難加工材料3種優(yōu)化指標的應(yīng)用特性
2014-03-11 14:01:22吳志遠王朋曉
裝甲兵工程學(xué)院學(xué)報 2014年4期
吳志遠,張 康,王朋曉,王 龍
(裝甲兵工程學(xué)院裝備再制造技術(shù)國防科技重點實驗室,北京100072)
參數(shù)優(yōu)化試驗可以大幅降低試驗次數(shù),快速獲得相關(guān)現(xiàn)象的試驗規(guī)律,在加工領(lǐng)域具有廣泛的應(yīng)用[1-2]。評價指標是判定各組試驗結(jié)果優(yōu)劣的依據(jù),其設(shè)置的有效性和針對性將直接關(guān)系到試驗的成敗,是優(yōu)化試驗的核心問題。目前,難加工材料切削試驗所應(yīng)用的評價指標有刀具耐用度、加工效率、表面質(zhì)量、加工成本等[2-5]。但文獻檢索發(fā)現(xiàn)[6-8]:上述評價指標的選擇和應(yīng)用具有較大的隨意性,不同評價結(jié)果的可比性不高,甚至由于對指標應(yīng)用特點的認識不足,出現(xiàn)指標誤用現(xiàn)象。本文結(jié)合前期試驗規(guī)律的總結(jié),在同一組正交試驗中應(yīng)用刀具耐用度T、切削里程L和材料去除總量Q作為評價指標,并結(jié)合加工效率對各指標應(yīng)用的特性進行分析。
1 方法設(shè)計與試驗條件
采用正交試驗設(shè)計方法,以T、L和Q分別作為評價指標,以切削用量3要素的切削速度v、進給量f、切削深度ap作為優(yōu)化對象,每個因素考慮3個水平,利用正交表L9(34)設(shè)計正交試驗。
試驗所用刀具材料為株洲硬質(zhì)合金廠的特種硬質(zhì)合金YG610,刀具角度為前期優(yōu)化的最佳參數(shù)組合,即前角為0°,后角為8°,副后角為 8°,刃傾角為0°,主偏角為45°,副偏角為15°,加工過程屬于沖擊性加工,切削的堆焊層硬度為30HRC。每組試驗重復(fù)3次,取平均值為最后結(jié)果。試驗中采用后刀面磨損值0.3 mm為磨鈍標準。
2 3種優(yōu)化指標對比分析
2.1 刀具耐用度評價結(jié)果分析
