shù)優(yōu)化及仿真驗證思路如圖1所示,首先建立數(shù)控加工工藝參數(shù)優(yōu)化的數(shù)學(xué)模型,其中目標函數(shù)可以是最大生產(chǎn)率、最低生產(chǎn)成本、最高利潤或多目標優(yōu)化幾個方面;設(shè)計變量包括主軸轉(zhuǎn)速、每齒進給量、軸向切深、徑向切深等;約束條件包括機床約束、刀具約束及零件約束等;然后通過數(shù)控銑削加工切削參數(shù)優(yōu)化系統(tǒng)對工藝工程師設(shè)計的工藝參數(shù)進行優(yōu)化。由于優(yōu)化后工藝參數(shù)的有效性有待于驗證,因此優(yōu)化結(jié)束后,借助工藝仿真有限元軟件,建立工件和刀具模型,定義各環(huán)境屬性及設(shè)置運動關(guān)系,通過有限元分析,獲得加工過程中刀具的各物理變量值,經(jīng)過合理的分析從而驗證優(yōu)化后的工藝參數(shù)是否符合要求,如果不符合要求,則重新進行優(yōu)化與仿真,反之即為最優(yōu)工藝參數(shù)。

圖1 工藝參數(shù)優(yōu)化及仿真流程設(shè)計
2 工藝參數(shù)優(yōu)化數(shù)學(xué)模型建立
建立數(shù)學(xué)模型是進行優(yōu)化設(shè)計的首要關(guān)鍵任務(wù),優(yōu)化設(shè)計問題的數(shù)學(xué)模型包括目標函數(shù)、約束條件和設(shè)計變量[6]。
2.1 目標函數(shù)
在優(yōu)化問題中,可以用設(shè)計變量的函數(shù)來描述的設(shè)計目標稱為目標函數(shù)。當給定一組設(shè)計變量值時,就可計算出相應(yīng)的目標函數(shù)值。文中以數(shù)控銑削加工為例進行分析,其工藝參數(shù)優(yōu)化的目標可以從最高生產(chǎn)率、最低加工成本、最高利潤和多目標等方向進行選取。
材料去除速率MRR(Material Removal Rate)可以表示為軸向切深ap、徑向切深ae、主軸轉(zhuǎn)速n、每齒進給量ft和銑刀齒數(shù)N之間的關(guān)系函數(shù):

2.2 設(shè)計變量
在銑削加工優(yōu)化過程中,工藝參數(shù)主要包含n、ft、進給速度vf、fr、切削速度vc、ap以及ae。其中,當銑刀直徑為D時,切削速度vc和主軸轉(zhuǎn)速n之間有如下的關(guān)系:

進給速度vf、每齒進給量ft、每轉(zhuǎn)進給量fr之間有如下關(guān)系:

由式(2)、式(3)可知:銑削加工中,相互獨立的設(shè)計變量分別是n、ft、ap以及ae。
