重型機床蝸桿蝸條傳動部件側隙不良的影響與修復
2014-04-21 06:49:46朱學輝
機械工程師 2014年2期
關鍵詞:故障
朱學輝
(哈爾濱電機廠有限責任公司,哈爾濱150040)
0 引言
臥式鏜床、龍門銑床、落地鏜床等各種重型機床常見于各大裝備制造企業中,設備的滑座傳動部分大多采用蝸桿與蝸條副傳動機構。蝸桿蝸條的傳動形式大體分為兩類形式:1)蝸桿僅作旋轉運動,蝸條作往復直線運動。2)蝸桿除了作旋轉運動外,還跟隨滑座作往復直線運動,蝸條則固定不動。該類設備由于長期使用經常會出現滑座低速運行時的爬行故障,即滑座低速運行時運行狀態不連續,時斷時續的現象我們稱為爬行。
爬行檢測方法:將百分表吸附于機床導軌,表頭指定于滑座上,此時滑枕進行低速運行,這時滑座的運行情況將全部反映在百分表上,從百分表上可以看出一走一停的爬行現象。
根據多年設備大修經驗,特對該故障作以具體分析并加以總結。通過該文章與廣大裝備維修人員共同學習探討。
1 爬行故障造成的影響
機床滑座在進行低速運動時如發生爬行故障,會導致加工工件的表面出現不規則的紋路,表面粗糙度高,情況嚴重時還會發生刀片碎裂,既影響了產品質量又造成一定的安全隱患,同時運行中由于爬行所產生的沖擊接觸極大地降低了傳動部件的使用壽命。
2 爬行故障產生的主要因素分析
爬行故障的發生除了電氣因素、導軌副間的摩擦不良和傳動部件剛度不足等原因外,蝸桿蝸條副的配合側隙過大是造成低速爬行的主要原因。以下就蝸桿蝸條副側隙對機床運行爬行的影響作以分析。
重型機床滑座由于長期使用或潤滑不良常常導致蝸桿蝸條副磨損嚴重,產生較大側隙。當滑座開始傳動時,由靜止狀態轉變為運動狀態,如圖1所示蝸桿齒面A與蝸條齒面B接觸,當蝸桿繼續轉動時,將使蝸條推動整個運動部件克服摩擦阻力向箭頭所示方向進行移動,然而當由靜摩擦轉為動摩擦的瞬間,使運動部件產生了一個慣性,由于這個慣性的產生促使滑座前進的速度高于蝸桿的推進速度,引起蝸條C面與蝸桿D面的接觸或撞擊,因而必須經過一個周期才能使蝸桿A面再度與B面接觸。在這期間內,運動部件失去蝸桿的推動力,由于導軌面摩擦阻力的存在,蝸條處于短期的靜止狀態,當傳動部件再度接觸時,滑座繼續運動,以上過程會存在滑座的整個運行過程中,如此循環。所以蝸桿蝸條副的嚙合側隙越大,造成滑座的爬行狀況越嚴重。
3 針對該類故障的排除方法
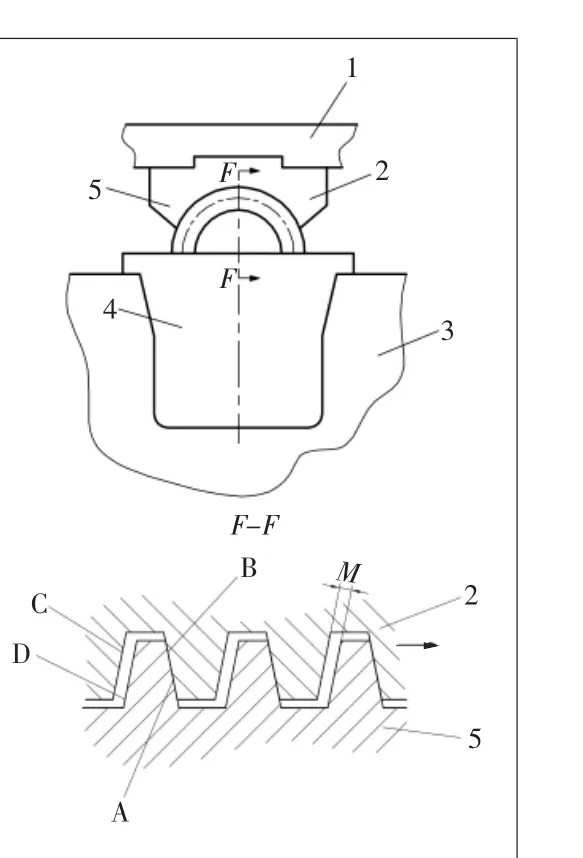
圖1 蝸桿傳動示意圖
方法一:采用雙蝸桿消隙結構,該結構為主副蝸桿結構,其中主蝸桿用于傳遞動力,副蝸桿用于消除蝸桿蝸條副的嚙合側隙,此種方法與普通臥式車床中滑板的雙螺母調隙結構原理及數控設備中常見的可調隙滾珠絲杠絲母副原理相類似。該方法的缺點為改造成本較高,優點是可杜絕該類問題的再度發生。
方法二:修復與補償蝸桿蝸條磨損所造成的側隙間隙(圖中M尺寸)過大的問題。根據蝸桿蝸條副的實際磨損情況,新配蝸桿的齒厚以對側隙過大的補償,使蝸桿蝸條副得以修復并保證正確的側隙,即可有效防止工作臺低速狀態下爬行故障的發生。具體實施方案如下:
為了保證蝸桿蝸條副的嚙合質量,需要更換蝸桿時,可以先將備件蝸桿車成半成品入庫,待蝸條齒間尺寸確定后再進行精車螺紋。同時,為了防止在利用蝸桿進行研刮蝸條面時將新的蝸桿齒面拉毛,可以將舊蝸桿再精車一刀利用,但必須和配置新蝸桿在同一車床上車削螺紋。精車舊蝸桿時必須保證兩個蝸桿的齒形半角一致,達到Ⅲ級精度,在精車舊蝸桿時齒厚尺寸沒有要求,但螺紋表面粗糙度需達到Ra0.6,齒形正確,一般可采用樣板透光法檢查即可。
蝸條的配刮工藝如下:合研蝸條時先將精車后的舊蝸桿裝上做研具進行配刮,刮到蝸條齒面接觸率50%以上,再換上新蝸桿進行配刮。蝸條齒面接觸率在齒高上達到70%,在齒長方向達到60%即為合格。刮研蝸條面應在床身與工作臺精度合格的前提下進行。新蝸桿與經過刮研后的蝸條面之間的嚙合側隙應為0.10~0.15 mm。該方法的缺點為:不能杜絕蝸桿蝸條副的再次磨損,使用一定周期后可能再次發生該故障,優點為維修工期短,成本低,修后使用過程中需注意保持該部位良好的潤滑,仍能達到滿意的效果。
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年8期)2015-04-17 03:32:52
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年7期)2015-04-17 02:12:40
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