刀具耐用度T是切削參數(shù)選擇的一個重要依據(jù),在加工領(lǐng)域具有廣泛的應(yīng)用[9-10]。以T作為評價指標的正交試驗結(jié)果如表1所示。
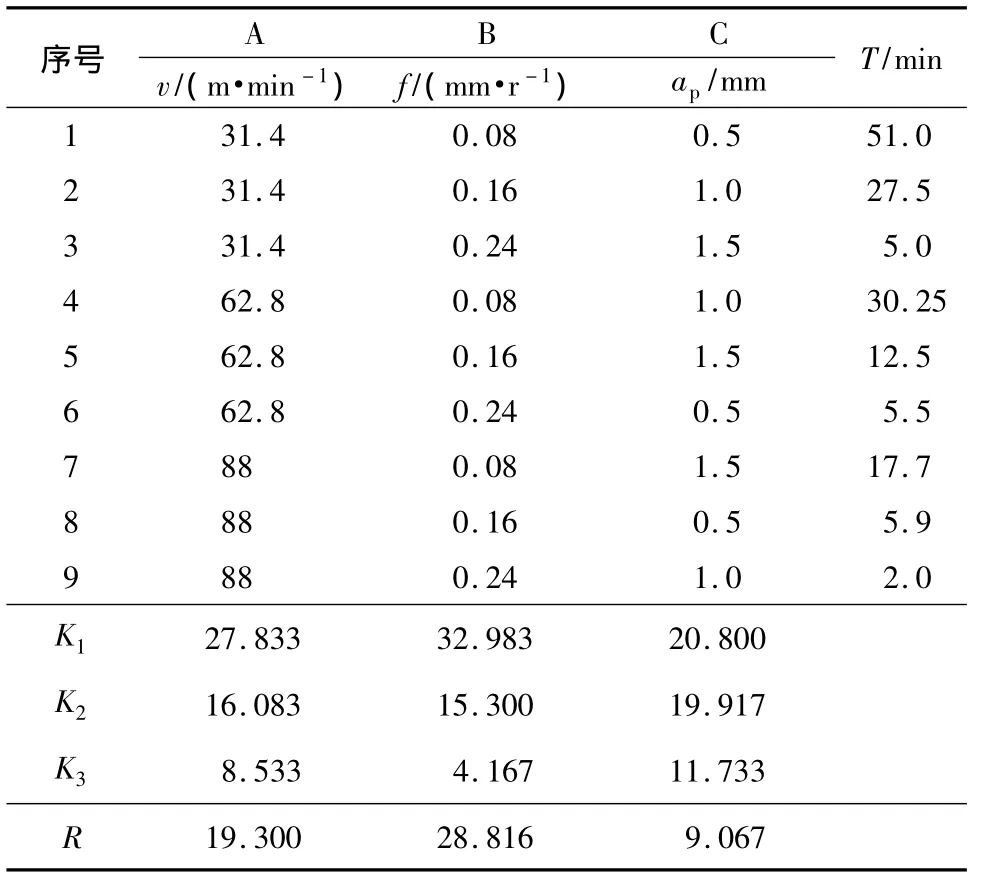
表1 以T作為評價指標的正交試驗結(jié)果
從表1可以看出:以T作為評價指標時,最優(yōu)的水平組合為 A1B1C1,即在 v=31.4 m/min、f=0.08 mm/r、ap=0.5 mm 的條件下,T 達到最大值51 min。但由于其對應(yīng)的切削用量全部為最低值,加工效率只有8 cm3/min,是所有組合中最低的一組。更重要的是,在一個刃磨周期內(nèi),采用該組合時的材料去除總量僅為408 cm3,也沒有達到所有組合最佳值。因此,這種情況下,雖然得到了最優(yōu)的刀具耐用度,但得出的切削用量偏小,加工效率也偏低,切削用量的優(yōu)化效果不明顯。

泰勒公式是重要的刀具耐用度公式,式中:m為直線的斜率,表示v對T的影響程度,與刀具材料無關(guān);C0為直線在縱坐標軸上的截距,與工件材料和切削條件有關(guān)。式(1)的主要結(jié)論是:當C0一定時,v越大,則T越小。這個規(guī)律在不同加工場合被廣泛證明和應(yīng)用,揭示了切削速度與刀具耐用度的相互關(guān)系。
圖1為以T作為評價指標的效應(yīng)曲線。可以看出:T隨著v、f和ap的增大而減小,試驗完全符合泰勒公式規(guī)律。但所選最優(yōu)刀具耐用度一定對應(yīng)于最小的切削用量。因此,單純的刀具耐用度最優(yōu)不意味著同時滿足加工效率和切削效果的最優(yōu)。依此類推,對于所選因素中包含了切削用量的刀具角度優(yōu)化過程也存在同樣的問題。
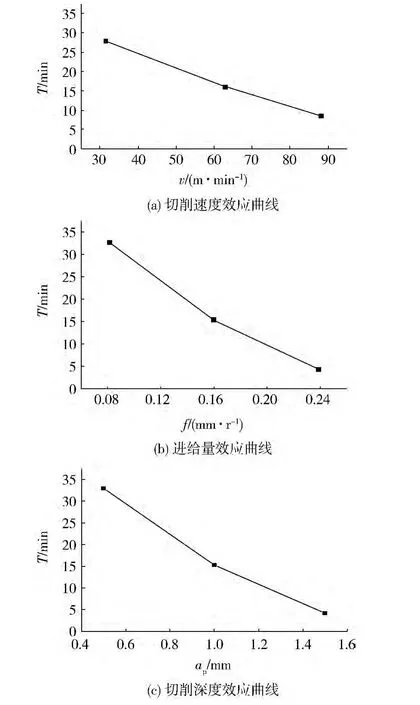
圖1 以T作為評價指標的效應(yīng)曲線
試驗可以作為參考的是表1中進給量、切削速度、切削深度由大至小的極差排序。進給量的極差最大,說明它對刀具耐用度的影響最大,而最小的切削深度影響也最小。也就是說進給量增加對刀具耐用度的降低作用最大,而切削深度最小。