2.3 約束條件
銑削加工過程中切削參數(shù)優(yōu)化的約束條件包括機床約束、刀具約束、零件約束等幾大類約束條件。機床約束包含主軸轉(zhuǎn)速、進給速度、主軸功率、主軸轉(zhuǎn)矩、進給抗力等;刀具約束包含軸向切深、徑向切寬、刀具壽命、切削速度等;零件約束包含粗糙度、零件變形等。
(1)切削功率約束
作用在主軸上的瞬時銑削功率Pc需要通過切削力Ft由下式計算,其取值必須小于機床能夠提供的功率。切削功率約束條件可以表示為:

其中:Pe為機床主軸電機能夠提供的功率;ηs為機床效率。
(2)切削速度約束
切削速度受機床和刀具與工件材料限制,其約束條件可以表示為:

其中:nmin、nmax分別為機床最低、最高允許主軸轉(zhuǎn)速;
vtmin、vtmax分別為特定刀具切削特定工件材料時的最小和最大允許切削速度。
(3)表面粗糙度約束
根據(jù)經(jīng)驗公式,立銑時零件的表面粗糙度約束條件可以表示為:

其中:Ra,Ramax分別為粗糙度和最大許用粗糙度值,μm;ft為每齒進給量值,mm;D為銑刀直徑。
3 工藝參數(shù)優(yōu)化
3.1 優(yōu)化原理概述
數(shù)控銑削加工切削參數(shù)優(yōu)化系統(tǒng)以銑削加工力學(xué)仿真為基礎(chǔ),對數(shù)控加工過程中的主軸功率,主軸扭矩,X向、Y向、Z向銑削力,刀尖變形量等進行加工仿真預(yù)測。從優(yōu)化目標、設(shè)置各方面的約束、優(yōu)化變量的選取3 方面建立工藝參數(shù)優(yōu)化模型,通過仿真計算獲得滿足約束條件下的最優(yōu)工藝參數(shù)[7]。
3.2 工藝參數(shù)優(yōu)化求解
以船用柴油機缸蓋為研究對象,其材料為QT500-7GB/T1348-1988。工廠原用切削參數(shù)為:n=3 000 r/min、vf=150 mm/min、ae=2.5 mm、ap=10.0 mm。數(shù)控加工機床為臥式加工中心THM6380,轉(zhuǎn)速范圍20~8 000 r/min,進給速度范圍0~15 m/min。
(1)確定優(yōu)化目標及選擇優(yōu)化變量
考慮到加工效率能夠有效改善企業(yè)的生產(chǎn)現(xiàn)狀,同時效率提高了,相對成本也就降低了,因此這里選擇材料去除速率作為優(yōu)化目標。選取設(shè)計變量并賦初始值,同時根據(jù)機床的相關(guān)參數(shù)要求,給定設(shè)計變量的取值范圍,如圖2所示。
(2)約束條件設(shè)置
參數(shù)優(yōu)化的約束條件可以分為3 類:機床約束、刀具約束、工件約束。機床約束主要包括機床的主軸轉(zhuǎn)速、進給速度、主軸功率、扭矩等的約束,其設(shè)置如圖3所示。同時設(shè)置刀具約束及工件約束。
