LG-Mazak數(shù)控車單件小批量編程方法及應(yīng)用
2014-04-21 07:04:52董經(jīng)傳
機械工程師 2014年2期
董經(jīng)傳
(哈爾濱量具刃具集團有限責任公司,哈爾濱150040)
0 引言
隨著科學技術(shù)的發(fā)展和市場的競爭需要,產(chǎn)品更新?lián)Q代越來越快、生產(chǎn)批量越來越小、生產(chǎn)周期也越來越短,但是產(chǎn)品精度確越來越高。為滿足以上要求,在機械加工行業(yè),數(shù)控機床的使用已越來越廣泛。特別是數(shù)控車床、數(shù)控銑床和加工中心,以其合理的價位、優(yōu)良的性能,在制造行業(yè)中得到了普及,并有取代普通機床的趨勢。因此,熟練地掌握單件、小批量產(chǎn)品數(shù)控加工編程是非常重要的。
數(shù)控加工是指數(shù)控機床上進行自動加工零件的一種工藝方法。其實質(zhì)是數(shù)控機床按著事先編制好加工程序并通過數(shù)字控制系統(tǒng),自動完成零件的加工。數(shù)控加工主要包括分析加工圖樣、確定加工方案、工件的定位與裝夾、刀具的選擇與安裝,編輯數(shù)控加工程序,試切削、試運行,校驗數(shù)控加工程序,數(shù)控加工和工件的驗收與質(zhì)量誤差分析等方面的內(nèi)容。
數(shù)控加工中最關(guān)鍵的就是數(shù)控程序的編制,數(shù)控編程一般可分為手工編程和自動編程兩種。自動編程是通過計算機自動編制數(shù)控加工程序的過程,它具有高效、不易出錯的特點。手工編程不需要計算機和編程軟件等輔助設(shè)備,具有編程簡便、及時的優(yōu)點,比較適合單件小批量、形狀不是特別復雜的產(chǎn)品編程。例如目前使用較廣泛的LG-Mazak數(shù)控車床,能夠進行會話式和G代碼混合編程。人機對話編程是利用圖形界面進行數(shù)控輸入,經(jīng)數(shù)控系統(tǒng)內(nèi)部編譯處理后,生成ISO代碼加工程序。因此,人機對話編程能使一個沒有加工經(jīng)驗的員工在較短時間內(nèi)掌握基本編程和操作方法。下面結(jié)合一些實例,闡述LG-Mazak MAZATROL 640T系統(tǒng)數(shù)控車床在實際加工中常用的編程方法及注意事項。
1 選擇正確的程序原點
在數(shù)控車編程時,最先要確定的是某一點作為程序編制和加工的基準點,并以此作為程序原點,同時以該原點建立工件坐標系。選擇合理的工件坐標系,對數(shù)控車床的編程及加工都很重要。編程原點選擇合理,不但能減少一些無謂的失誤,還能大大提高加工效率。選用的原則是:要盡可能滿足程序編制簡單明了,尺寸關(guān)系換算少,加工中引起的加工誤差小等條件。在實際應(yīng)用中,為了提高零件的加工精度和效率,最大程度地方便計算和編程,我們常常將程序原點設(shè)在工件軸線與工件前端面的交點上,同時盡量使編制的程序基準與設(shè)計、工藝及裝配基準重合。如圖1所示,為MAZATROL 640T系統(tǒng)數(shù)控車最常用的零點設(shè)定位置。
