遠洋萬噸巨輪柴油機曲軸安裝找正加工流程
2014-08-24 02:52:44王虹丁磊
機械工程師 2014年2期
王虹, 丁磊
(齊重數(shù)控裝備股份有限公司研發(fā)中心,黑龍江 齊齊哈爾 161005)
1 曲軸安裝找正加工流程
以6S50MC-C曲軸加工為例。如圖1所示,該曲軸主軸徑單邊預留加工余量為3 mm,即圓周上余量為6 mm;曲拐頸單邊加工余量為2.5 mm,即圓周上余量為5 mm。
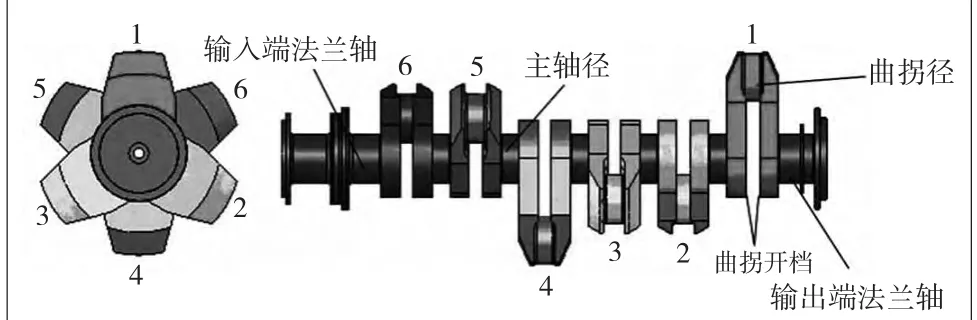
圖1 曲軸示意圖
1.1 安放曲軸前的準備工作
調整各中心架在工件床身上的位置;調整各中心架套筒的伸出量。一般各中心架的中間支撐伸出比左、右支撐低20 mm。
1.2 曲軸安放找正
安放曲軸,用各中心架左右套筒將曲軸拖住,并測量曲軸端面距花盤的距離,使彈性卡爪能夠正確地夾持在法蘭的圓周上,在最終就位前,可適當調整各中心架位置,避免與曲拐干涉。
找正與調整:將百分表坐在花盤上,測頭打在法蘭圓周上,然后旋轉花盤。觀察百分表示數(shù),并機動調整緊靠花盤的中心架左、右套筒。調整完畢后,將表座在尾座前圓平面上,測頭打在靠尾座處的法蘭圓周上,旋轉尾座主軸,觀察表示數(shù),同時機動調整緊靠尾座的中心架左、右套筒,直到同軸在允差內(nèi)。用電鉆驅動卡爪增力絲杠,使卡爪趨近曲軸法蘭外圓,大約距離外圓剩20 mm時,用棘輪扳手,并最終用力矩扳手鎖緊。然后按經(jīng)驗,調整除緊靠主軸箱和緊靠尾座外的,其余中心架中間浮動支撐的壓力值(經(jīng)驗值為:②號架2.25 MPa;③號架3.9 MPa;④號架4.25 MPa;⑤號架4.45 MPa;⑥號架4~5 MPa;⑦號架4 MPa)。
撤掉中間所有中心架的左右支撐,只用浮動支撐,僅有緊靠主軸箱和尾座的兩個中心架用左右支撐,用花盤固定后,第1個中心架的支撐可全部撤掉。
在找正過程中,中間各中心架左、右位置相應調整盡量使支撐位于各部主軸徑的中間位置。
將拐檔表安放在各拐檔間,從床頭至尾座,依次車削每段主軸徑。此時加工又稱“刮架位”,用16 mm寬的刀,又稱“架位寬刀”,主軸轉速為0.4~0.5 r/min,許用0.4~1 r/min。進給量0.03 mm/r,從床頭至尾座側,依次車削各段主軸徑。在加工過程中,百分表始終坐在曲軸靠近尾座處的端面上,測頭打在尾座外圓面上。不斷觀察此百分表的變化,是否在允差之內(nèi)。而且觀察各拐檔測量的顯示值,如差值過大,則重復刮架位,依次從主軸箱側開始。每刮完一段主軸徑,就將支撐它的中心架中間支撐撤掉,用左、右支撐。左、右支撐上之后,再刮一下,即完成找正。
1.3 主軸頸加工
找正后,換刀。用梳齒刀加工主軸徑。將百分表坐在曲軸法蘭面上,測頭打在刀具上,Z軸移動。觀察表示數(shù),并有專用扳手調整刀具。用梳齒刀加工時,X、Z軸兩聯(lián)動。此時主軸轉速為15~25 r/min,進給量0.3~0.5 mm/r,加工軌跡為斜向走刀,再平動回來。
用梳齒刀加工完各段主軸徑后(除最靠近尾座段的一段不加工)。用圓刀加工各段軸徑間的過渡角。此時亦為兩軸聯(lián)動。轉速15~25 r/min,進給量0.2~0.5 mm/r,先加工各段軸徑靠右側的圓弧,然后換刀,仍然從床頭至尾座,加工各段軸徑左側過渡面。全部加工完畢后,換普通車刀,加工靠近第一個拐的法蘭端面,此時轉速15~25 r/min,進給量0.3~0.5 mm/r。然后換205mm寬刀精加工主軸徑,主軸轉速0.3r/min。進給量0.015 mm/r,依次加工各主軸徑。
最后精加工曲軸靠近尾座的法蘭的外圓和曲軸端面。
1.4 曲拐頸加工