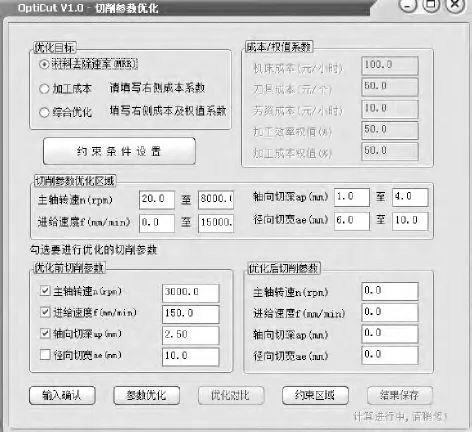
圖2 設(shè)計變量、優(yōu)化目標設(shè)置
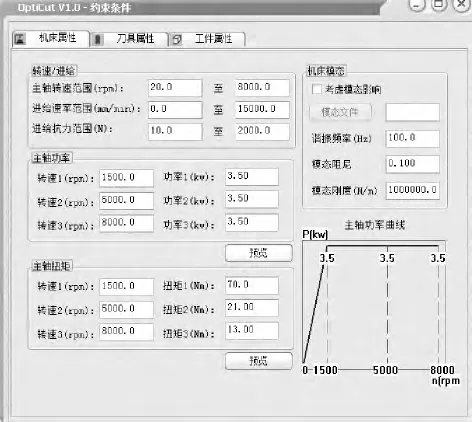
圖3 機床約束設(shè)置
(3)優(yōu)化結(jié)果
優(yōu)化前后的切削參數(shù)以及材料去除速率如表1所示。可以看出:優(yōu)化前材料的去除速率為3.75 cm3/min,優(yōu)化后材料的去除速率為14.04 cm3/min。通過優(yōu)化,在刀具、機床允許的進給速度范圍內(nèi)和工件約束的前提下,通過提高進給速度,使加工的切削效率提高了2.74 倍,顯著提高了企業(yè)的加工效率,同時也降低了企業(yè)的相對成本。
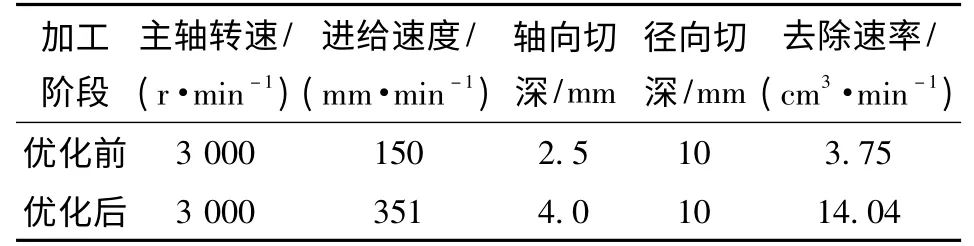
表1 優(yōu)化結(jié)果對比
4 數(shù)控切削過程仿真分析
DEFROM-3D 軟件以金屬切削理論、彈塑性力學(xué)、剛塑性力學(xué)、熱學(xué)等學(xué)科為理論基礎(chǔ),實現(xiàn)對金屬各種加工過程的物理仿真,所以選擇DEFROM-3D來驗證優(yōu)化后的工藝參數(shù)[8]。
4.1 工藝仿真過程分析
(1)建立刀具和工件模型
DEFORM 軟件不具備三維建模功能,在構(gòu)建模型時一定要借助別的三維建模軟件。為了減少計算規(guī)模并提高運算效率,導(dǎo)入模型之前需要對工件模型進行簡化,作者在SolidWorks 軟件中建立部分毛坯模型和銑刀模型,并保存成STL 格式。
(2)輸入材料數(shù)據(jù)
研究對象船用柴油機缸蓋零件所使用的材料是QT500-7,加工缸蓋所用的銑刀材料為WC 硬質(zhì)合金,查詢機械加工工藝設(shè)計手冊可知,其材料屬性值見表2—3。
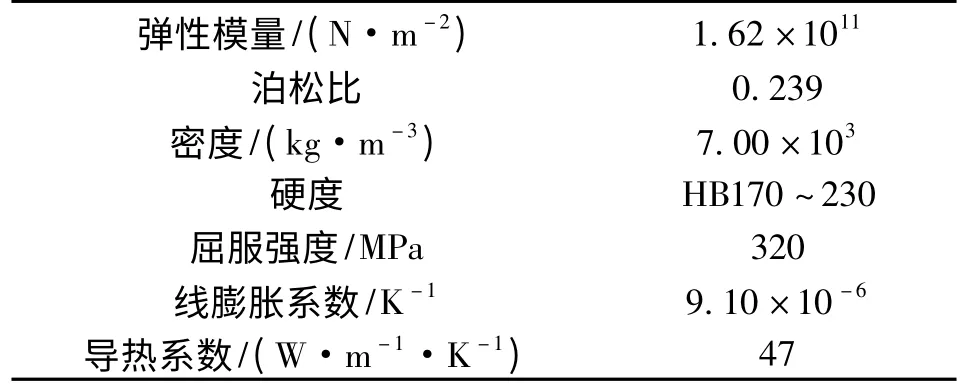
表2 QT500-7 材料屬性
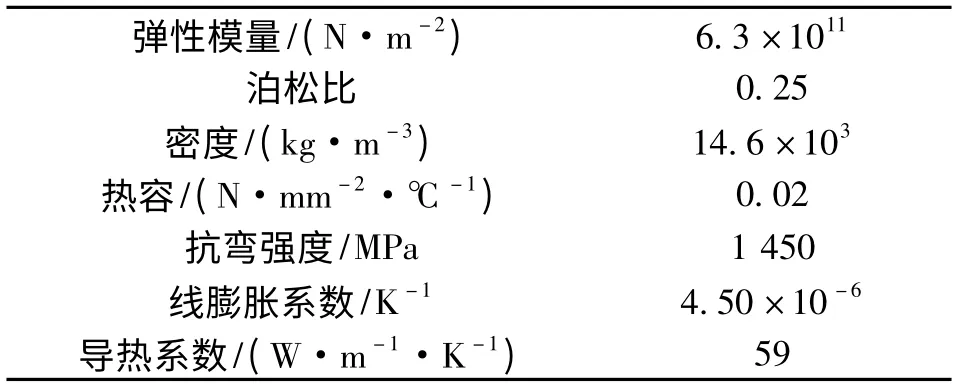
表3 WC 硬質(zhì)合金銑刀屬性
(3)網(wǎng)格劃分
采用絕對網(wǎng)格設(shè)置,可以提高仿真模擬的準確性。為了避免不合格單元的產(chǎn)生和提高計算精度,選擇絕對網(wǎng)格劃分方法對缸蓋和立銑刀進行網(wǎng)格劃分,設(shè)計刀具和缸蓋的網(wǎng)格劃分數(shù)量均為25 000。
(4)運動關(guān)系設(shè)置