2.2 切削里程評價結(jié)果分析
當毛坯余量較小,不需要過分關(guān)注材料去除效率和去除總量時,獲得盡可能多的已加工表面是難加工材料優(yōu)化的重要方向。切削里程L(軸向切削距離)可很好地展示已加工表面的形成總量。以L作為評價指標的正交試驗結(jié)果如表2所示。
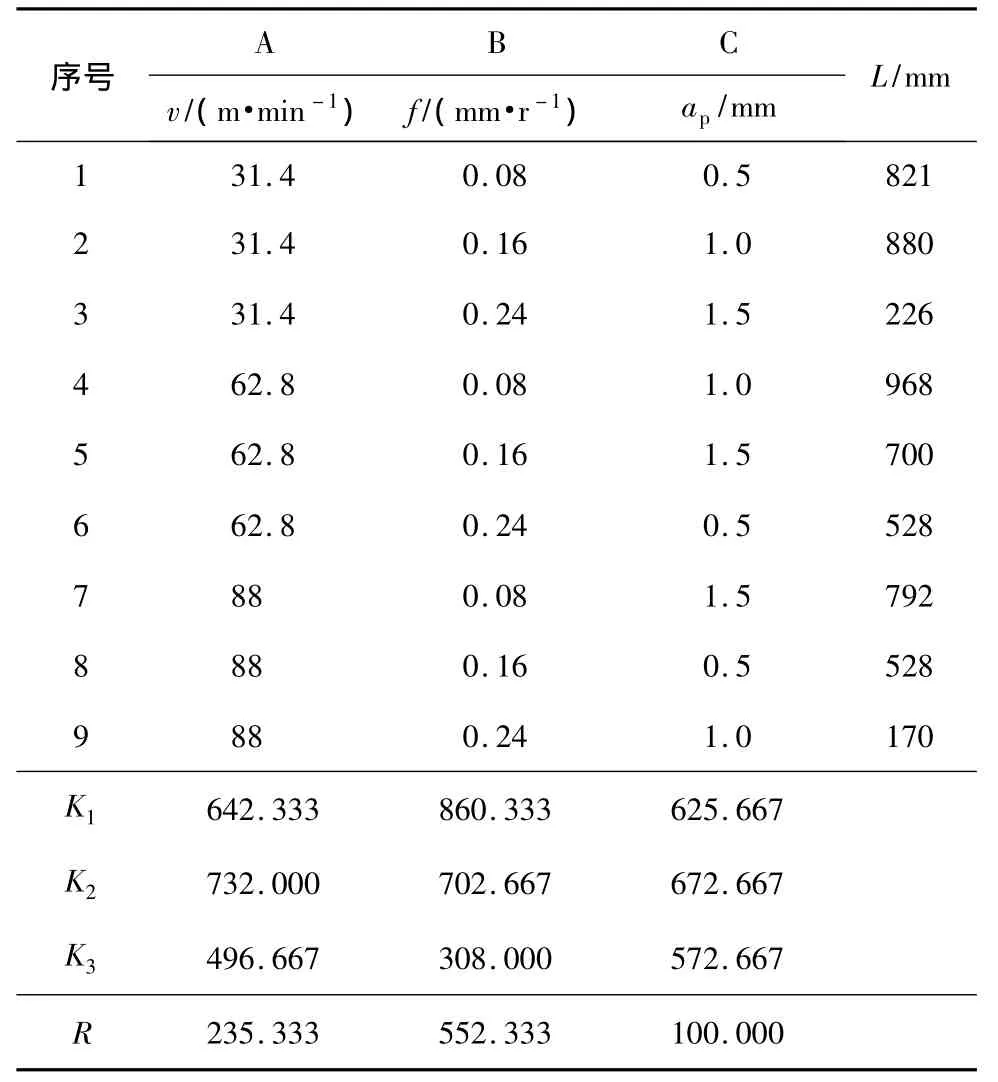
表2 以L作為評價指標的正交試驗結(jié)果
由表2可見:以L作為評價指標時,最優(yōu)的組合為 A2B1C2,即在 v=62.8 m/min、f=0.08 mm/r、ap=1 mm的條件下,L達到最大。計算可得該參數(shù)下加工效率為32 cm3/min,遠高于刀具耐用度評價指標的優(yōu)化結(jié)果。本次優(yōu)化結(jié)果的極差由大到小依次為進給量、切削速度、切削深度,與刀具耐用度優(yōu)化結(jié)果相同,但結(jié)果進一步量化了切削參數(shù),達到了最大的已加工表面形成量。
圖2為以L作為評價指標的效應(yīng)曲線。可以看出:切削速度和切削深度曲線不再單調(diào)變化,最佳參數(shù)都位于所選區(qū)間內(nèi),擺脫了刀具耐用度在評價過程中的局限性,可以說本評價是一次成功的評價。
2.3 材料去除總量評價結(jié)果分析
粗加工時,毛坯余量較多,盡可能多地去除材料是工藝完美實現(xiàn)的關(guān)鍵。以材料去除總量Q作為評價指標的正交試驗結(jié)果如表3所示。

圖2 以L作為評價指標的效應(yīng)曲線
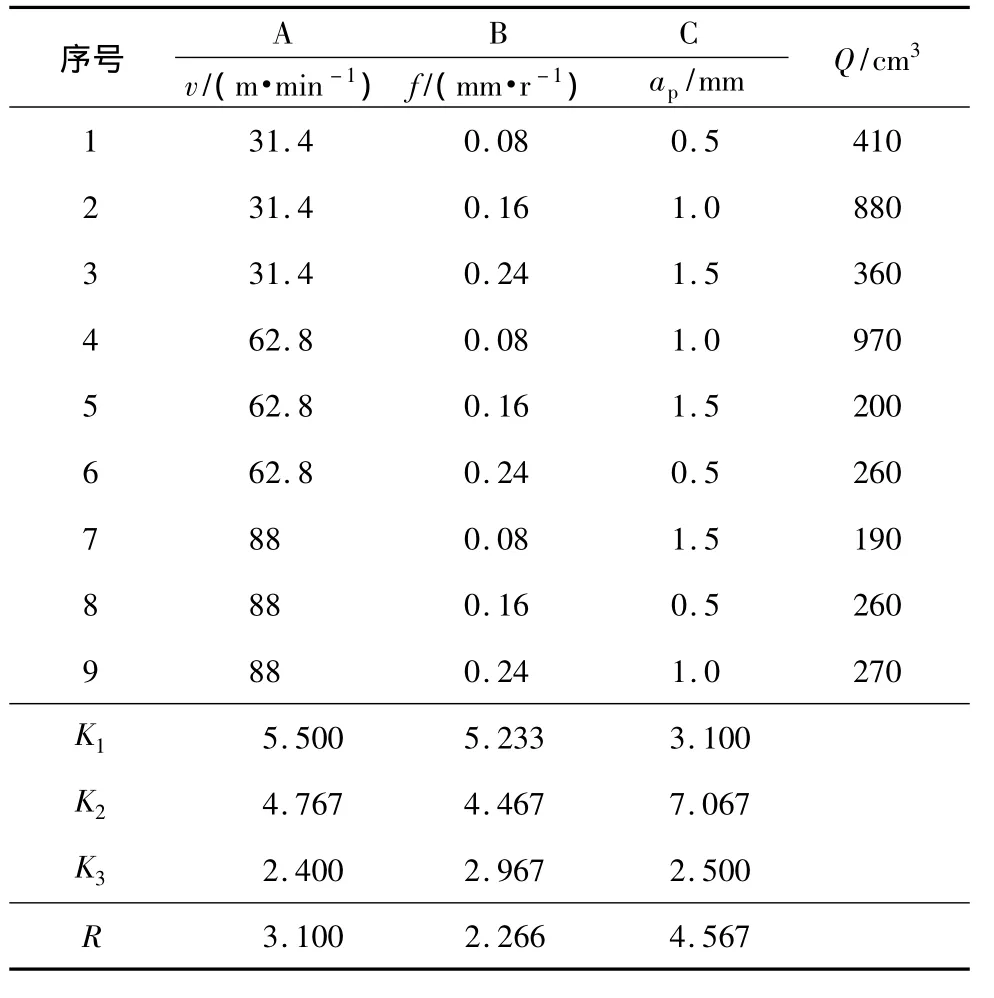
表3 以Q作為評價指標的正交試驗結(jié)果
從表3可以看出:以Q作為評價指標時,最優(yōu)的組合為 A1B1C2,即在 v=31.4 m/min、f=0.08 mm/r、ap=1 mm的條件下,Q達到最大。計算可得該參數(shù)下加工效率為16 cm3/min,高于刀具耐用度評價指標的優(yōu)化結(jié)果,但低于切削里程的評價結(jié)果。本次優(yōu)化結(jié)果的極差由大到小依次為切削深度、切削速度、進給量。這表明如果希望刀具能夠盡可能多地去除材料,那么應(yīng)該采用盡可能大的切削深度、適中的切削速度和盡可能小的進給量。這種結(jié)果與刀具耐用度和切削里程優(yōu)化結(jié)果存在較大的差異。
