掘進(jìn)機(jī)機(jī)架體連接板焊接裂紋解決方案
2014-04-21 07:09:14陳克華劉冰丁傳昱
機(jī)械工程師 2014年2期
陳克華, 劉冰, 丁傳昱
(西安煤礦機(jī)械有限公司,西安710032)
0 引言
我公司掘進(jìn)機(jī)機(jī)架體是由Q460C板材焊接而成,機(jī)架體連接板是與履帶架連接板連接的,因此該位置承受較大的拉力,對(duì)焊縫的強(qiáng)度要求較高。目前,該機(jī)架焊后熱時(shí)效后在室溫10℃左右條件下出現(xiàn)兩處裂紋,如圖1。
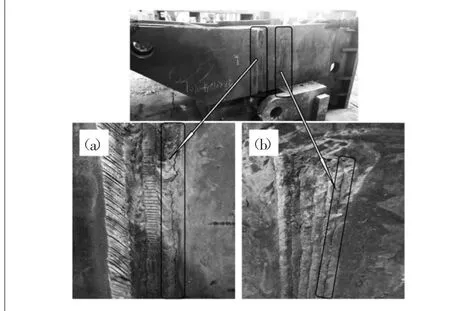
圖1 機(jī)架連接板處焊縫開(kāi)裂位置圖
針對(duì)裂紋出現(xiàn)的可能性進(jìn)行分析,并提出相關(guān)的解決方案。
1 產(chǎn)生裂紋的可能性分析
Q460C裂紋產(chǎn)生的原因分析如圖2所示,通過(guò)結(jié)構(gòu)觀察可知,這兩處的板材之間未受到其它位置的強(qiáng)制約束,不可能是拘束應(yīng)力引起的開(kāi)裂(原因一);機(jī)架體熱時(shí)效出爐后焊工對(duì)機(jī)架體內(nèi)外焊縫處進(jìn)行了清磨,戴著手套的手和身體均未有灼燒感,可見(jiàn)機(jī)架出爐后溫度在100℃以下,機(jī)架溫度較低即使氣溫驟降也不會(huì)影響其焊縫變化,因此也不可能是原因二;下面著重分析是否為焊縫處自身問(wèn)題引起的冷裂。
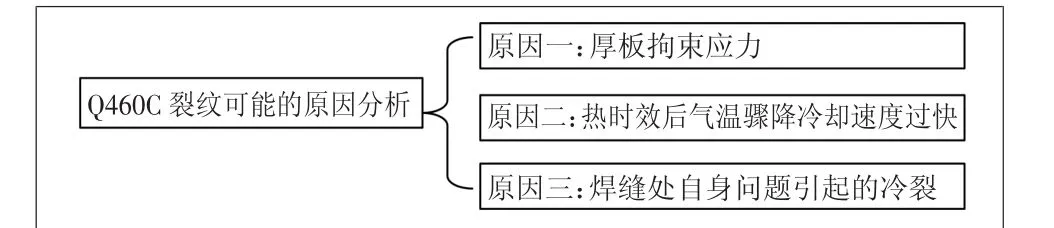
圖2 Q460C裂紋產(chǎn)生原因分析
1.1 材料成分分析
Q460C鋼屬于低碳高強(qiáng)度鋼板,主要材料成分表如表1所示。
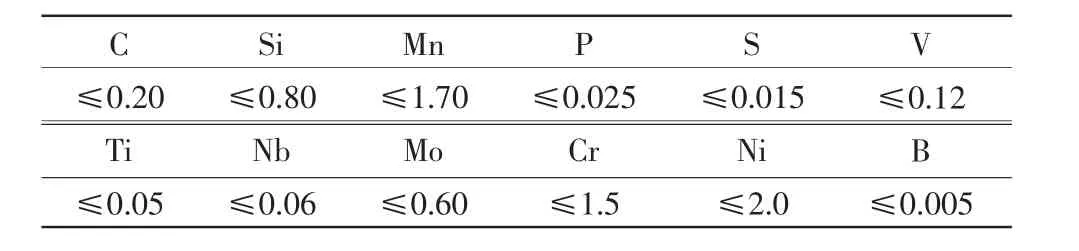
表1 Q460C化學(xué)成分質(zhì)量分?jǐn)?shù)%
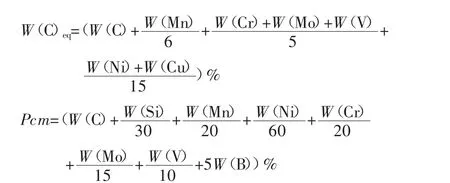
Q460C為低合金高強(qiáng)度鋼,其最大碳當(dāng)量0.86,冷裂紋敏感系數(shù)0.497。當(dāng)碳當(dāng)量大于0.45%時(shí)易出現(xiàn)淬硬傾向,易形成高碳馬氏體,使得焊縫處硬度提高、塑性下降而產(chǎn)生冷裂紋,這與冷裂紋敏感系數(shù)0.497具有較明顯的冷裂紋傾向相一致,氫致冷裂紋是低合金結(jié)構(gòu)鋼焊接接頭最危險(xiǎn)的缺陷。
1.2 焊接工藝性分析
在室溫條件下,該工件采用CO2氣體保護(hù)焊,對(duì)接或嵌入板材接頭處均為單側(cè)V型接頭。根據(jù)該批回廠板材試驗(yàn)報(bào)告知,其屈服強(qiáng)度為480 MPa,抗拉強(qiáng)度為650 MPa,根據(jù)等強(qiáng)匹配原則焊接選用50 kg級(jí)的ER50-6焊絲(焊絲直徑φ1.2 mm)。焊接電流I=280~300 A,焊接電壓V=28~32 V。焊前采用烤槍對(duì)焊縫及其兩側(cè)50 mm范圍內(nèi)進(jìn)行150~200℃(紅外測(cè)溫儀測(cè)溫)局部預(yù)熱處理,焊后無(wú)保溫緩冷措施空氣中冷卻,可能會(huì)因?yàn)槔渌偬煲痖_(kāi)裂。
1.3 坡口形式分析