在銑刀加工缸蓋過程中,缸蓋是固定不動的,所以應(yīng)約束缸蓋在X、Y、Z三個方向運動。銑刀進行銑削加工時,除了自身要轉(zhuǎn)動之外,還要具有-Z方向的進給速度;其轉(zhuǎn)速設(shè)置為3 000 r/min,進給量設(shè)置為351 mm/min,切削深度為4 mm。
(5)仿真設(shè)置
設(shè)置仿真步數(shù)等基本信息,到此仿真前的準備工作就完成了。
4.2 仿真結(jié)果分析
銑削加工仿真完成后,主要觀察銑削力、銑削溫度場等,對這些參數(shù)進行分析,并且比較優(yōu)化前后銑削力、銑削溫度的情況。
(1)銑削力分析
銑削力是研究銑削加工過程最關(guān)鍵的物理因素之一,銑削力的大小直接決定切削熱、零件表面質(zhì)量以及刀具的使用壽命。DEFORM-3D 仿真可以得到X、Y和Z三個方向的銑削力。優(yōu)化前后的三向銑削力如圖4、圖5所示。
圖4 優(yōu)化前X、Y、Z 方向的銑削力
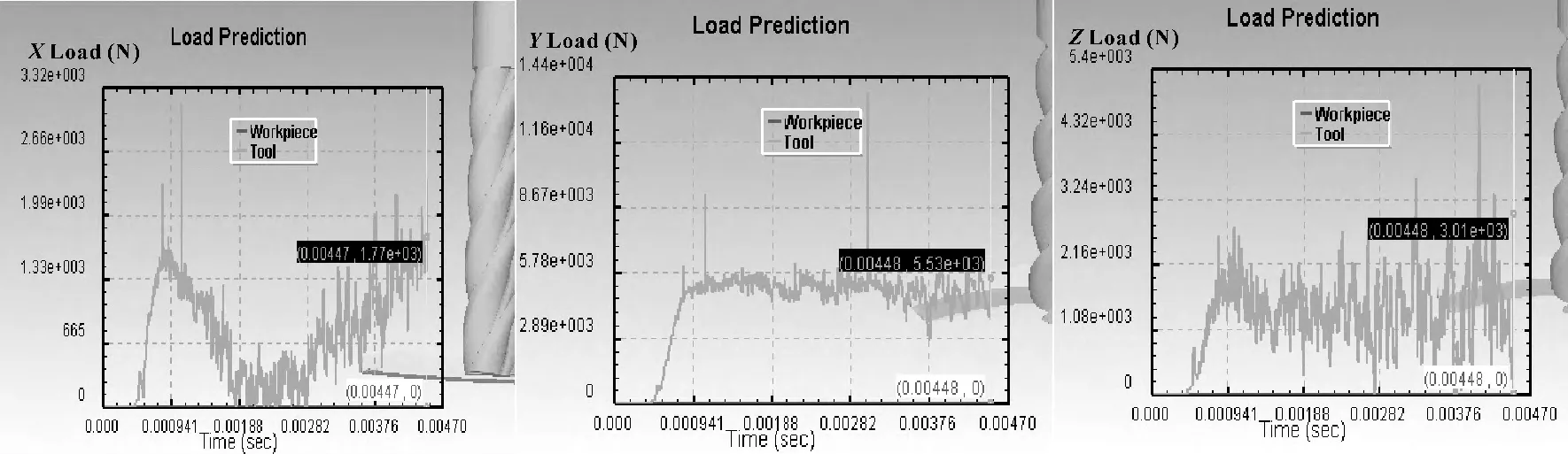
圖5 優(yōu)化后X、Y、Z 方向的銑削力

圖6 優(yōu)化前切削區(qū)溫度
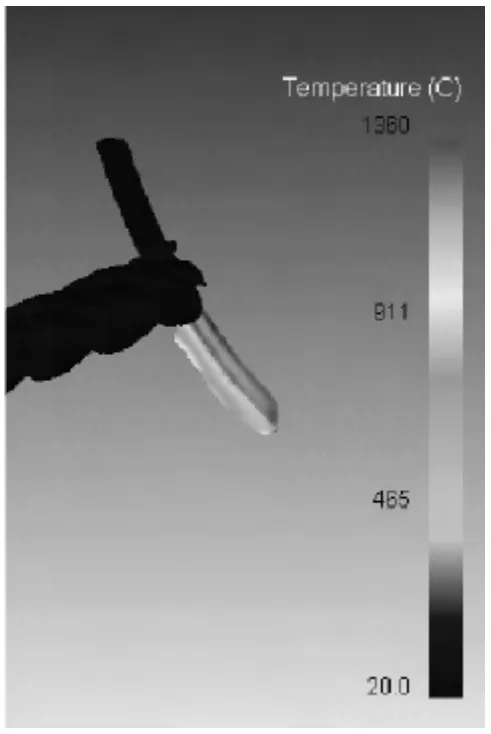
圖7 優(yōu)化后切削區(qū)溫度
加工過程中,X、Y和Z方向銑削力曲線總體變化趨勢一致。優(yōu)化前X方向的銑削力在700 N 上下波動,而且上下波動比較大;優(yōu)化后,由于切削深度增加了,銑削力略有上升,但上下波動不明顯。優(yōu)化后Y、Z方向的銑削力都有明顯的下降,而且相對優(yōu)化前波動不大。切削力的預(yù)測為實際切削過程提供一定的參考。
(2)銑削過程溫度場分析
銑削加工過程中,由于缸蓋材料發(fā)生塑性變形、彈性變形、立銑刀前刀面跟切屑之間的擠壓摩擦以及缸蓋已加工表面跟立銑刀后刀面之間的摩擦,導(dǎo)致切削熱的產(chǎn)生,主要集中在缸蓋和立銑刀的接觸區(qū)域。優(yōu)化前后切削區(qū)溫度如圖6 和圖7所示。
由圖6—7 可知:缸蓋的溫度變化均集中在缸蓋外表面,內(nèi)部的溫度基本不變化;立銑刀的最高溫度集中在主切削刃的區(qū)域。對比兩圖可知:優(yōu)化前最高溫度在1 530 ℃,優(yōu)化后最高溫度在1 360 ℃,優(yōu)化后的銑削溫度明顯降低,達到了優(yōu)化的效果。
5 結(jié)論
