液壓推鋼機故障分析與對策
2015-04-25 01:44:16楊莉華
機床與液壓 2015年8期
關鍵詞:系統
楊莉華
(四川機電職業技術學院,四川攀枝花617000)
軋鋼廠液壓式推鋼機主要由液壓泵站、中間管路、控制閥臺和液壓缸動作機構4 個部分組成,在工作時,液壓泵輸出壓力油提供動能,壓力油通過中間管路、控制閥臺進入液壓缸,利用液壓缸的伸縮帶動推頭完成推送鋼坯的過程。推鋼機推頭的前進后退由控制閥臺控制完成,具有操作簡單方便、推力大、動作平穩等優點。但由于設備場地限制和設計上存在的缺陷,某軋鋼廠所使用的液壓式推鋼機故障頻發,嚴重制約生產節奏,影響鋼材產量并造成較大的油耗和更換備件的費用。
1 推鋼機液壓系統工作原理
圖1 所示為該軋鋼廠液壓推鋼機的液壓系統原理圖,是由1 個三位四通P 型電磁閥為先導閥和4 個插裝閥1、2、3、4 構成的“O”型中位職能電液插裝邏輯閥的回路。其液壓系統主要由電液換向閥、前進調速閥組(未畫出)、后退調速閥組(未畫出)和液壓缸組成。其中液壓缸為執行元件,帶動推鋼機推頭一起運動完成推鋼機推鋼動作;兩個調速閥組通過節流孔控制流過閥件的液體流量,實現對推鋼機前進和后退的速度控制;電液插裝邏輯閥是該液壓回路的換向機構。如圖1 所示,當電磁換向閥兩邊均不得電時,換向閥執行中位機能,壓力油經過換向閥流入4個插裝閥的控制口,插裝閥閥芯在其作用下全部關閉,油路中沒有油液流動,推鋼機保持靜止。當換向閥線圈左邊得電時,P 口壓力油流入2 號、4 號插裝閥的控制口,而1 號、3 號插裝閥的控制口與油箱相通,控制口壓力降低,1 號和3 號插裝閥閥芯在高壓油作用下向上打開,壓力油經由P→B 口→前進調速閥組→液壓缸的無桿腔,液壓缸有桿腔的油則流經后退調速閥組→A 口→T 口→油箱,活塞桿伸出,推鋼機完成向前推鋼的動作。反之,當電磁換向閥右邊得電時,在壓力油作用下1 號和3 號插裝閥關閉,2 號和4 號插裝閥打開,P 口壓力油經2 號插裝閥A 口→退回調速閥組→液壓缸有桿腔,液壓缸無桿腔的油經過前進調速閥組→B 口→T 口流回油箱,活塞桿縮回,推鋼機完成退回的動作。
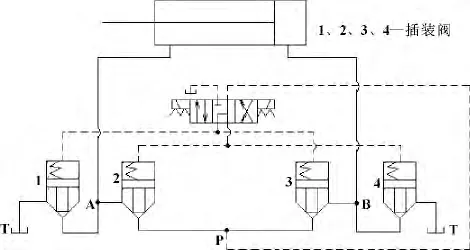
圖1 推鋼機液壓系統原理圖
2 故障表現形式
(1)推鋼機啟動和回程過程中,閥臺附近管路抖動劇烈,噪聲大,常造成中間管路應力集中部位和焊接部位破裂,導致大量漏油,使得整個液壓系統壓力降低,推鋼機無法正常工作。
(2)液壓管接頭處密封件經常損壞,使用壽命降低。
(3)液壓缸內密封件損壞出現內泄,導致推鋼機工作不正常。若處理不及時,缸筒內壁易被拉傷,造成液壓缸整體報廢。
(4)推鋼機動作可靠性差。
3 故障原因分析
在對推鋼機常見故障進行分析后發現:推鋼機液壓管路振動、噪聲大、接頭密封件損壞、液壓缸內泄等故障,均由系統中存在較大的液壓沖擊引起。這與推鋼機液壓系統設計缺陷、元件規格選擇不匹配、場地布局不合理等因素有關。
3.1 插裝閥開啟速度過快造成沖擊
對于外控供油方式的插裝元件,開啟速度的主要決定因素是插裝閥A 腔和B 腔的壓力pA、pB以及控制油腔X (C)腔排油管(往油箱)的流動阻力。當pA和pB很大,而X 腔排油很暢通時,閥芯上下作用力差將很大,所以開啟速度將極快,以至造成很大的沖擊和振動。由圖1 可知,在推鋼機靜止的時候,壓力油作用在2 號插裝閥的B 口和3 號插裝閥的A 口,使得B 口與A 口一直保持著約等于系統壓力的高壓狀態,且積累著相當大的壓力能。由于插裝閥通徑大、壓差高,當2 號或者3 號插裝閥被打開的瞬間,壓力能急劇降低,落差增大,高壓大流量液壓油通過插裝閥流入回路,產生巨大的液壓沖擊。
3.2 元件選擇不當引起振動和噪聲