圖3為以Q作為評價指標的效應(yīng)曲線。可以看出:如果希望獲得較大的材料去除總量,那么應(yīng)該適度降低切削速度和進給量,而獲得最佳總?cè)コ康年P(guān)鍵在于切削深度的合理選擇。這種結(jié)果與刀具耐用度和切削里程的評價結(jié)果又存在顯著差異。
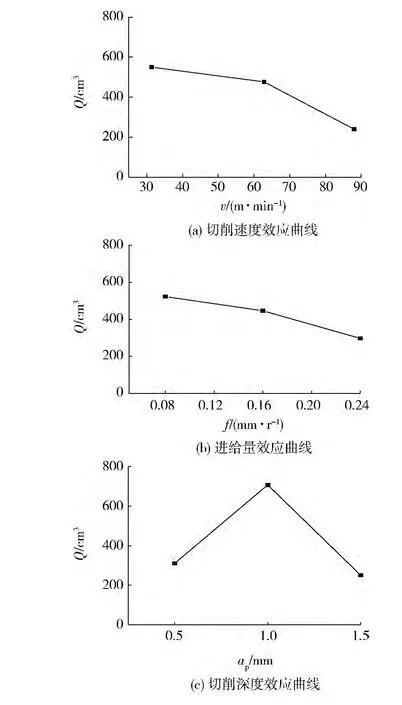
圖3 以Q作為評價指標的效應(yīng)曲線
3 結(jié)論
1)采用刀具耐用度作為評價指標時,切削用量優(yōu)化結(jié)果對應(yīng)于最小值,極差排序也難以定量地評價切削參數(shù)的最優(yōu)值。因此,孤立地采用刀具耐用度作為評價指標進行正交試驗優(yōu)化時,其結(jié)果的實際應(yīng)用價值較低。
2)采用切削里程作為評價指標時,正交試驗的極差排序與刀具耐用度排序一致,但本組試驗可以定量地獲得試驗環(huán)境下的最優(yōu)切削用量。試驗結(jié)果中,加工效率為刀具耐用度的4倍,并且材料去除總量也相當可觀,是較為成功的評價指標。
3)采用材料去除總量作為評價指標時,主要以增大材料去除量作為目標,其切削參數(shù)的選用原則與其他2種評價指標的評價結(jié)果具有明顯的差異。但加工效率仍能達到刀具耐用度評價的2倍。
4)切削過程根據(jù)需求可分為最佳經(jīng)濟性、最佳刀具耐用度和最佳效率等生產(chǎn)方式,它們所希望實現(xiàn)的目標是不同的。采用不同的評價指標進行評價時,切削參數(shù)的選用原則差異較大,足以影響試驗結(jié)果的有效性。因此,試驗應(yīng)根據(jù)不同的試驗?zāi)康倪M行有針對性的設(shè)計和選用。
[1] 解麗靜,劉志兵,王西彬.硬質(zhì)合金刀具銑削高強度鋼的磨損機理研究[J].兵工學(xué)報,2005,26(4):519-522.