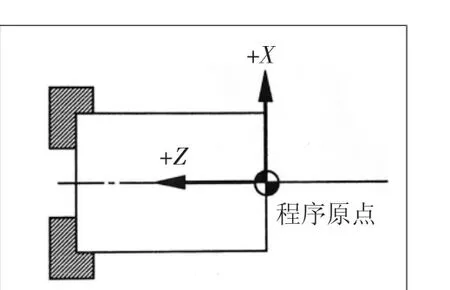
圖1
2 選擇合理的加工工藝路線
數(shù)控車削加工中的進給路線就是刀具在整個加工中的運動軌跡。刀具按照編制好的程序,從對刀位置開始進給運動,一直到程序結(jié)束,然后刀具退回該點或指定的某一點及所經(jīng)過的路徑,它是編寫程序的重要步驟之一。合理地選擇進給路線,對于數(shù)控車加工是非常重要的。
在加工如圖2所示短軸工件時,確定的加工路線如下:首先加工左端,EDG單元粗加工端面→BAR單元粗加工外圓→DRL單元打定心孔→DRL單元鉆φ25孔→BAR單元精加工φ26+0.0330孔至尺寸→EDG單元精車端面→DAR單元精車外形→GRV單元粗精車兩個20°V型槽。右端可采用一夾一頂方式加工,最后采用THR單元加工M30×1.5螺紋至尺寸。

圖2
MAZATROL 640T系統(tǒng)編程和加工中還應(yīng)注意以下幾點:
1)首先要根據(jù)工件的特點,合理選用進給路線。
毛坯加工的余量較大時,一般需要采用粗精車加工,這時在編制程序的單元可能有端面加工、外圓加工及仿形加工等等。為減少換刀時間,可以將所有外形加工由粗車刀一次完成,然后調(diào)用精車刀精加工所有外形至尺寸。這樣不但提高了加工效率,而且能很好地保證加工精度。
在編制形狀輪廓復雜的程序時,通過合理安排進刀、退刀路徑,及刀具返回點位置,縮短刀具空走的時間,提高生產(chǎn)效率。一般情況下,LG-Mazak數(shù)控車床進退刀點位置是固定的,由參數(shù)控制,特殊情況下可以通過修改參數(shù)P17更改。
2)通過工序的合理編排,保證加工零件的精度要求。
MAZATROL 640T車床系統(tǒng)在程序編制完所有單元后,可以通過修改各單元工序,合理安排先后順序,以滿足加工精度和加工效率的要求。
例如在加工有較大內(nèi)孔的工件時,可以采用“粗車內(nèi)孔→粗車外圓→精車外圓→精車內(nèi)孔”的工藝路線;這樣可以大大減少鉆孔中振動對工件精度的影響,能加工出內(nèi)孔和外圓尺寸精度、同軸精度很高的工件。
在實際應(yīng)用中,我們可以通過對復雜零件采用合理選擇起刀點和切入方式,保證刀具切入平穩(wěn),無沖擊。同時對粗精加工工序的合理安排,程序中各單元切削模式的合理選擇,來達到工件尺寸加工精度和表面粗糙度的要求。另外在加工一些細長軸、薄壁件、特殊金屬等零件時,還應(yīng)注意加工后的彎曲變形、尺寸公差的改變等因素。對于一些特殊零件,可以采用非常規(guī)的加工方法,例如采用“先精后粗”的加工方法,加工工序可以不按“先近后遠”、“先粗后精”原則,而采用與之相反的工藝手段,有時反倒能達到加工的尺寸公差和其它技術(shù)要求。