用旋風刀架加工軸徑,首先C軸分度,使第一個拐頸處加工位置上,開啟旋風刀盤,旋風刀架Z軸移動到加工位置,然后刀架X軸趨近工件。到位后,開始緩慢閉合刀盤,一個人控制,另一個人在行車上觀察刀盤與拐檔面的相對位置,避免刮碰。然后完全閉合刀盤,并用電機鎖緊,安裝上固定螺栓,然后旋轉刀盤,安裝另一面的螺栓。
將百分表坐在刀具接納器上,測頭打在拐頸上,旋轉刀盤,檢測拐頸與回轉環(huán)的同心度。
然后將百分表坐在刀盤內(nèi)圓上,測頭打在支拐裝置支撐的曲軸面上,并向上調整支拐高度,使支拐頂住曲軸,并用膠皮錘敲打支拐裝置的支撐點,觀察表針是否變化,直到頂實。然后掛上捆綁帶,吸上支架,用栓緊器鎖緊。此時表坐在支拐裝置體的平面上,測頭打在支拐支撐的曲軸面上,鎖緊過程中觀察百分表是否變化,不變化則表示曲軸未被緊固變形。
裝入齒形刀,旋轉刀盤,進給刀具,對刀并粗車,此時,刀盤轉速為設定值1 r/min,實際值為0.88 r/min。
進給量額定值為0.2 mm/r,實際值為0.08 mm/r。
加工到量后,松開接納器,竄動刀夾位置,使刀齒與上次加工部位錯開,然后進行加工,往復幾次,直到余量剩1 mm左右,更換205 mm寬刀,并用專用檢具檢測刀具。然后進行粗刮,此時,刀盤轉速0.4 mm/r,進給量0.035 mm/r。垂直支拐座上的百分表,用來觀察加工過程中曲軸是否發(fā)生轉動。
然后換205 mm寬刀精刮,此時,刀盤轉速0.4 r/min,進給量0.01~0.015 mm/r。同上過程,依次加工各拐頸。在加工每一個拐頸之后,旋風刀架都退到尾座后,待旋轉主軸完畢后,再移回來。
加工50級曲軸,因為拐頸兩檔面,行程不夠,不能用梳齒刀,只能用齒形刀,靠手動竄動刀夾。而加工60級曲軸,由于檔距大,可依靠X、Z聯(lián)動,用梳齒刀加工。
完成所有拐頸加工后,準備掉頭。掉頭后,用原尾座端法蘭面外圓做基準,用卡爪夾持,此時彈性卡爪須包上銅皮,以避免損壞工件。最后加工兩次法蘭端面,及掉頭前尾座處的主軸頸,因為之前尾座處不頂曲軸,所以須掉頭后加工。其法蘭端面后加工,是為了達到掉頭后加工,滿足船檢要求的偏差。
2 曲軸加工流程
1)找正,刮架位 n=0.4~1 r/min,f=0.03 mm/r,加工時間為3~4天,寬刀;2)粗加工各主軸頸,n=15~25 r/min,f=0.3~0.5 mm/r ,梳齒刀;3)加工過渡圓角,n=15~25 r/min,f=0.2~0.5 mm/r,加工靠左側和靠右側圓弧,換一次刀(圓刀);4)加工緊靠第一個拐的法蘭端面,n=15~25 r/min,f=0.3~0.5mm/r,換端面寬刀精加工,n=0.4~1r/min,f=0.02mm/r;5)精加工各段主軸頸,n=0.3 r/min,f=0.015 mm/r,寬刀;6)加工尾座端法蘭外圓,n=0.3 r/min,f=0.03 mm/r;7)加工曲軸端面,粗、精加工,粗加工n=15~25 r/min(普通車刀),f=0.3~0.5r/min,精加工 n=0.3r/min(端面寬刀),f=0.015 mm/r;8)用旋風刀架,粗加工曲拐頸 n=1 r/min,f=0.08 mm/r,齒形刀;9)半精加工曲拐,n=0.4 r/min,f=0.035 mm/r,寬刀;10)精加工曲拐,n=0.4 r/min,f=0.035 mm/r,寬刀;11)掉頭;12)加工掉頭后靠近主軸箱側的主軸頸;13)加工各法蘭端面及外圓;14)加工曲軸端面,粗精加工,時間、參數(shù)同第7)步。由第2)步到第7)步,加工時間為6~7天,第8)步至第10)步,加工時間為4天;由第11)步至第14)步,加工時間為3天。總共需要16~17天。
3 結語
曲軸安裝找正流程經(jīng)過多年加工摸索總結出來的,其它規(guī)格型號可類推。