[2] 劉玉慶,徐九華,丁文鋒,等.阻燃鈦合金Ti40銑削加工性研究[J].航空制造技術(shù),2013(14):48-52.
[3] 葉洪濤.刀具耐用度公式推導(dǎo)過程[J].工具技術(shù),2013,47(12):55-57.
[4] 高彥軍,陳五一.切削參數(shù)評價系統(tǒng)的構(gòu)建[J].工具技術(shù),2009(4):63-66.
[5] 龍震海,王西彬,劉志兵.高速銑削難加工材料時硬質(zhì)合金刀具前刀面磨損機理及切削性能研究[J].摩擦學(xué)學(xué)報,2005,25(1):83-87.
[6] 王中華,李輝,陳姣.高速切削刀具材料的性能及應(yīng)用[J].裝備制造技術(shù),2012(10):110-112.
[7] 張毅.超聲振動銑削碳纖維復(fù)合材料刀具磨損研究[J].精密制造與自動化,2010(2):13-15.
[8] 袁躍峰,張文英,高強度鋼刀具磨損實驗研究[J].中國水運,2013,12(13):175-176.
[9] 徐媛媛,趙永東,蘭芳.CBN刀具銑削灰鑄鐵時銑削用量優(yōu)化的研究[J].現(xiàn)代制造工程,2012(5):85-87.
[10] 姜增輝,吳月穎,王琳琳.硬質(zhì)合金刀具干切削TC4鈦合金耐用度的研究[J].工藝與監(jiān)測,2013(9):109-112.
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
石油瀝青(2021年4期)2021-10-14 08:50:44
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
世界科學(xué)技術(shù)-中醫(yī)藥現(xiàn)代化(2021年10期)2021-03-02 05:52:06
中國教育技術(shù)裝備(2015年19期)2015-03-01 02:43:07
現(xiàn)代企業(yè)(2015年2期)2015-02-28 18:45:09
中國工程咨詢(2015年2期)2015-02-14 02:59:26