通過(guò)對(duì)整個(gè)機(jī)架體進(jìn)行觀察,其它U型或V型焊縫無(wú)一處開(kāi)裂。只有單V一側(cè)出現(xiàn)開(kāi)裂,坡口形式如圖3所示。該處焊接時(shí)熔合較差,且相對(duì)坡口其它位置冷卻速度較快,易出現(xiàn)裂紋。通過(guò)材料成分分析出厚板Q460C焊接性能較差,且缺少焊后保溫措施,導(dǎo)致空冷放置后延遲裂紋的產(chǎn)生。
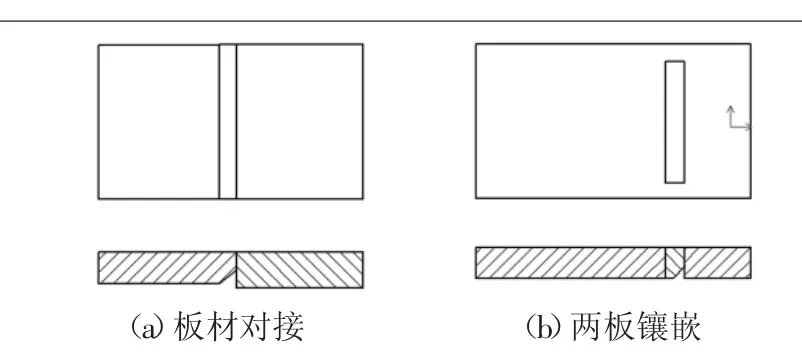
圖3 焊接坡口示意圖
2 解決措施
Q460C鋼的碳當(dāng)量較高,含有較多的沉淀強(qiáng)化元素,在焊接過(guò)程中,線能量不宜過(guò)大,否則會(huì)出現(xiàn)過(guò)熱區(qū)的脆化和軟化;線能量也不能過(guò)小,否則會(huì)因冷速過(guò)快而出現(xiàn)淬火組織或冷裂紋。因此,在焊接時(shí),要同時(shí)兼顧過(guò)熱與冷裂紋兩方面的問(wèn)題,這方面我們前期已經(jīng)充分考慮到,焊接參數(shù)設(shè)置沒(méi)有問(wèn)題。
通過(guò)裂紋處焊縫的形式和結(jié)構(gòu)的分析,只要能降低此處的冷卻速度就可以解決此問(wèn)題。
2.1 焊接工藝控制
根據(jù)低碳高強(qiáng)度鋼要求焊前預(yù)熱、焊后保溫緩冷的原則,可以采用焊后放入溫度為200℃的加熱爐內(nèi),確保焊后緩冷。或采用陶瓷電加熱片覆蓋在工件上以實(shí)現(xiàn)保溫緩冷。
2.2 坡口設(shè)計(jì)改進(jìn)
焊接接頭設(shè)計(jì)時(shí),盡量避免一側(cè)I型坡口,可以將坡口形式設(shè)計(jì)成兩側(cè)V型,增加焊縫填充量,以減小熔合區(qū)焊縫的冷卻速度。
2.3 焊接操作設(shè)計(jì)
其它為了減少I(mǎi)型側(cè)的冷卻速度,可以在焊至該側(cè)時(shí)焊槍擺動(dòng)且稍微增加停留時(shí)間以增大該處的熔深,減少I(mǎi)型坡口的劣勢(shì),同時(shí)人為在該處多焊接一層或一道。這樣第一道焊縫的焊接過(guò)程為第二道焊縫起到了預(yù)熱作用,而后一道焊縫又為前一道起到保溫緩冷目的,進(jìn)一步減緩了冷卻速度。本次機(jī)架體的修復(fù)就是采用2.3的方案。
3 結(jié) 論
我們?cè)谛庐a(chǎn)品中對(duì)坡口改進(jìn)、焊后緩冷和焊接操作改進(jìn)這三種方式均進(jìn)行了嘗試,三種方案均可以有效避免焊后裂紋的產(chǎn)生,保證了產(chǎn)品的焊接質(zhì)量。但是從生產(chǎn)效率的角度考慮采用第三種方式更為合理。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
民用飛機(jī)設(shè)計(jì)與研究(2020年4期)2021-01-21 09:15:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
電子制作(2018年18期)2018-11-14 01:48:24
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
建筑材料學(xué)報(bào)(2014年3期)2014-03-11 17:08:02