1 號和4 號放油插裝閥尺寸規格如果選擇不合適,沒有足夠的通流能力,會出現回路阻力過大引起振動和噪聲現象。此推鋼機系統4 個插裝閥型號(通徑)一樣,必然會加劇振動和噪聲。
3.3 回路設計不合理造成壓力干擾
該推鋼機液壓系統是由1 個三位四通P 型電磁閥為先導閥和4 個插裝閥構成的“O”型中位職能的電液插裝邏輯閥的回路,由主油路引出的控制油pX經“P”型中位機能三位四通電磁換向閥分別進入4 個插裝閥的控制腔。理論上講,電磁換向閥處于中位時,各插裝閥 (1、2、3、4)應全部關閉,P、T、A、B 互不相通,但在實際工作時,這種中位封閉式結構往往會引起壓力干擾,在P、T、A、B 4 個油口中仍然會出現某兩個短時溝通的現象。例如在P-B、A-T 的工況下,液壓缸活塞左行,過渡到中位時,由于液壓缸的慣性,會給A 腔加壓,出現壓力pA升高大于pX的現象,這樣1 號插裝閥打開,仍然有A→T 的油流存在,使系統工作出現不正常,造成推鋼機動作可靠性差。
3.4 場地布局不合理
因場地限制,液壓站與控制閥臺之間液壓管比較長,彎頭數量多,還存在約20 m 的高度差。液壓站蓄能器組在該液壓系統中僅僅起到補償壓力流量的作用,不能很好地發揮緩沖作用,管路振動和噪聲大。
4 故障解決方案
4.1 液壓系統改造
改造后的液壓系統圖如圖2 所示。在每組插裝閥控制腔的排油管路上加裝單向節流閥,通過節流孔調速作用來控制插裝閥的開閉時間,從而減少閥件快速開閉引起的液壓沖擊。
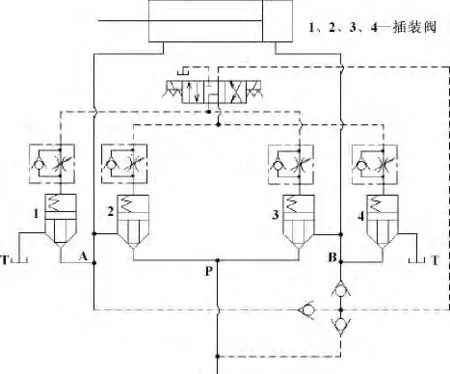
圖2 改造后的推鋼機液壓系統圖
同時,增加3 個單向閥,這樣不管何種現象出現,控制油壓力pX始終取自p、pA、pB中壓力最高者,使其在中位及工作位置時,插裝閥1 ~4 將嚴格按照預定的控制處于正確的工作狀態,達到預防壓力干擾的目的。
另外,插裝閥規格選取,1 號和4 號插裝閥的尺寸選擇比2 號和3 號插裝閥大一個規格檔次,以增大過流能力,從而減小噪聲和振動現象。
4.2 重新布管,減少管路帶來的液壓沖擊
為了減少由液壓管路產生的液壓沖擊和液壓系統的不穩定性,對液壓管路進行了如下優化:首先,將推鋼機控制閥臺移動至兩推鋼機液壓缸中間位置,從而減少了管道長度,同時使閥臺與兩推鋼機距離大致相等,方便了對推鋼機同步運行的控制;在重新布管的時候,最大限度減少了彎頭數目,在轉彎不可避免的地方,采用鈍角轉彎模式,取消了直角彎頭,避免了因管道引起的液壓沖擊。同時,在對推鋼機硬管進行優化的時候,利用軟管吸振功能,將部分管路改造成軟管連接,并使拆裝更加方便。
4.3 發揮蓄能器吸收沖擊的作用
從前面的分析中已經知道:在推鋼機動作周期內,蓄能器沒有起到吸收壓力脈動的作用。將蓄能器組由液壓站位置移動至操作臺下方,盡量靠近閥臺,從而充分發揮其吸收壓力脈動的功能,以達到減小液壓沖擊的目的。
5 結束語
通過對推鋼機液壓系統改造、管路優化和蓄能器搬遷等一系列措施的實施,液壓推鋼機振動、噪聲、壓力干擾等故障問題得到根本解決,大幅度提高了液壓缸、密封件等備件的使用壽命,極大地降低了工人的勞動強度,效果顯著。
[1]陸望龍.實用液壓機械故障排除與修理大全[M].長沙:湖南科學技術出版社,2007.
[2]劉延俊.液壓系統使用與維修[M].北京:化學工業出版社,2006.
[3]盛兆順.設備狀態監測與故障診斷技術及應用[M].北京:化學工業出版社,2003.
[4]劉忠.工程機械液壓傳動原理、故障診斷與排除[M].北京:機械工業出版社,2005.
[5]文慶明,程志彥.軋鋼機械設備[M].北京:人民郵電出版社,2006.
[6]鄒家祥.軋鋼機械[M].北京:冶金工業出版社,2006.
[7]徐小力.機電設備監測與診斷技術[M].北京:中國宇航出版社,2003.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