3)要保證編制的程序簡潔明了,同時滿足加工的安全性要求。
編制的程序在實際加工中,最關(guān)鍵的是要注意安全,在進給時要避免刀具與工件相撞,同時刀具與機床其它部位、零件的非加工表面不要發(fā)生干涉。例如在加工中需要頂尖的話,在編程時可以設(shè)置TPC資料,人為改變系統(tǒng)默認的進退刀路徑,輸入資料時要注意進退刀點應(yīng)與槽方向垂直,盡量避免“X、Z”同時移動使用,以避免刀塔和尾座發(fā)生干涉。
在實際加工中,經(jīng)常會遇到某一固定的加工重復出現(xiàn),這時可以把這部分常用的加工編寫成子程序,存入存儲器中,當需要的時候,可以隨時調(diào)用,這樣可以大大簡化編制的程序。例如在加工同系列產(chǎn)品有相同形狀工件時,可以把這部分形狀的程序單獨用一個子程序或者Mazak程序放在存儲器中,以后在加工中就可以通過子程序單元(SUB)調(diào)用,也可以通過程序結(jié)束單元(END)的程序號轉(zhuǎn)移指令調(diào)用,非常方便。
3 根據(jù)各車削單元的加工特點,選用適合的切削模式
在LG-Mazak MAZATROL 640T系統(tǒng)中,數(shù)控車床編程是通過建立單元資料的方式進行程序編制的。除了一些通用單元外,例如毛坯形狀單元(MTR)、M代碼單元(M)、測量單元(MES)、子程序單元(SUB)和結(jié)束單元(END),其中常用的車削單元有以下幾種:圓柱加工單元(BAR),仿形加工單元(CPY),角偶加工單元(CNR),端面加工單元(EDG),螺紋加工單元(THR),溝槽加工單元(GRV),鉆孔加工單元(DRL),攻絲加工單元(TAP),手工編程加工單元(MNP)。
每一種單元指令都有各自的加工特點,編程中要根據(jù)工件的材料形狀特點、工藝技術(shù)及加工要求合理選用。在MAZATROL 640T系統(tǒng)中,選用的加工單元下有各種切削,合理選用進退刀方式,不但能加工出滿足圖樣和工藝要求的合格工件,還能大大提高加工效率。毛坯工件編制外圓加工的程序中,選用圓柱加工單元(BAR)后,緊接著要選擇切削模式,會有以下幾種選項:1,OUT 2,OUT 3,IN 4,IN 5,F(xiàn)CE 6,F(xiàn)CE 7,BAK 8,BAK。
可選用的模式有1和5兩種,其中第1種模式是車刀沿著工件的軸向方向走刀,第5種模式是從工件的外部往中心走刀。這時,在加工比較長的工件時選擇第1種模式;若工件較短,外圓較大的工件時,采用第5種加工方式,這樣的加工效率是最高的。