提出了數(shù)控加工工藝參數(shù)優(yōu)化及仿真驗證的思路,詳細闡明了工藝參數(shù)優(yōu)化模型的建立、優(yōu)化的求解以及工藝仿真分析。結(jié)合船用柴油機缸蓋零件的工藝參數(shù)優(yōu)化和仿真,通過優(yōu)化和仿真提高了缸蓋加工過程中的材料去除率,從而提高了數(shù)控加工效率、降低了生產(chǎn)成本,對零件的表面質(zhì)量及加工精度具有十分重要的意義;更重要的是不僅驗證了文中思路的可行性,同時也改變了柴油機制造企業(yè)落后的技術(shù)水平和傳統(tǒng)觀念,為更大發(fā)揮現(xiàn)有數(shù)控機床的潛能提供了一條新路,對實際加工過程具有重要的指導(dǎo)意義。
[1]劉洋,蘭天旭,張勝文,等.船用柴油機關(guān)鍵件銑削加工參數(shù)優(yōu)化的研究[J].機械設(shè)計與制造,2011(1):178-180.
[2]RIBERO M V,COPPINI N L.An Applied Database System for the Optimization of Cutting Conditions and Tool Selection[J].Journal of Materials Processing Technology,2002,92/93:372-376.
[3]BLACK I,LIVINGSTONE S A J,CHUA K L.A Laser Beam Machining(LBM)Database for Ceramictile[J].Journal of Materials Processing Technology,2001,84:45-58.
[4]程偉,梁萍.基于Web 的數(shù)控加工切削參數(shù)優(yōu)化系統(tǒng)的研究[J].新技術(shù)新工藝,2006(5):36-40.
[5]ALTINTAS Y,MERDOL S.Virtual High Performance Milling[J].CIRP Annals-Manufacturing Technology,2007,56(1):78-86.
[6]劉強,李忠群.數(shù)控銑削加工過程仿真與優(yōu)化:建模、算法與工程應(yīng)用[M].北京:航空工業(yè)出版社,2011:134-148.
[7]劉強,尹力.一種面向數(shù)控工藝參數(shù)優(yōu)化的銑削過程動力學(xué)仿真系統(tǒng)研究[J].中國機械工程,2005,16(13):1146-1150.
[8]宋健.基于DEFORM-3D 的發(fā)動機缸體鉆削仿真及切削參數(shù)優(yōu)化[D].大連:大連理工大學(xué),2012:33-41.
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現(xiàn)代企業(yè)(2015年2期)2015-02-28 18:45:09