選用螺紋加工單元(THR)時,可選的模式有#0(標準),#1(固定深度),#2(固定范圍)。#0的含義:隨著走刀次數(shù)的增加,切削深度減少;#1的含義:每次走刀切入深度相同;#2的含義:每次走刀切入的面積相同。
在加工螺紋時,要根據(jù)刀具的角度和切削模式作出合理的選擇。例如在加工小螺距螺紋時應(yīng)選擇螺紋刀尖角ANG=0°,模式選擇#1;加工大螺距螺紋時,可以選擇刀尖角0°<ANG<刀尖角,模式選用#0。這樣加工螺紋,不但效率大大提升,而且加工精度非常高。
下面以加工凹槽為例,說明在編程中溝槽加工單元是如何靈活應(yīng)用的。
溝槽單元分別有#0~#5共6種切削模式,每一種模式都對應(yīng)著一種加工方式,實際應(yīng)用中要根據(jù)圖樣和工藝要求靈活掌握。選擇合適的切削模式,不但能加工出復雜的槽型,而且加工出精度要求非常高的直面和錐面。如圖3所示的工件,采用LG-Mazak編制的程序加工φ26槽和φ60槽。采用溝槽單元GVR,φ60槽采用#1切削方式,φ26槽左半部采用#3切削方式,右半部采用#2切削方式。刀具可以選用4~5 mm寬的切槽刀。編制的程序如圖4所示,僅僅采用三段程序就能完成,不但簡潔明了,而且修改也非常方便。實際加工中,采用5 mm切刀,只需6 min 37 s即可完成。
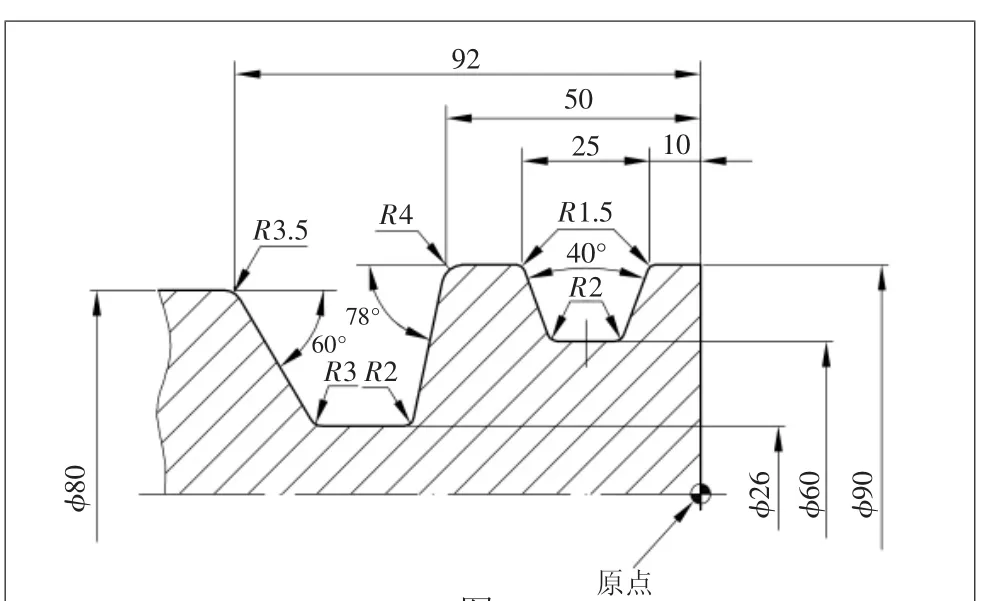
圖3
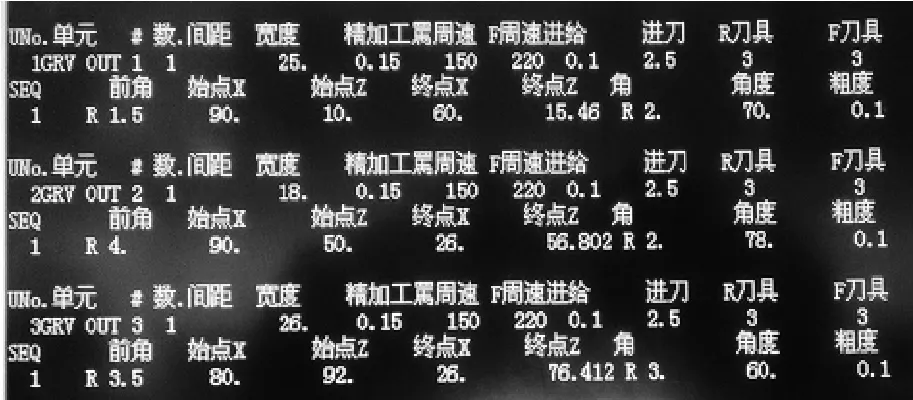
圖4
4 結(jié)語
隨著科技的不斷進步和我國數(shù)控機床的快速發(fā)展,數(shù)控車床在一些形狀復雜、精度要求高的零件加工,高效率加工及用火后硬車來實現(xiàn)以車帶磨等方面都得到廣泛應(yīng)用,大有取代普通車床的趨勢。為了更好地發(fā)揮數(shù)控車床的作用,我們在實際應(yīng)用中要在編程上掌握一定的技巧。只有編寫出合理、高效、簡潔的加工程序,才能加工出完全滿足圖樣和工藝要求的合格零件,同時能使數(shù)控車床的功能得到合理應(yīng)用與充分發(fā)揮,使數(shù)控車床能安全、可靠、高效地工作。
猜你喜歡
制造技術(shù)與機床(2019年12期)2020-01-06 03:17:48
人大建設(shè)(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
制造技術(shù)與機床(2017年4期)2017-06-22 11:18:05
環(huán)球時報(2017-03-30)2017-03-30 06:44:45
中國衛(wèi)生(2015年3期)2015-11-19 02:53:32
制造技術(shù)與機床(2015年10期)2015-04-09 07:05:42
裝備機械(2015年1期)2015-02-28 22:19:52
政治與法律(2014年11期)2014-03-01 02:20:40
